Você também pode gostar
- 06 Tratamiento de CrudoDocumento60 páginas06 Tratamiento de CrudoDarwin Vásquez75% (4)
- Termodinámica Aplicada A La Ingeniería PetroleraDocumento28 páginasTermodinámica Aplicada A La Ingeniería PetroleraDiego Santiago Torres100% (1)
- Automatizacion en La Industria PetroleraDocumento17 páginasAutomatizacion en La Industria PetrolerapolAinda não há avaliações
- Control Flotante IIDocumento14 páginasControl Flotante IIKelvinyonatha Rivas MarreroAinda não há avaliações
- Pozos FluyentesDocumento4 páginasPozos FluyentesMónica García JiménezAinda não há avaliações
- Proceso de Turbo Expander Pag 31Documento106 páginasProceso de Turbo Expander Pag 31Zeugirdor YddurAinda não há avaliações
- Tema 4 GNL y Licuefaccion Del GNDocumento64 páginasTema 4 GNL y Licuefaccion Del GNSaulo Caceres Larico100% (1)
- Guía de Ejercicios de Gasotecnia Unidad 1Documento20 páginasGuía de Ejercicios de Gasotecnia Unidad 1Josue David Manrrique MoranAinda não há avaliações
- Caracteristicas de SeparadoresDocumento10 páginasCaracteristicas de SeparadoresNATALY100% (1)
- Deshidratadores ElectrostaticosDocumento13 páginasDeshidratadores ElectrostaticosYosmar GuzmanAinda não há avaliações
- Calculo de Factor de RecuperaciónDocumento92 páginasCalculo de Factor de RecuperaciónRafael Chi LopezAinda não há avaliações
- Proceso de Endulzamiento de Gas NaturalDocumento11 páginasProceso de Endulzamiento de Gas Naturalvictor javier nuñezAinda não há avaliações
- Cuestionario 3 Productividad PDFDocumento3 páginasCuestionario 3 Productividad PDFvanessa del carmenAinda não há avaliações
- Experiencia de ReynoldsDocumento12 páginasExperiencia de ReynoldsAnonymous c8CYLfBAinda não há avaliações
- Fases y EnvolventeDocumento8 páginasFases y EnvolventeOscar NZAinda não há avaliações
- Desalinización Del Petróleo Crudo PDFDocumento18 páginasDesalinización Del Petróleo Crudo PDFjorge garcia100% (1)
- Aplicaciones de Análisis PVTDocumento15 páginasAplicaciones de Análisis PVTMarlon Nieves LeónAinda não há avaliações
- Sistema de refrigeración de una etapa con propano de 35 MM BTUH a -35°FDocumento91 páginasSistema de refrigeración de una etapa con propano de 35 MM BTUH a -35°FJose BurguillosAinda não há avaliações
- Flujo de Gas en Estado Estacionario Tema 2Documento22 páginasFlujo de Gas en Estado Estacionario Tema 2Gunnar Leonardo Gutiérrez QuisbertAinda não há avaliações
- Separación convencional de fluidosDocumento5 páginasSeparación convencional de fluidosjorgeAinda não há avaliações
- Apuntes Analisis de Pruebas de Presion - Heber Cinco LeyDocumento297 páginasApuntes Analisis de Pruebas de Presion - Heber Cinco LeyDavid Ernesto Mendez Javier100% (2)
- Aplicaciones de PipesimDocumento4 páginasAplicaciones de PipesimEdgar Omar Perez Balcazar100% (1)
- Aplicación Del Analis Nodal para Optimizar La PorducionDocumento6 páginasAplicación Del Analis Nodal para Optimizar La PorducionAquiles LabraAinda não há avaliações
- Modelos TermodinamicosDocumento21 páginasModelos TermodinamicosMariana Suárez SosaAinda não há avaliações
- Tema 3Documento67 páginasTema 3Barrios Ibarra Elio100% (1)
- Simulación de procesos industriales II - Examen finalDocumento2 páginasSimulación de procesos industriales II - Examen finalMarcos Palma0% (1)
- Estabilización de Punto de Rocío PerchelesDocumento9 páginasEstabilización de Punto de Rocío PerchelesMaria Fernanda TorrezAinda não há avaliações
- Notas Precalculo 1Documento118 páginasNotas Precalculo 1Erwin Joel Artigas López100% (2)
- Analisis de Energia de Sistemas Cerrado Cap 4Documento48 páginasAnalisis de Energia de Sistemas Cerrado Cap 4Jacqueline DP100% (2)
- Probabilidad y Estadística Al Campo PetroleroDocumento10 páginasProbabilidad y Estadística Al Campo Petrolerojose abundioAinda não há avaliações
- Separadores Verticales Bifasicos..Documento8 páginasSeparadores Verticales Bifasicos..Miguel Angel Poma TiconaAinda não há avaliações
- 12.sensores y ActuadoresDocumento19 páginas12.sensores y ActuadoresDanielAinda não há avaliações
- Unidad 1 Flujo MultifasicoDocumento16 páginasUnidad 1 Flujo MultifasicojoseAinda não há avaliações
- Elementos Final e Control TrabajoDocumento17 páginasElementos Final e Control TrabajoLeyiz Escalante Ramirez100% (1)
- Simulacion de Procesos Químicos-IntroduccionDocumento44 páginasSimulacion de Procesos Químicos-IntroduccionFernando Cano LeguaAinda não há avaliações
- Unidad 4-Presentacion Ecuaciones de EdoDocumento85 páginasUnidad 4-Presentacion Ecuaciones de EdoIvan HdezAinda não há avaliações
- Etapas de Separacion de Un SeparadorDocumento8 páginasEtapas de Separacion de Un SeparadorNicolasPardoAinda não há avaliações
- Cap5 Flujo Monofasico TuberiasDocumento51 páginasCap5 Flujo Monofasico Tuberiasalexis salazarAinda não há avaliações
- Formación de EspumaDocumento3 páginasFormación de EspumaluisinhoAinda não há avaliações
- Proyecto VALVULASDocumento29 páginasProyecto VALVULASOmar Yulian LeonAinda não há avaliações
- Trabajo Bateria de SeparaciónDocumento32 páginasTrabajo Bateria de SeparaciónIvan Hdez67% (3)
- Modelos termodinámicos para simulación de gas y petróleoDocumento7 páginasModelos termodinámicos para simulación de gas y petróleoNicandroGonzalesAinda não há avaliações
- Introduccion Sistema Bombeo Industria PetroleraDocumento16 páginasIntroduccion Sistema Bombeo Industria PetroleraAlexander Dunhill Sr.100% (1)
- Plantas Industriales Diagrama de ProcesoDocumento7 páginasPlantas Industriales Diagrama de ProcesoAntonio MorontaAinda não há avaliações
- UNIDAD 6 Compresores y VentiladoresDocumento21 páginasUNIDAD 6 Compresores y VentiladoresKarla GallegosAinda não há avaliações
- Placas de OrificioDocumento17 páginasPlacas de OrificioVictor GoytiaAinda não há avaliações
- Complejos de Procesamiento de GasDocumento9 páginasComplejos de Procesamiento de GasJoel Abel Trujillo VeraAinda não há avaliações
- Nociones de Pipesim ASDocumento32 páginasNociones de Pipesim ASAnnie SanchezAinda não há avaliações
- Correlaciones HorizontalesDocumento25 páginasCorrelaciones HorizontalesMarco CastilloAinda não há avaliações
- Especificacion y Hoja de Datos Del Separador de Liquidos FA-100.Documento17 páginasEspecificacion y Hoja de Datos Del Separador de Liquidos FA-100.JOSE NOTARIO TORRESAinda não há avaliações
- Aseguramiento de Flujo OSHDocumento21 páginasAseguramiento de Flujo OSHDomingo Elias SosaAinda não há avaliações
- 6 - Identificación de Señales y Transmisores en Un P&IDDocumento27 páginas6 - Identificación de Señales y Transmisores en Un P&IDThosokumy MisakeAinda não há avaliações
- Fundamentos de Control de Procesos para La Industria Petrolera Operadores OXYDocumento179 páginasFundamentos de Control de Procesos para La Industria Petrolera Operadores OXYWill.i.amAinda não há avaliações
- UNIDAD - 3 - CONTROL DE PROCESOS SESION - 5 - 1 - Criterios para La Selección de Un ControladorDocumento24 páginasUNIDAD - 3 - CONTROL DE PROCESOS SESION - 5 - 1 - Criterios para La Selección de Un ControladorJhimmy Jhoel Crisostomo PomaAinda não há avaliações
- 1 Analisis de Falla OperativoDocumento173 páginas1 Analisis de Falla Operativoestrari100% (1)
- AUT02 - Conceptos InicialesDocumento49 páginasAUT02 - Conceptos InicialesNicolas 2002Ainda não há avaliações
- Curso Controles Electricos y AutomatizacionnDocumento7 páginasCurso Controles Electricos y AutomatizacionnRaul Ayala VenturaAinda não há avaliações
- Introducción A La Automatización Industrial PDFDocumento51 páginasIntroducción A La Automatización Industrial PDFANDRES FELIPE JAIMES ALVAREZAinda não há avaliações
- Cuestionario de JoelDocumento4 páginasCuestionario de JoelLUIS ANGEL CISNERES SALCEDOAinda não há avaliações
- Tema 14sesión 01 2019 04 Administración de Operaciones (1845)Documento17 páginasTema 14sesión 01 2019 04 Administración de Operaciones (1845)Jean Carlo CordovaAinda não há avaliações
- Sismica para GeologosDocumento32 páginasSismica para GeologosrumpelstiltskinrumpeAinda não há avaliações
- Tesis PetróleoDocumento81 páginasTesis PetróleorumpelstiltskinrumpeAinda não há avaliações
- Geologia Minerales Minas (Libro Blanco de La Mineria Andaluza)Documento350 páginasGeologia Minerales Minas (Libro Blanco de La Mineria Andaluza)rumpelstiltskinrumpeAinda não há avaliações
- Geologia & Catalogo de RocasDocumento26 páginasGeologia & Catalogo de RocasEdilzon Pacompia FloresAinda não há avaliações
- 8 Control Sistemas Multi VariablesDocumento19 páginas8 Control Sistemas Multi VariablesCurso DeinglesefAinda não há avaliações
- Geofisica SolucionesDocumento10 páginasGeofisica SolucionesJoel ColanaAinda não há avaliações
- Geologia & Catalogo de RocasDocumento26 páginasGeologia & Catalogo de RocasEdilzon Pacompia FloresAinda não há avaliações
- Perforación de Pozos PetrolerosDocumento176 páginasPerforación de Pozos Petroleroserik_jahir88% (33)
- Manual Tecnico PetroleroDocumento39 páginasManual Tecnico PetroleroJosue Tarqui SoriaAinda não há avaliações
- Control DigitalDocumento5 páginasControl DigitalrumpelstiltskinrumpeAinda não há avaliações
- Apuntes de Sismologia (Luis A. Estrada 2008)Documento53 páginasApuntes de Sismologia (Luis A. Estrada 2008)edgar2763Ainda não há avaliações
- Tesis PetróleoDocumento81 páginasTesis PetróleorumpelstiltskinrumpeAinda não há avaliações
- Modelo Matematico TanquesDocumento10 páginasModelo Matematico TanquesYang GomezAinda não há avaliações
- Ejemplos Modelado e Identificacion de SistemasDocumento91 páginasEjemplos Modelado e Identificacion de SistemasJuan José Ortiz Valderrama100% (1)
- Modelado Matemático de Un Tanque SimpleDocumento4 páginasModelado Matemático de Un Tanque SimplerumpelstiltskinrumpeAinda não há avaliações
- Corriente AlternaDocumento3 páginasCorriente AlternaJuan Suni FloresAinda não há avaliações
- Breaker 3200amp SIEMENSDocumento4 páginasBreaker 3200amp SIEMENSjhonnymorianoAinda não há avaliações
- LTIICDocumento2 páginasLTIICpabloAinda não há avaliações
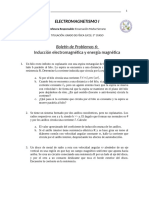
- Boletín 6 EM IDocumento3 páginasBoletín 6 EM ICruz CampoAinda não há avaliações
- Criterios Tecnicos Usados en El Diseño de La Red de Distribucion de EnelvenDocumento126 páginasCriterios Tecnicos Usados en El Diseño de La Red de Distribucion de EnelvenMiguel Alfredo Perez OrtizAinda não há avaliações
- Sistema Por UnidadDocumento10 páginasSistema Por UnidadGerwin AlcalaAinda não há avaliações
- Cual Es Más Peligroso La Corriente Alterna o ContinuaDocumento2 páginasCual Es Más Peligroso La Corriente Alterna o ContinuaDiego Velasquez70% (20)
- Indura 150 ProDocumento1 páginaIndura 150 ProFabián Jerez OsorioAinda não há avaliações
- Introduccion SEL-751A y Sobrecorriente 2.0Documento19 páginasIntroduccion SEL-751A y Sobrecorriente 2.0Ezequiel Juarez BenítezAinda não há avaliações
- Silabo-Laboratorio - de - Electronica I PDFDocumento6 páginasSilabo-Laboratorio - de - Electronica I PDFRichard Villanueva CorzoAinda não há avaliações
- Diseño de subestación 138kV anillo con proyección a interruptor y medioDocumento11 páginasDiseño de subestación 138kV anillo con proyección a interruptor y medioDarwin Salazar GuerreroAinda não há avaliações
- Códigos de Falla DDCDocumento19 páginasCódigos de Falla DDCJose Vidal100% (1)
- Modelado en Bond Graph de Sistemas ElectricosDocumento8 páginasModelado en Bond Graph de Sistemas ElectricosRoberto Rodríguez HuertaAinda não há avaliações
- 236114Documento45 páginas236114Fernando Reyes CalvoAinda não há avaliações
- Practica 1caracteristicas de Vacio y Cortocircuito Sostenido CompletaDocumento7 páginasPractica 1caracteristicas de Vacio y Cortocircuito Sostenido Completajuan gonzalezAinda não há avaliações
- Carga eléctrica y clasificación de materialesDocumento10 páginasCarga eléctrica y clasificación de materialesDanielAinda não há avaliações
- Mazda3 Multiplex Parte1Documento3 páginasMazda3 Multiplex Parte1yandros040Ainda não há avaliações
- Diseño Simulado de Radio EnlaceDocumento13 páginasDiseño Simulado de Radio EnlaceMarelys RodriguezAinda não há avaliações
- Doyson Tarifa 2021-2022Documento12 páginasDoyson Tarifa 2021-2022VEMATEL100% (1)
- Evaluación DiagnosticaDocumento4 páginasEvaluación DiagnosticaPatricio Rojas CarrascoAinda não há avaliações
- Circuito RLCDocumento3 páginasCircuito RLCJavier RojasAinda não há avaliações
- La PC Enciende Pero No Da VIDEODocumento6 páginasLa PC Enciende Pero No Da VIDEOMiguel Angel Roa BecerrilAinda não há avaliações
- Tema 9 - Electrónica de PotenciaDocumento19 páginasTema 9 - Electrónica de PotenciaAlexis SosaAinda não há avaliações
- Amoladoras Manejo PDFDocumento16 páginasAmoladoras Manejo PDFMarcos TorresAinda não há avaliações
- RESUMEN DEL Capitulo 8 y 9Documento5 páginasRESUMEN DEL Capitulo 8 y 9uriel lopezAinda não há avaliações
- Lista de Precios Septiembre 2023Documento60 páginasLista de Precios Septiembre 2023John GuevaraAinda não há avaliações
- Instruction Manual HMFDocumento72 páginasInstruction Manual HMFAYR Ingenieria SASAinda não há avaliações
- ABB-Parte 2. Corrección Del Factor de Potencia Con Capacitores PDFDocumento26 páginasABB-Parte 2. Corrección Del Factor de Potencia Con Capacitores PDFRamiro Gomez BecerraAinda não há avaliações
- Yuvisel Gomez Arreglo de BocinaDocumento4 páginasYuvisel Gomez Arreglo de BocinaYurithsel Yaremi Gòmez AvilaAinda não há avaliações