Você também pode gostar
- Non Conventional Machining PDFDocumento55 páginasNon Conventional Machining PDFMarthande100% (1)
- 1 Electrochemical Machining (ECM) - SBPDocumento31 páginas1 Electrochemical Machining (ECM) - SBPglangstiehAinda não há avaliações
- Anger ManagementDocumento30 páginasAnger ManagementmunazarAinda não há avaliações
- Pre - Laboratory Experiment: Chemical Activity and Corrosion of MetalsDocumento3 páginasPre - Laboratory Experiment: Chemical Activity and Corrosion of MetalsRen GalenzogaAinda não há avaliações
- Chapter 07 - Non-Traditional MachiningDocumento34 páginasChapter 07 - Non-Traditional MachiningNurul AsyilahAinda não há avaliações
- Unit II - Turning MachinesDocumento137 páginasUnit II - Turning MachinesKanda SamyAinda não há avaliações
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Documento67 páginasNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxAinda não há avaliações
- Sheet Metal WorkingDocumento26 páginasSheet Metal Workingvelavansu0% (1)
- How To Become A Good TeacherDocumento16 páginasHow To Become A Good Teachermunazar100% (1)
- The Electrolysis of Aqueous SolutionsDocumento35 páginasThe Electrolysis of Aqueous SolutionsZulaikha NurafifiAinda não há avaliações
- Fire Protection Design GuidelinesDocumento11 páginasFire Protection Design Guidelinesmunazar100% (1)
- Fire Protection Design GuidelinesDocumento11 páginasFire Protection Design Guidelinesmunazar100% (1)
- Corrosion of WeldmentsDocumento219 páginasCorrosion of Weldments이선엽Ainda não há avaliações
- Introduction To Internal Combustion Engines, 2nd Edition by Richard StoneDocumento295 páginasIntroduction To Internal Combustion Engines, 2nd Edition by Richard StoneChukwunonso Arinze50% (2)
- Metal Forming TechnologyDocumento42 páginasMetal Forming TechnologydedybarokahAinda não há avaliações
- Astm G 119 - 04Documento6 páginasAstm G 119 - 04FRANCISCO TORRESAinda não há avaliações
- Electrochemical Machining (ECM)Documento36 páginasElectrochemical Machining (ECM)Abhishek KumarAinda não há avaliações
- Chapter 26-Nontraditional MachiningDocumento67 páginasChapter 26-Nontraditional MachiningHassan AliAinda não há avaliações
- EDM, LBM and ECMDocumento30 páginasEDM, LBM and ECMSparsh KatiyarAinda não há avaliações
- Non Traditional Machining Techniques - NotesDocumento63 páginasNon Traditional Machining Techniques - Notesjayabalaji_7759100% (1)
- EDMDocumento36 páginasEDMshifas 558Ainda não há avaliações
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocumento14 páginasElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarAinda não há avaliações
- Non Traditional MachiningDocumento77 páginasNon Traditional MachiningAnirudhAinda não há avaliações
- Unit-4 Advanced Machining ProcessesDocumento61 páginasUnit-4 Advanced Machining ProcessesHarshalPatilAinda não há avaliações
- Chapter 21-Theory of Metal MachiningDocumento50 páginasChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Merchant CircleDocumento16 páginasMerchant CircleRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirls0% (1)
- UNIT II Turret LatheDocumento29 páginasUNIT II Turret LathePalak NaikAinda não há avaliações
- Abrasive Flow MachiningDocumento21 páginasAbrasive Flow MachiningnidhidarklordAinda não há avaliações
- Plasma Arc MachiningDocumento24 páginasPlasma Arc MachiningArnav SharmaAinda não há avaliações
- Production Technology Question PaperDocumento3 páginasProduction Technology Question PaperChirag100% (2)
- Abrasive Flow Machining (AFM)Documento21 páginasAbrasive Flow Machining (AFM)Abhishek KumarAinda não há avaliações
- Electro Chemical MachiningDocumento3 páginasElectro Chemical MachiningRishi RajAinda não há avaliações
- Electrochemical Grinding Ecg 160216024442Documento15 páginasElectrochemical Grinding Ecg 160216024442sreejith2786Ainda não há avaliações
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocumento3 páginasAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevAinda não há avaliações
- Theory of Metal CuttingDocumento65 páginasTheory of Metal CuttingKhalid BhinderAinda não há avaliações
- Abrasive Flow MachiningDocumento12 páginasAbrasive Flow MachiningfhjAinda não há avaliações
- Mechanical Working of MetalsDocumento76 páginasMechanical Working of MetalsPradip GuptaAinda não há avaliações
- UNIT-2 Ultrasonic MachiningDocumento73 páginasUNIT-2 Ultrasonic MachiningraghurockramAinda não há avaliações
- Manufacturing Processes I - Machining ProcessesDocumento57 páginasManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonAinda não há avaliações
- Lecture 5 Heat Generation in Metal Cutting OperationsDocumento36 páginasLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Ainda não há avaliações
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDocumento618 páginasManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarAinda não há avaliações
- Explosive WeldingDocumento18 páginasExplosive WeldingShivam SharmaAinda não há avaliações
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byDocumento39 páginasTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitAinda não há avaliações
- Lecture 5-Machining OperationsDocumento55 páginasLecture 5-Machining OperationsAhmad OmarAinda não há avaliações
- Metal Joining PrcocessDocumento42 páginasMetal Joining PrcocessDheerajSharmaAinda não há avaliações
- CLUTCHDocumento22 páginasCLUTCHAnuj AwasthiAinda não há avaliações
- Electrochemical Machining Nov16th2010Documento47 páginasElectrochemical Machining Nov16th2010rajdrklAinda não há avaliações
- Mechanics of Chip FormationDocumento10 páginasMechanics of Chip FormationRavigggAinda não há avaliações
- Chapter 1 - Introduction To Hybrid Machining ProcessesDocumento31 páginasChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- Fundamentals of CuttingDocumento56 páginasFundamentals of CuttingTrevor WarnerAinda não há avaliações
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirDocumento28 páginasHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- Tool GeometryDocumento13 páginasTool GeometryravijecrcAinda não há avaliações
- Vibration Assisted EDMDocumento13 páginasVibration Assisted EDMSanjay KumarAinda não há avaliações
- Chemical MachiningDocumento23 páginasChemical MachiningAbhishek Chadaga100% (6)
- Sections of Solids & Development of SurfaceDocumento12 páginasSections of Solids & Development of SurfaceAnonymous p8bHAAxAinda não há avaliações
- Lectut MIN-216 PDF UNIT 2 Advanced Manufacturing ProcessesDocumento92 páginasLectut MIN-216 PDF UNIT 2 Advanced Manufacturing Processesvishal guptaAinda não há avaliações
- Chapter 1-Introduction To Machining: Learning ObjectivesDocumento6 páginasChapter 1-Introduction To Machining: Learning ObjectivesjagbirAinda não há avaliações
- Unit I - Theory of Metal CuttingDocumento111 páginasUnit I - Theory of Metal CuttingSaravana KumarAinda não há avaliações
- Module 1 MergedDocumento209 páginasModule 1 MergedDivyansh JainAinda não há avaliações
- Theory of Metal Cutting 2Documento39 páginasTheory of Metal Cutting 2Ravichandran G67% (6)
- Iv-Sem DTDMDocumento14 páginasIv-Sem DTDMAryanAinda não há avaliações
- Plasma Arc MachiningDocumento12 páginasPlasma Arc MachiningAfsarShaikhAinda não há avaliações
- Electron Beam MachiningDocumento18 páginasElectron Beam MachiningAbhishek KumarAinda não há avaliações
- ME - 32021 Chapter (10) Economics of Machining ProcessesDocumento18 páginasME - 32021 Chapter (10) Economics of Machining ProcessesWILY100% (1)
- Non-Traditional MachiningDocumento24 páginasNon-Traditional MachiningNikhil PrasannaAinda não há avaliações
- Electro Chemical MachiningDocumento40 páginasElectro Chemical Machiningnashk18Ainda não há avaliações
- Nonconventional Machining ProcessesDocumento26 páginasNonconventional Machining ProcessesBinyam HabtamuAinda não há avaliações
- Electrochemical Machining (ECM)Documento48 páginasElectrochemical Machining (ECM)vkrishnarajAinda não há avaliações
- Extremely Powerful Spreader.: AdvantagesDocumento4 páginasExtremely Powerful Spreader.: AdvantagesmunazarAinda não há avaliações
- SC 557Documento4 páginasSC 557munazarAinda não há avaliações
- R 412Documento4 páginasR 412munazarAinda não há avaliações
- En 13534 Holmatro CatalogueDocumento144 páginasEn 13534 Holmatro CataloguemunazarAinda não há avaliações
- LSI 531 CC Concrete CrusherDocumento4 páginasLSI 531 CC Concrete CrushermunazarAinda não há avaliações
- Fire Pump Catalogue PDFDocumento12 páginasFire Pump Catalogue PDFmunazar100% (1)
- Finite Element Analysis: MEEN 5330 Dustin Grant Kamlesh Borgaonkar Varsha Maddela Rupakkumar Patel Sandeep YarlagaddaDocumento34 páginasFinite Element Analysis: MEEN 5330 Dustin Grant Kamlesh Borgaonkar Varsha Maddela Rupakkumar Patel Sandeep YarlagaddanvemanAinda não há avaliações
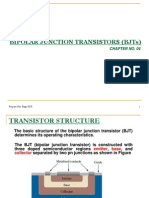
- Bipolar Junction Transistors (BJTS) : Chapter No. 04Documento58 páginasBipolar Junction Transistors (BJTS) : Chapter No. 04munazarAinda não há avaliações
- (CAD) (ProENGINEER) Proe Tutorial 231pagesDocumento231 páginas(CAD) (ProENGINEER) Proe Tutorial 231pagesŠovljanski Nedeljko100% (1)
- Lettering Exercises First Semester, WecDocumento4 páginasLettering Exercises First Semester, WecmunazarAinda não há avaliações
- Course OutlineDocumento2 páginasCourse OutlinemunazarAinda não há avaliações
- Principles of Operation of A PH MeterDocumento3 páginasPrinciples of Operation of A PH MeteraathiraAinda não há avaliações
- CMT 560 Potentiostat GalvanostatDocumento15 páginasCMT 560 Potentiostat Galvanostatnurinadlina.jpkmawarAinda não há avaliações
- ChemistryDocumento185 páginasChemistryAshutosh Shaw100% (1)
- Electrochemistry (Solution) : PT 4e PTDocumento4 páginasElectrochemistry (Solution) : PT 4e PTRavi Kanth M NAinda não há avaliações
- Instruction: Answer Number 1 and Any 2 Questions.: TheoryDocumento2 páginasInstruction: Answer Number 1 and Any 2 Questions.: TheoryPrince CarrintonAinda não há avaliações
- Last+Minute+Revision +chemistry+ (Abhinav+Sir+ +10!03!2021)Documento303 páginasLast+Minute+Revision +chemistry+ (Abhinav+Sir+ +10!03!2021)AISHA AHAMMEDAinda não há avaliações
- Test ElectrolysisDocumento3 páginasTest ElectrolysisNatalia WhyteAinda não há avaliações
- Basic Concepts of Corrosion PDFDocumento7 páginasBasic Concepts of Corrosion PDFMaddyAinda não há avaliações
- Lab Report Exp 2 chm432Documento9 páginasLab Report Exp 2 chm432pufff witchesAinda não há avaliações
- 1.1 Oxidation and Reduction Part 1Documento76 páginas1.1 Oxidation and Reduction Part 1Rabbi 08Ainda não há avaliações
- Bipolar Plate CorrDocumento9 páginasBipolar Plate CorrIrina PetreanuAinda não há avaliações
- OMD 480 ManualDocumento17 páginasOMD 480 ManualPhátTrầnAinda não há avaliações
- Objectives: Parts of An Electrochemical Cell and Their Functions. Electrode Half Reactions For Cathodes and AnodesDocumento12 páginasObjectives: Parts of An Electrochemical Cell and Their Functions. Electrode Half Reactions For Cathodes and AnodesJanaAinda não há avaliações
- Akolkar2013 Mathematical Model of The Dendritic Growth During Lithium ElectrodepositionDocumento6 páginasAkolkar2013 Mathematical Model of The Dendritic Growth During Lithium ElectrodepositionFernando SerranoAinda não há avaliações
- B Tech Syllabus Avionics - R2022 - V1 - 26.08.2022 PDFDocumento97 páginasB Tech Syllabus Avionics - R2022 - V1 - 26.08.2022 PDFLoves MusicAinda não há avaliações
- 2011 06 Studies On Electrochemical Treatment of Dairy Wastewater Using Aluminum ElectrodeDocumento10 páginas2011 06 Studies On Electrochemical Treatment of Dairy Wastewater Using Aluminum ElectrodeRitesh PatidarAinda não há avaliações
- Class 12 ChemistryDocumento4 páginasClass 12 ChemistryHarshAinda não há avaliações
- Chapter 4Documento13 páginasChapter 4Pyae Sone Kyaw100% (2)
- A1A EC SENSORS AN2 Design of Electronics For EC Sensors V4Documento7 páginasA1A EC SENSORS AN2 Design of Electronics For EC Sensors V4Muhammad RohfadliAinda não há avaliações
- Bromine Crossover Mathematical ModelDocumento9 páginasBromine Crossover Mathematical ModelRajesh KaundalAinda não há avaliações
- SOFC Thesis FinalDocumento94 páginasSOFC Thesis FinalJared McCoppin100% (1)
- ElectrochemistryDocumento47 páginasElectrochemistryUtshav paudelAinda não há avaliações
- Chemistry TaskDocumento11 páginasChemistry TaskLogayne AhmedAinda não há avaliações
- Assessment PN1096617Documento14 páginasAssessment PN1096617Amr TarekAinda não há avaliações
- Capsule For Low AchieversDocumento17 páginasCapsule For Low AchieversPratham Zala100% (1)
- Electrochemical AnalysisDocumento17 páginasElectrochemical AnalysisDr Nilesh Patel100% (1)