Você também pode gostar
- LaCarrera - Eliyahu GoldrattDocumento5 páginasLaCarrera - Eliyahu GoldrattGuadalupe Pombo ReyAinda não há avaliações
- La Carrera GoldrattDocumento16 páginasLa Carrera Goldrattjlex16Ainda não há avaliações
- Manufactura SincronizadaDocumento2 páginasManufactura SincronizadaScarionet0% (1)
- El Crédito Mercantil PDFDocumento5 páginasEl Crédito Mercantil PDFluis enrique100% (3)
- Necesario, Pero No Suficiente: Autor: Eliyahu M. GoldrattDocumento6 páginasNecesario, Pero No Suficiente: Autor: Eliyahu M. GoldrattJosé PeAinda não há avaliações
- Ensayo La CarreraDocumento5 páginasEnsayo La CarreraSoriBausmaAinda não há avaliações
- Resumen No Es Cuestion de SuerteDocumento11 páginasResumen No Es Cuestion de SuerteIvan Gonzales Perez50% (6)
- Resumen Video La MetaDocumento9 páginasResumen Video La Metaprueba098Ainda não há avaliações
- EJEMPLO Manufactura SincrónicaDocumento2 páginasEJEMPLO Manufactura Sincrónicaartthy2360% (5)
- Resumen No Fue La SuerteDocumento9 páginasResumen No Fue La Suertevaniapierola100% (3)
- Llave PQRSTDocumento1 páginaLlave PQRSTDaniel Gonzalez Rodriguez0% (1)
- 5.resumen Necesario Pero No SuficienteDocumento17 páginas5.resumen Necesario Pero No SuficienteWilliam Casas100% (1)
- ANÁLISIS DEL VÍDEO La MetaDocumento2 páginasANÁLISIS DEL VÍDEO La MetawebucscAinda não há avaliações
- Manufactura SincronizadaDocumento4 páginasManufactura SincronizadaJose PerezAinda não há avaliações
- La Carrera 2 Resume NesDocumento36 páginasLa Carrera 2 Resume NesTatiana Lizett RocabadoAinda não há avaliações
- La CarreraDocumento3 páginasLa CarreraRonnyAinda não há avaliações
- Unidad 6 Just in TimeDocumento98 páginasUnidad 6 Just in TimeM Iván López100% (1)
- Ensayo Just in Time Manufactura EsbeltaDocumento11 páginasEnsayo Just in Time Manufactura EsbeltaOlvera CarlosAinda não há avaliações
- Resumen La CarreraDocumento19 páginasResumen La CarreraFabioCastañedaArceAinda não há avaliações
- Gabriela Rivas y Sara Rendón Prioridades CompetitivasDocumento2 páginasGabriela Rivas y Sara Rendón Prioridades Competitivassara rendonAinda não há avaliações
- Sistema de Producción Justo A Tiempo-JIT Mauricio LefcovichDocumento19 páginasSistema de Producción Justo A Tiempo-JIT Mauricio LefcovichANA MARIA CORTES NOVAAinda não há avaliações
- SetupDocumento6 páginasSetupcvega8429Ainda não há avaliações
- Tema 7. OperacionesDocumento31 páginasTema 7. OperacionesPepe Abellán MartínezAinda não há avaliações
- Just in Time Examen T2Documento11 páginasJust in Time Examen T2Frank PicasAinda não há avaliações
- Opt TocDocumento20 páginasOpt TocBetty Peña100% (1)
- Introducción Just in TimeDocumento18 páginasIntroducción Just in TimeMayra SaraviaAinda não há avaliações
- La Filosofía Del Sistema de Producción Toyota (Siglas en Inglés TPS)Documento13 páginasLa Filosofía Del Sistema de Producción Toyota (Siglas en Inglés TPS)ALONDRA KAZANDRA LONGORIA ORTEGAAinda não há avaliações
- NOTAS Curso LEAN PRODUCTIONDocumento61 páginasNOTAS Curso LEAN PRODUCTIONVictor AcostaAinda não há avaliações
- Modelo Articulo de Opinion Lean MantenimientoDocumento3 páginasModelo Articulo de Opinion Lean MantenimientoTECELENAV SAAinda não há avaliações
- Capitulo 2Documento47 páginasCapitulo 2sebastián droguettAinda não há avaliações
- Camino A La Excelencia en Gestión de ProyectosDocumento65 páginasCamino A La Excelencia en Gestión de Proyectoshamg81100% (1)
- T2-Cadena de SuministroDocumento9 páginasT2-Cadena de SuministroJarumy Narciso SanchezAinda não há avaliações
- Qué Es El Justo A TiempoDocumento5 páginasQué Es El Justo A TiempoSuhey MataAinda não há avaliações
- Just in Time AdministracionDocumento23 páginasJust in Time Administracionhanner05Ainda não há avaliações
- Sistema de Produccion FordDocumento7 páginasSistema de Produccion FordtesejerawiAinda não há avaliações
- Sistema de ProducciónDocumento10 páginasSistema de ProducciónBlondels BernadetteAinda não há avaliações
- Just in TimeDocumento6 páginasJust in TimeYordy Ramirez AbarcaAinda não há avaliações
- Exposición Administración de La Calidad Total y ProductividadDocumento3 páginasExposición Administración de La Calidad Total y ProductividadValentina RodríguezAinda não há avaliações
- ¿Qué Es El TPM?Documento4 páginas¿Qué Es El TPM?Marco Gutierrez LopezAinda não há avaliações
- (685028391) Manufactura SincronizadaDocumento29 páginas(685028391) Manufactura SincronizadaJhesus GarciaAinda não há avaliações
- ToyotaDocumento20 páginasToyotaJosue Cach VargasAinda não há avaliações
- Deber 3 Gerencia de CostosDocumento6 páginasDeber 3 Gerencia de CostosNatalie AlvarezAinda não há avaliações
- JUSTO A TIEMPO - Informe PDFDocumento5 páginasJUSTO A TIEMPO - Informe PDFArllely Marcela SandovalAinda não há avaliações
- Produccion Justo A Tiempo.Documento11 páginasProduccion Justo A Tiempo.Sálica marie DiazAinda não há avaliações
- Sistema de Produccion JitDocumento13 páginasSistema de Produccion JitYorch PinoAinda não há avaliações
- Gplo U2 A2 Pa0gDocumento5 páginasGplo U2 A2 Pa0gPablo Jesus Otamendi GonzalezAinda não há avaliações
- Antecedentes Justo A TiempoDocumento15 páginasAntecedentes Justo A TiempoJorge Armando Aguilar NavaAinda não há avaliações
- Proyectos Coursera Sem 1Documento11 páginasProyectos Coursera Sem 1Zhuin PbAinda não há avaliações
- Unidad1 Actividad1 Isaac Lopez AdministracionDocumento11 páginasUnidad1 Actividad1 Isaac Lopez AdministracionISAAC LOPEZ MORGADOAinda não há avaliações
- Manufactura EsbeltaDocumento30 páginasManufactura EsbeltaRosalino Santiago Castillo100% (1)
- UntitledDocumento6 páginasUntitledPaula JulioAinda não há avaliações
- Definición de Metodología Just in Time o Justo A Tiempo y Cómo AplicarlaDocumento9 páginasDefinición de Metodología Just in Time o Justo A Tiempo y Cómo AplicarlaPedro pérezAinda não há avaliações
- JIT y Operaciones EsbeltasDocumento25 páginasJIT y Operaciones EsbeltasBernardo WilliamsAinda não há avaliações
- 2.6 Manufactura EsbeltaDocumento28 páginas2.6 Manufactura EsbeltaAna JuarezAinda não há avaliações
- Clase 4 F Pe Produccion AjustadaDocumento20 páginasClase 4 F Pe Produccion AjustadaZULMA ELOISA CALDERÓN ANGELAinda não há avaliações
- Just TimeDocumento15 páginasJust Timecatts15Ainda não há avaliações
- Herramientas de GestiónDocumento8 páginasHerramientas de GestiónNoah howen EHAinda não há avaliações
- Principios de ManufacturaDocumento3 páginasPrincipios de ManufacturaRobertoJuarez100% (1)
- 5 Ceros y KeisenDocumento5 páginas5 Ceros y KeisenMiguel TorresAinda não há avaliações
- Justo A TiempoDocumento8 páginasJusto A TiempoJorge Luis Condori TallacaguaAinda não há avaliações
- Plan Unidad 4.1Documento2 páginasPlan Unidad 4.1johnAinda não há avaliações
- Exposicion DrogadiccionDocumento17 páginasExposicion DrogadiccionLis Fabiola Otazu0% (2)
- Ficha TRACTOR M9540-CON-CABINADocumento2 páginasFicha TRACTOR M9540-CON-CABINAjeissonAinda não há avaliações
- 2.-Cuestionario para Maquinas de Fluidos CompresiblesDocumento48 páginas2.-Cuestionario para Maquinas de Fluidos CompresiblesFranciscoJavierCorroAinda não há avaliações
- Into The Fire - Ashelyn DrakeDocumento297 páginasInto The Fire - Ashelyn DrakeKarla Lizeth GarciaAinda não há avaliações
- Actividades Programación Orientada A ObjetosDocumento9 páginasActividades Programación Orientada A ObjetosSamuel Rivera GascaAinda não há avaliações
- Filosofía Mitocrática y Filosofía LogocráticaDocumento11 páginasFilosofía Mitocrática y Filosofía LogocráticaJose A Ovalle C50% (2)
- Practica Sobre La Determinación de La Densidad de Disoluciones y SoldidosDocumento9 páginasPractica Sobre La Determinación de La Densidad de Disoluciones y SoldidosArzola Bortolini Regina LilianaAinda não há avaliações
- Dextrosa AnhidraDocumento3 páginasDextrosa AnhidraErick LópezAinda não há avaliações
- Seminario de HipoacusiaDocumento23 páginasSeminario de HipoacusiaJoséManuelLozadaRojas100% (1)
- Examen PuentesDocumento15 páginasExamen PuentesCarlos Daniel Sanchez MejiaAinda não há avaliações
- Presentación 4: Colón Ante La Reina" (1843), de Emanuel Gottlieb (1816-1868)Documento5 páginasPresentación 4: Colón Ante La Reina" (1843), de Emanuel Gottlieb (1816-1868)Lorena Valdes MoralesAinda não há avaliações
- Alimentacion y Profundidad de CorteDocumento5 páginasAlimentacion y Profundidad de Cortecesc102030Ainda não há avaliações
- Simulacro Residentado Medico Parte B Con ClavesDocumento8 páginasSimulacro Residentado Medico Parte B Con ClavesKellyMarTegraAinda não há avaliações
- Regresion Logic en SPSSDocumento16 páginasRegresion Logic en SPSSeconomistasdelawebAinda não há avaliações
- Natalidad Vs Mortalidad PDFDocumento4 páginasNatalidad Vs Mortalidad PDFSantiago SimbañaAinda não há avaliações
- Doc-20240301-Wa0044 240303 090355Documento28 páginasDoc-20240301-Wa0044 240303 090355daniahannahtalledoAinda não há avaliações
- Historia ClinicaDocumento59 páginasHistoria ClinicaJessi Paola FloresAinda não há avaliações
- PioglitazonaDocumento2 páginasPioglitazonaCarlosMarquezPAinda não há avaliações
- Iot - InfografiaDocumento2 páginasIot - InfografiaBRUNO ROMAN HUAMANAinda não há avaliações
- S16.s2 Discusión de Fuentes para Examen Final 2023 MarzoDocumento5 páginasS16.s2 Discusión de Fuentes para Examen Final 2023 MarzoDanny HerreraAinda não há avaliações
- Antologia GarifunaDocumento58 páginasAntologia Garifunaingrid mendezAinda não há avaliações
- Aviso Dos DicabiDocumento41 páginasAviso Dos DicabiPalma Hugo EscobarAinda não há avaliações
- Jerome LejeuneDocumento7 páginasJerome LejeuneXianny BlancoAinda não há avaliações
- Banco de Preguntas MatemáticasDocumento6 páginasBanco de Preguntas MatemáticasJonathan Martinez AyalaAinda não há avaliações
- Pedro Alejandro Sanchez Escarcega - Semana2 - ElanteproyectoDocumento3 páginasPedro Alejandro Sanchez Escarcega - Semana2 - Elanteproyectoalejandro.sanchezAinda não há avaliações
- Metales Refrac-Preciosos PDFDocumento69 páginasMetales Refrac-Preciosos PDFYusei D.Ainda não há avaliações
- MPI U1EA4 FormatoEcuacionesOrdenSuperiorDocumento3 páginasMPI U1EA4 FormatoEcuacionesOrdenSuperiorJoaquin Lagunes Vergara100% (1)
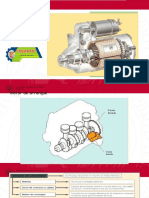
- Semana 10 - Sistema de ArranqueDocumento16 páginasSemana 10 - Sistema de ArranqueSsRmRMAinda não há avaliações
- Circuito de EntrenamientoDocumento7 páginasCircuito de EntrenamientokeilynAinda não há avaliações
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthNo EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthNota: 4.5 de 5 estrelas4.5/5 (197)
- The Game: Penetrating the Secret Society of Pickup ArtistsNo EverandThe Game: Penetrating the Secret Society of Pickup ArtistsNota: 4 de 5 estrelas4/5 (131)
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeNo EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeNota: 3.5 de 5 estrelas3.5/5 (165)
- Coastal Alaska & the Inside Passage Adventure Travel GuideNo EverandCoastal Alaska & the Inside Passage Adventure Travel GuideAinda não há avaliações
- Geneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresNo EverandGeneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresAinda não há avaliações
- Hollywood & the Best of Los Angeles Travel GuideNo EverandHollywood & the Best of Los Angeles Travel GuideNota: 4.5 de 5 estrelas4.5/5 (2)