Você também pode gostar
- Thread Identification Chart PDFDocumento1 páginaThread Identification Chart PDFrefaeAinda não há avaliações
- Thread Identification ChartDocumento4 páginasThread Identification ChartIvan DuncanAinda não há avaliações
- Maryland Metrics: Technical Data ChartDocumento10 páginasMaryland Metrics: Technical Data ChartchethanAinda não há avaliações
- Section 10 Useful Information: How To Use The Thread Identification Chart - Part 1Documento1 páginaSection 10 Useful Information: How To Use The Thread Identification Chart - Part 1Urip S. SetyadjiAinda não há avaliações
- Identifying Threads Identifying Threads: How To Use The CaliperDocumento6 páginasIdentifying Threads Identifying Threads: How To Use The CaliperkyletgerberAinda não há avaliações
- Form MetrologyDocumento67 páginasForm Metrologymrbalaji88Ainda não há avaliações
- AwgDocumento18 páginasAwgThirukandiyur Sudarsana Sri RamanAinda não há avaliações
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNota: 4.5 de 5 estrelas4.5/5 (10)
- Disclosure To Promote The Right To InformationDocumento34 páginasDisclosure To Promote The Right To InformationKashyap PatelAinda não há avaliações
- On Bracket Slot Height: A Methodologic Study: Original ArticleDocumento7 páginasOn Bracket Slot Height: A Methodologic Study: Original ArticleBilal HayatAinda não há avaliações
- Metrology 2 Wire and 3 Wire Method Exp Manual PDFDocumento9 páginasMetrology 2 Wire and 3 Wire Method Exp Manual PDFphanindra kumar100% (1)
- Jeep Service ManualDocumento2.262 páginasJeep Service Manualredsterman83% (12)
- Profile Measurement Full ReportDocumento16 páginasProfile Measurement Full ReportAman RedhaAinda não há avaliações
- Drill Bit Size PDFDocumento7 páginasDrill Bit Size PDFbalramkinageAinda não há avaliações
- Three Wire MethodDocumento4 páginasThree Wire MethodmaivizhiAinda não há avaliações
- Chapter 1 Screw ThreadDocumento29 páginasChapter 1 Screw ThreadWan Muhamad FaizAinda não há avaliações
- 169 PD0192ThreadsStandardReferenceGuiderev4Documento21 páginas169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuAinda não há avaliações
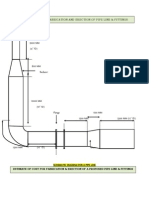
- Cost Estimation For Fabrication and Erection of Pipe Line & FittingsDocumento4 páginasCost Estimation For Fabrication and Erection of Pipe Line & Fittingsvinod_eicsAinda não há avaliações
- Chapter 6 - Automotive Measurement MathDocumento15 páginasChapter 6 - Automotive Measurement Mathpapipapii100% (1)
- Thread DetailsDocumento27 páginasThread DetailsN.PalaniappanAinda não há avaliações
- The Three Wire Method of Measuring Pitch DiameterDocumento4 páginasThe Three Wire Method of Measuring Pitch DiameteraryapramodAinda não há avaliações
- Thread and Connection Identification Guide - MS-13-77 PDFDocumento56 páginasThread and Connection Identification Guide - MS-13-77 PDFjochem_ligthartAinda não há avaliações
- Micrometer Calibration Using Slip GaugesDocumento6 páginasMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Metrology & Instrumentation Course File1Documento112 páginasMetrology & Instrumentation Course File1harshith pondeAinda não há avaliações
- Minimum Threads Exposed at Each NutDocumento11 páginasMinimum Threads Exposed at Each NutSingaravel GanesanAinda não há avaliações
- Filete ASMEDocumento28 páginasFilete ASMEMarcel MaresAinda não há avaliações
- MITER BEND Formula To Calculate Length Angle of Cut Weight and Cut-Back of The Miters With PDFiftypeoDocumento9 páginasMITER BEND Formula To Calculate Length Angle of Cut Weight and Cut-Back of The Miters With PDFiftypeoamlanfacebookAinda não há avaliações
- BS 21 - 1985Documento22 páginasBS 21 - 1985Anonymous gFPYO5Iv6100% (2)
- Eia StandardDocumento12 páginasEia Standardthechoz1Ainda não há avaliações
- Chime Length Calculator For The Pentatonic Scale (C D E G A)Documento27 páginasChime Length Calculator For The Pentatonic Scale (C D E G A)your_system_sucks100% (1)
- Section 5 Basic MeasurementsDocumento62 páginasSection 5 Basic Measurementsrolando maisoAinda não há avaliações
- 3 2 Seminar Book PDFDocumento56 páginas3 2 Seminar Book PDFrefaeAinda não há avaliações
- H28 3Documento31 páginasH28 3jwsiglerAinda não há avaliações
- Sizing Junction BoxesDocumento14 páginasSizing Junction BoxesTony ChumpitazAinda não há avaliações
- Conduit Fill Calculation PDFDocumento6 páginasConduit Fill Calculation PDFbrian guevaraAinda não há avaliações
- How To Make A P&IDDocumento24 páginasHow To Make A P&IDRinaBhattacharyaAinda não há avaliações
- Cedrick JoshuaDocumento7 páginasCedrick JoshuaRommel TayactacAinda não há avaliações
- Assignment 4Documento1 páginaAssignment 4utkarshtyagi2307Ainda não há avaliações
- Metrology of Screw Thread-1Documento24 páginasMetrology of Screw Thread-1Harsh GargAinda não há avaliações
- Tapers and ScrewDocumento7 páginasTapers and Screwstolen mechieducAinda não há avaliações
- Chemical Engineering Facts at Your Fingertips 2009 and 2010Documento39 páginasChemical Engineering Facts at Your Fingertips 2009 and 2010Trevor KanodeAinda não há avaliações
- Thread&End Connection Id GuideDocumento54 páginasThread&End Connection Id GuidePRUDHOMME100% (1)
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocumento57 páginasFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeAinda não há avaliações
- Thread and Port GuideDocumento44 páginasThread and Port GuidejlrdlgAinda não há avaliações
- Acme Thread DimensionsDocumento74 páginasAcme Thread DimensionsJorge Forero50% (4)
- Rivett New Style ColletsDocumento3 páginasRivett New Style Colletskwayneolson6081Ainda não há avaliações
- Manual of Engineering Drawing: British and International StandardsNo EverandManual of Engineering Drawing: British and International StandardsNota: 3.5 de 5 estrelas3.5/5 (4)
- All-in-One Manual of Industrial Piping Practice and MaintenanceNo EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceNota: 5 de 5 estrelas5/5 (1)
- Introduction to Linear Regression AnalysisNo EverandIntroduction to Linear Regression AnalysisNota: 2.5 de 5 estrelas2.5/5 (4)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1No EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Nota: 3.5 de 5 estrelas3.5/5 (3)
- How to prepare Welding Procedures for Oil & Gas PipelinesNo EverandHow to prepare Welding Procedures for Oil & Gas PipelinesNota: 5 de 5 estrelas5/5 (1)
- Wake County Radio System FAQ (07!02!2014)Documento3 páginasWake County Radio System FAQ (07!02!2014)Ivan DuncanAinda não há avaliações
- Smle Bolt Thread SizesDocumento3 páginasSmle Bolt Thread SizesIvan Duncan100% (1)
- Bug FreqsDocumento4 páginasBug FreqsIvan DuncanAinda não há avaliações
- 111 - 380.0MHz Freqs For Pro-50Documento4 páginas111 - 380.0MHz Freqs For Pro-50Ivan DuncanAinda não há avaliações
- British Standard Whitworth - Wikipedia, The Free EncyclopediaDocumento2 páginasBritish Standard Whitworth - Wikipedia, The Free EncyclopediaIvan DuncanAinda não há avaliações
- Threads For Lee Enfield Rifle PDFDocumento3 páginasThreads For Lee Enfield Rifle PDFIvan DuncanAinda não há avaliações
- Enfield Conversion Faq and Tips Special Interest Arms - FaqDocumento3 páginasEnfield Conversion Faq and Tips Special Interest Arms - FaqIvan DuncanAinda não há avaliações
- NIBIN - National Integrated Ballistic Information Network PDFDocumento4 páginasNIBIN - National Integrated Ballistic Information Network PDFIvan DuncanAinda não há avaliações
- NIBIN - About NIBIN - Program Overview - Guidance For Hit ReportingDocumento4 páginasNIBIN - About NIBIN - Program Overview - Guidance For Hit ReportingIvan DuncanAinda não há avaliações
- Cocaine Importing AgenCocaine Importing AgencycyDocumento4 páginasCocaine Importing AgenCocaine Importing AgencycyIvan DuncanAinda não há avaliações
- NIBIN Success Story - Week of January 26, 2010.Documento1 páginaNIBIN Success Story - Week of January 26, 2010.Ivan DuncanAinda não há avaliações
- Personal Defense Ammunition Performance Data PDFDocumento4 páginasPersonal Defense Ammunition Performance Data PDFIvan DuncanAinda não há avaliações
- Wound Ballistics, Ballistic Injury, Stopping Power, Gunshot WoundsDocumento8 páginasWound Ballistics, Ballistic Injury, Stopping Power, Gunshot WoundsIvan Duncan0% (1)
- 7.63 MauserDocumento1 página7.63 MauserIvan DuncanAinda não há avaliações
- 7.63 MauserDocumento1 página7.63 MauserIvan DuncanAinda não há avaliações
- KRISS Updates Its Signature .45 SubgunDocumento5 páginasKRISS Updates Its Signature .45 SubgunIvan DuncanAinda não há avaliações
- The Myth of Energy Transfer.Documento5 páginasThe Myth of Energy Transfer.Ivan DuncanAinda não há avaliações
- KRISS Updates Its Signature .45 SubgunDocumento5 páginasKRISS Updates Its Signature .45 SubgunIvan DuncanAinda não há avaliações
- 7.62X25 TokarevDocumento1 página7.62X25 TokarevIvan DuncanAinda não há avaliações
- 357 SIG Ammunition Performance DataDocumento2 páginas357 SIG Ammunition Performance DataIvan DuncanAinda não há avaliações
- 357 SIG Ammunition Performance DataDocumento2 páginas357 SIG Ammunition Performance DataIvan DuncanAinda não há avaliações
- .25 ACP Ammunition Performance DataDocumento2 páginas.25 ACP Ammunition Performance DataIvan DuncanAinda não há avaliações
- HP 300s+ Scientific Calculator: Sophisticated Design Ideal For Math and Science StudentsDocumento3 páginasHP 300s+ Scientific Calculator: Sophisticated Design Ideal For Math and Science StudentsgemaAinda não há avaliações
- D 5431 - 93 Rdu0mzetotmDocumento4 páginasD 5431 - 93 Rdu0mzetotmJuanAinda não há avaliações
- Technology VocabularyDocumento3 páginasTechnology VocabularyChixo GalaxyAinda não há avaliações
- Esab Ok 55 (3.2 MM)Documento1 páginaEsab Ok 55 (3.2 MM)DHANEESH VELLILAPULLIAinda não há avaliações
- Worktips 01 Priming of PavementsDocumento2 páginasWorktips 01 Priming of PavementsDilhara WickramaarachchiAinda não há avaliações
- Gas AbsorptionDocumento93 páginasGas AbsorptionArgie Adduru73% (11)
- School of Chemical Engineering - 20Documento372 páginasSchool of Chemical Engineering - 20biroutiAinda não há avaliações
- Newton Interviews - Tookie AngusDocumento12 páginasNewton Interviews - Tookie AngusPeter BellAinda não há avaliações
- Colegio de San Gabriel Arcangel of Caloocan, IncDocumento7 páginasColegio de San Gabriel Arcangel of Caloocan, IncKIRITO SALINASAinda não há avaliações
- Risk Assesment FOR PIPING WORKDocumento1 páginaRisk Assesment FOR PIPING WORKsunil100% (2)
- L 7 Thermal Death Time DataDocumento21 páginasL 7 Thermal Death Time DataVaibhav GuptaAinda não há avaliações
- Fish CheeksDocumento4 páginasFish Cheekshafsah aminAinda não há avaliações
- Pediatric Airway ManagementDocumento2 páginasPediatric Airway ManagementSilvy AmaliaAinda não há avaliações
- What Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andDocumento4 páginasWhat Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andYenny YanyanAinda não há avaliações
- Papr114 SpectralDocumento4 páginasPapr114 Spectrallilivaca28Ainda não há avaliações
- Fuel Tank Truck Afd-091005-058Documento40 páginasFuel Tank Truck Afd-091005-058cascade1100% (1)
- Turnitin Originality ReportDocumento20 páginasTurnitin Originality ReportNaomi Deirdre ReyesAinda não há avaliações
- Introduction On Photogrammetry Paul R WolfDocumento33 páginasIntroduction On Photogrammetry Paul R Wolfadnan yusufAinda não há avaliações
- Festivals of IndiaDocumento51 páginasFestivals of IndiaDhatchayani RamkumarAinda não há avaliações
- All About CupcakesDocumento4 páginasAll About CupcakesRevtech RevalbosAinda não há avaliações
- ESL Discussion Questions To Practise IdiomsDocumento5 páginasESL Discussion Questions To Practise IdiomsElaine Mc AuliffeAinda não há avaliações
- Airborne Doppler Radar Navigation of Jet Transport Aircraft-EftDocumento10 páginasAirborne Doppler Radar Navigation of Jet Transport Aircraft-Eftjulio perezAinda não há avaliações
- Tadabbur I Qur'ānDocumento43 páginasTadabbur I Qur'ānamjad_emailAinda não há avaliações
- Nigeria Certificate in Education Science ProgrammeDocumento215 páginasNigeria Certificate in Education Science Programmemuhammadbinali77_465Ainda não há avaliações
- Cast Your HoroscopeDocumento27 páginasCast Your HoroscopeSunil ShastriAinda não há avaliações
- R K Konodia Civil Gate Previous Year - by EasyEngineering - Net 1 PDFDocumento214 páginasR K Konodia Civil Gate Previous Year - by EasyEngineering - Net 1 PDFDaante VermaAinda não há avaliações
- Vortex Based MathematicsDocumento14 páginasVortex Based Mathematicssepsis19100% (2)
- ED1021 - I/O Expander With UART Interface & Analog Inputs: PreliminaryDocumento9 páginasED1021 - I/O Expander With UART Interface & Analog Inputs: PreliminaryMilan NovakovićAinda não há avaliações
- HSD Spindle Manual ES789 ES799 EnglishDocumento62 páginasHSD Spindle Manual ES789 ES799 EnglishCamilo Andrés Lara castilloAinda não há avaliações