Você também pode gostar
- OHPC Balimela Volume 4Documento309 páginasOHPC Balimela Volume 4gmdgfkAinda não há avaliações
- Origonal Larji ReportDocumento53 páginasOrigonal Larji ReportNishant Verma50% (4)
- Ieema FormulaeDocumento1 páginaIeema FormulaeKarthik KakiAinda não há avaliações
- Substation FittingDocumento70 páginasSubstation FittingAlfa CentauroAinda não há avaliações
- 3.14 GL For Erection Testing and Commissioning of SHPDocumento73 páginas3.14 GL For Erection Testing and Commissioning of SHPoctatheweelAinda não há avaliações
- Specifying Generator TestingDocumento4 páginasSpecifying Generator TestingAmit BiswasAinda não há avaliações
- Variable Frequency Drive-VfdDocumento6 páginasVariable Frequency Drive-VfdKumaraswamyAinda não há avaliações
- Indian Electricity Act 2003 & Amendments: Presented By: Sanket Samantray NIT RourkelaDocumento34 páginasIndian Electricity Act 2003 & Amendments: Presented By: Sanket Samantray NIT RourkelaAayushAinda não há avaliações
- Generating StationsDocumento49 páginasGenerating StationsZafar Ali KhanAinda não há avaliações
- HydroVertical PDFDocumento14 páginasHydroVertical PDFBang MatAinda não há avaliações
- 3.10 Power EvacuationDocumento63 páginas3.10 Power EvacuationIfnu SetyadiAinda não há avaliações
- Power Industry - IndiaDocumento79 páginasPower Industry - Indialaxmi_bodduAinda não há avaliações
- El-CID Testing PDFDocumento16 páginasEl-CID Testing PDFA.YOGAGURUAinda não há avaliações
- Edoc - Pub - 31 Turbine and Governing PDFDocumento90 páginasEdoc - Pub - 31 Turbine and Governing PDFsureshAinda não há avaliações
- Buku Standarisasi Spek Mtu PLN - SK Dir 216 (Bus VT)Documento1 páginaBuku Standarisasi Spek Mtu PLN - SK Dir 216 (Bus VT)PontasAinda não há avaliações
- Voltage Sag PresentationDocumento26 páginasVoltage Sag Presentationpmandwani4687Ainda não há avaliações
- ETAP Real Time - Steel PlantDocumento20 páginasETAP Real Time - Steel Plantshaikhsajid242Ainda não há avaliações
- 440kv GSSDocumento37 páginas440kv GSSready2cheerAinda não há avaliações
- Generator CoreDocumento12 páginasGenerator Corechilamkurti_sivasankararaoAinda não há avaliações
- Training Report: Turbo Generators & Exciters BHEL Haridwar, Production Block-1, HEEPDocumento34 páginasTraining Report: Turbo Generators & Exciters BHEL Haridwar, Production Block-1, HEEPAkshay Dhar100% (1)
- Baker - 10Mw: Optional Optimum Head Loss Calculation ModuleDocumento1 páginaBaker - 10Mw: Optional Optimum Head Loss Calculation ModuleamoghimiAinda não há avaliações
- Solar ProjectDocumento15 páginasSolar ProjectStoney BaloneyAinda não há avaliações
- Minor Training ReportDocumento54 páginasMinor Training ReportZeeshan Qureshi100% (1)
- Wind Power Development India by Dr. Dilip NigamDocumento27 páginasWind Power Development India by Dr. Dilip NigamRahul JoshiAinda não há avaliações
- Electric Power Generation and Excitation SystemDocumento20 páginasElectric Power Generation and Excitation SystemMansen NsubugaAinda não há avaliações
- Hariyana Rooftop Solar Policy 2016Documento16 páginasHariyana Rooftop Solar Policy 2016Bhom Singh NokhaAinda não há avaliações
- Renewable EnergyDocumento6 páginasRenewable EnergysaradeepsAinda não há avaliações
- Electrical Testing On Turbogenerator (TG2Documento40 páginasElectrical Testing On Turbogenerator (TG2rkcAinda não há avaliações
- Lecture 02Documento40 páginasLecture 02Ahmad ZaidAinda não há avaliações
- TidongDocumento162 páginasTidongSandeep AggarwalAinda não há avaliações
- 400KV Substation Tender Document Part 01 of 02Documento674 páginas400KV Substation Tender Document Part 01 of 02Pranoy BaruaAinda não há avaliações
- Preparation of Transformer Specifications1Documento56 páginasPreparation of Transformer Specifications1ahmaborashedAinda não há avaliações
- CBIP Paper-Transformer Standardization - NTPCDocumento4 páginasCBIP Paper-Transformer Standardization - NTPCminal_ntpcAinda não há avaliações
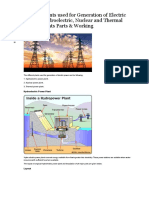
- Various Plants Used For Generation of Electric Power Hydroelectric, Nuclear and Thermal Energy Plants Parts & WorkingDocumento6 páginasVarious Plants Used For Generation of Electric Power Hydroelectric, Nuclear and Thermal Energy Plants Parts & WorkingWilson FuentesAinda não há avaliações
- Limit-Torque BroucherDocumento16 páginasLimit-Torque BroucherChakravarthi NagaAinda não há avaliações
- Bhel ReportDocumento13 páginasBhel ReportAtul TripathiAinda não há avaliações
- Sagar Pandey AtpDocumento44 páginasSagar Pandey AtpIshankAinda não há avaliações
- SFRADocumento14 páginasSFRARahul DasAinda não há avaliações
- CERC Deviation Settlement Mechanism-JhajjarDocumento39 páginasCERC Deviation Settlement Mechanism-JhajjarNageswar MakalaAinda não há avaliações
- Rggvy & ApdrpDocumento48 páginasRggvy & ApdrpVikas RazdanAinda não há avaliações
- Gas Insulated Switchgear Up To 252kV PDFDocumento60 páginasGas Insulated Switchgear Up To 252kV PDFaboahmedah8100% (1)
- National Training Programme For C&D EmployeesDocumento46 páginasNational Training Programme For C&D Employeessubbaiah54Ainda não há avaliações
- Bhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Documento27 páginasBhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Amit Kumar67% (6)
- VPD OvenDocumento2 páginasVPD OvenMonarch J ParmarAinda não há avaliações
- CERCDocumento28 páginasCERCabhinavtewari_436958Ainda não há avaliações
- Generator TransformerDocumento6 páginasGenerator TransformerAnubhav MittalAinda não há avaliações
- Power Sector ReformsDocumento37 páginasPower Sector ReformsManuja GoenkaAinda não há avaliações
- CERC Guidelines On Capital Cost For Transmission SystemDocumento34 páginasCERC Guidelines On Capital Cost For Transmission Systemrahulmangalca9997Ainda não há avaliações
- Manufacturing of Turbo Generators in BHELDocumento8 páginasManufacturing of Turbo Generators in BHELPraveen KumarAinda não há avaliações
- Final Hydro Generator ComponentsDocumento38 páginasFinal Hydro Generator ComponentsSandeep KumarAinda não há avaliações
- Generator Electrical Test #3Documento2 páginasGenerator Electrical Test #3Santoshkumar GuptaAinda não há avaliações
- Auxiliary TransformerDocumento47 páginasAuxiliary TransformerVsrisai Chaitanya100% (1)
- Gen Write-Up 200MWDocumento49 páginasGen Write-Up 200MWanon_862746578Ainda não há avaliações
- S-05-25 Generator Step-Up Transformer DataShts R0 NDA1Documento20 páginasS-05-25 Generator Step-Up Transformer DataShts R0 NDA1selapAinda não há avaliações
- Hydro Electric Power Plants-GovernorDocumento19 páginasHydro Electric Power Plants-GovernorAnonymous PvzeJ38Y8Ainda não há avaliações
- WWW - Usbr.gov Power Data Fist Fist4 1b Fist4 1b PDFDocumento67 páginasWWW - Usbr.gov Power Data Fist Fist4 1b Fist4 1b PDFടോണി തോമസ്Ainda não há avaliações
- Knowledge is "Real Power": Introduction to Power QualityNo EverandKnowledge is "Real Power": Introduction to Power QualityAinda não há avaliações
- Synopsis BhelDocumento7 páginasSynopsis BhelDeepak SattiAinda não há avaliações
- BHEL Haridwar Summer TrainingDocumento38 páginasBHEL Haridwar Summer TrainingAyush SinghAinda não há avaliações
- Industrial VisitDocumento33 páginasIndustrial VisitSonu LovesforuAinda não há avaliações
- CSC 306 Generator Protection Ied Technical Application ManualDocumento302 páginasCSC 306 Generator Protection Ied Technical Application ManualSyafrizal Syafrizal100% (1)
- 10 KVA Perkins Diesel Generator Set - Non EPA - 50Hz TP-P10-T1-50Documento5 páginas10 KVA Perkins Diesel Generator Set - Non EPA - 50Hz TP-P10-T1-50Daniel OkereAinda não há avaliações
- 1988 - QSL9G3-50 Commercial Data Sheet PDFDocumento2 páginas1988 - QSL9G3-50 Commercial Data Sheet PDFMouh ElobeyAinda não há avaliações
- Cem7 PDFDocumento11 páginasCem7 PDFAly AbdelhamedAinda não há avaliações
- 6100 Series PDFDocumento2 páginas6100 Series PDFSayed Younis SadaatAinda não há avaliações
- Automatic Voltage RegulatorsDocumento7 páginasAutomatic Voltage RegulatorsRajeev ValunjkarAinda não há avaliações
- MATLAB SIMULINK Based DQ Modeling and Dynamic Characteristics of Three Phase Self Excited PDFDocumento5 páginasMATLAB SIMULINK Based DQ Modeling and Dynamic Characteristics of Three Phase Self Excited PDFBhushan MankarAinda não há avaliações
- A Homopolar Inductor Motor/Generator and Six-Step Drive Flywheel Energy Storage SystemDocumento31 páginasA Homopolar Inductor Motor/Generator and Six-Step Drive Flywheel Energy Storage Systemfaqih subyktoAinda não há avaliações
- Caed NotesDocumento74 páginasCaed Notesbrunda100% (3)
- Module 3.17 B1B2 Rev 01Documento26 páginasModule 3.17 B1B2 Rev 01Ahmed Aman IbrahimAinda não há avaliações
- Operator Manual PCC 3201 PDFDocumento90 páginasOperator Manual PCC 3201 PDFUdo Iheanacho100% (2)
- Electrical InstrumentsDocumento19 páginasElectrical InstrumentsLakshmi Priya Palaniappan100% (1)
- Induction Motor PDFDocumento26 páginasInduction Motor PDFishak789100% (1)
- Ele 2601 Assign 248591238Documento9 páginasEle 2601 Assign 248591238Gogo Songa100% (1)
- FreedomSWInstallationGuide (97 0020-01-01 Rev B)Documento78 páginasFreedomSWInstallationGuide (97 0020-01-01 Rev B)b3r4y5hAinda não há avaliações
- 400 KVA Data SheetDocumento3 páginas400 KVA Data SheetYasirSwatiAinda não há avaliações
- Model: 40EKOZD 35efkozd: 60 HZ 50 HZ 3-Phase DieselDocumento4 páginasModel: 40EKOZD 35efkozd: 60 HZ 50 HZ 3-Phase DieselsebastianAinda não há avaliações
- NTPC KantiDocumento33 páginasNTPC Kantivivek mahobiya100% (1)
- Image For Illustrative Purposes Only..: Generating Set Model (Pm165)Documento2 páginasImage For Illustrative Purposes Only..: Generating Set Model (Pm165)Anamta KhanAinda não há avaliações
- Conventional DC Machines and Universal MotorDocumento173 páginasConventional DC Machines and Universal MotorAnmar Shamel2Ainda não há avaliações
- TM 9-6115-484-14 Mep-Pu-810a/b Part 2Documento198 páginasTM 9-6115-484-14 Mep-Pu-810a/b Part 2AdvocateAinda não há avaliações
- 18TRES-SP1 - 3Ph Gas Genset PDFDocumento4 páginas18TRES-SP1 - 3Ph Gas Genset PDFvidya_artiAinda não há avaliações
- Mitsubishi 2035 KvaDocumento4 páginasMitsubishi 2035 KvabambangAinda não há avaliações
- AMF2 0+ver01Documento2 páginasAMF2 0+ver01Rodrigo GoeringAinda não há avaliações
- Egs630-6 Komatsu GensetDocumento2 páginasEgs630-6 Komatsu GensetimamfadiliAinda não há avaliações
- Owner's Manual and Installation Instructions: Air-Cooled Recreational Vehicle GeneratorsDocumento52 páginasOwner's Manual and Installation Instructions: Air-Cooled Recreational Vehicle GeneratorsThao Nguyen XuanAinda não há avaliações
- KG934V1 19-26Documento8 páginasKG934V1 19-26Niten GuptaAinda não há avaliações
- Generator Sincron 3 Phasa 404D-22G PerkinsDocumento6 páginasGenerator Sincron 3 Phasa 404D-22G PerkinsRizki Rangga DwipuraAinda não há avaliações
- Gandhi Seminar21Documento25 páginasGandhi Seminar21Bhukya GandhiAinda não há avaliações