Você também pode gostar
- NBR 03108 - 1998 - Cabos de Aco para Uso Geral - Determinacao Da Carga de Ruptura RealDocumento2 páginasNBR 03108 - 1998 - Cabos de Aco para Uso Geral - Determinacao Da Carga de Ruptura RealEduardo Ferreira Júnior100% (1)
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 páginasNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comAinda não há avaliações
- Norma PETROBRAS para içamento de estruturas oceânicasDocumento20 páginasNorma PETROBRAS para içamento de estruturas oceânicasGlauber Rodrigues100% (2)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Astm A283 - ResumoDocumento1 páginaAstm A283 - ResumoGustavoAinda não há avaliações
- NBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaDocumento14 páginasNBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaRafael CastroAinda não há avaliações
- TABELA DE SIMILARIDADES ENTRE NORMAS DE AÇOS ESTRUTURAISDocumento1 páginaTABELA DE SIMILARIDADES ENTRE NORMAS DE AÇOS ESTRUTURAISMoito CarvalhoAinda não há avaliações
- ABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaDocumento33 páginasABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaVitor Soares Antunes100% (1)
- Abnt NBR 7821 - Tanques PDFDocumento118 páginasAbnt NBR 7821 - Tanques PDFEstevãoAinda não há avaliações
- NBR 7821 1983 PDFDocumento118 páginasNBR 7821 1983 PDFOtto Heinrich WehmannAinda não há avaliações
- ABNT NBR 14627 - Trava-Quedas de Linha RígidaDocumento17 páginasABNT NBR 14627 - Trava-Quedas de Linha RígidaVinicius MouraAinda não há avaliações
- Norma Brasileira: Abnt NBR 15708-2Documento9 páginasNorma Brasileira: Abnt NBR 15708-2Adaiuton Kwiatkowski100% (1)
- NBR 11099Documento4 páginasNBR 11099paulo_granja8834Ainda não há avaliações
- NBR 09967 - 1987 - Talhas Com Acionamento MotorizadoDocumento9 páginasNBR 09967 - 1987 - Talhas Com Acionamento MotorizadoCreysson82Ainda não há avaliações
- Instruções grauteamento basesDocumento6 páginasInstruções grauteamento basestuillllAinda não há avaliações
- N 0270 PDFDocumento70 páginasN 0270 PDFestradeiroAinda não há avaliações
- NBR 5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco ElétricoDocumento27 páginasNBR 5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco ElétricoRaphael Cabana0% (1)
- Po Cebrapi 002a 0 PDFDocumento32 páginasPo Cebrapi 002a 0 PDFWesley FilhoAinda não há avaliações
- Apostila de SOQUETAGEMDocumento37 páginasApostila de SOQUETAGEMLuizAlexandria100% (1)
- NBR 13781Documento16 páginasNBR 13781NathanJuniorAinda não há avaliações
- Comparativo de trajetórias de composições em curvas de 90 e 180 grausDocumento5 páginasComparativo de trajetórias de composições em curvas de 90 e 180 grausVicthor AraujoAinda não há avaliações
- Requisitos para esticadores de cabo de açoDocumento12 páginasRequisitos para esticadores de cabo de açoRicardo Ferrari Trevisan100% (1)
- NBR 15358 Redes de Distribuicao Comercial e IndustrialDocumento33 páginasNBR 15358 Redes de Distribuicao Comercial e IndustrialLenice AndradeAinda não há avaliações
- NBR 13545Documento22 páginasNBR 13545fabiosouza2010Ainda não há avaliações
- Tolerância de Chapas Grossas Conform NBR 11889Documento9 páginasTolerância de Chapas Grossas Conform NBR 11889anderdrumerAinda não há avaliações
- NBR 11767 - 86 (EB-1757) - CANC - Tanque de Carga para Transporte Rodoviário de Ácido Nítrico A Granel - 7pagDocumento7 páginasNBR 11767 - 86 (EB-1757) - CANC - Tanque de Carga para Transporte Rodoviário de Ácido Nítrico A Granel - 7pagClaudio Lorenzoni100% (1)
- Abnt NBR 14847 - Inspeção de Serviçoes de Pintura em Superfícies MetálicasDocumento6 páginasAbnt NBR 14847 - Inspeção de Serviçoes de Pintura em Superfícies MetálicasMarcelo E Jeansandra100% (1)
- NBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDocumento27 páginasNBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDanilo Da Cruz CardosoAinda não há avaliações
- Inspeção e teste de carga de ponte rolanteDocumento4 páginasInspeção e teste de carga de ponte rolanteSidnei Rodrigues50% (2)
- Laudo Tec Ancoragem Talude GSLDocumento10 páginasLaudo Tec Ancoragem Talude GSLadriana.geproAinda não há avaliações
- Norma Aws D1.1Documento18 páginasNorma Aws D1.1Cileia Ferreira100% (1)
- NBR 13545Documento12 páginasNBR 13545Zidson Arduim FerreiraAinda não há avaliações
- NBR - 12100Documento101 páginasNBR - 12100FABIANO ANTONIO DE SOUZAAinda não há avaliações
- NBR-7505-01 Armazenagem de Líquidos Inflamáveis e Combustíveis - Tanques EstacionáriosDocumento16 páginasNBR-7505-01 Armazenagem de Líquidos Inflamáveis e Combustíveis - Tanques EstacionáriossueniaAinda não há avaliações
- Implementação de IEISDocumento20 páginasImplementação de IEISClaudio SampaioAinda não há avaliações
- N-2161 Inspecao de Cabo de AcoDocumento14 páginasN-2161 Inspecao de Cabo de Acodaniel100% (2)
- Relatório inspeção vaso pressãoDocumento5 páginasRelatório inspeção vaso pressãoPaulo VitorAinda não há avaliações
- ABNT NBR 11900-4 Terminal para Cabo de Aço - Parte 4 Grampo Leve e Grampo PesadoDocumento20 páginasABNT NBR 11900-4 Terminal para Cabo de Aço - Parte 4 Grampo Leve e Grampo PesadoTimoteo ProgenioAinda não há avaliações
- Dimensionamento de Roldanas e Polias para Cabos de AçoDocumento22 páginasDimensionamento de Roldanas e Polias para Cabos de AçoGleizianoBouzasAinda não há avaliações
- NBR 151 - Tubos de Aco Carbono Aco Ligado Ferritico e Aco Ligado Austenitico Com e Sem Costura PaDocumento26 páginasNBR 151 - Tubos de Aco Carbono Aco Ligado Ferritico e Aco Ligado Austenitico Com e Sem Costura PaDenis Yasmin Aline100% (1)
- NBR 16325-2 - Trabalho em Altura e Linha de Vida Parte 2Documento38 páginasNBR 16325-2 - Trabalho em Altura e Linha de Vida Parte 2Fabricio JoseAinda não há avaliações
- NBR 16489Documento172 páginasNBR 16489Douglas Rodrigo Ribeiro100% (3)
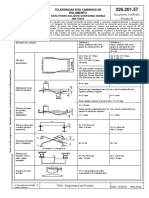
- Tolerâncias dos caminhos de rolamento para pontes rolantesDocumento1 páginaTolerâncias dos caminhos de rolamento para pontes rolantesmanuel urbina carrasco100% (1)
- API 650 - Roteiro para Inspeção - RESUMODocumento3 páginasAPI 650 - Roteiro para Inspeção - RESUMORaimundo Alves da Costa Neto100% (1)
- Especificação de TubulaçõesDocumento8 páginasEspecificação de TubulaçõesDeyvid Galvane100% (1)
- NBR 10070 PB 1297 - Ganchos-Haste Forjados para Equipamentos de Levantamento e Movimentacao de CADocumento18 páginasNBR 10070 PB 1297 - Ganchos-Haste Forjados para Equipamentos de Levantamento e Movimentacao de CAGilberto Junior100% (1)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Gerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaNo EverandGerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaAinda não há avaliações
- Rev 11720 Abr2010Documento22 páginasRev 11720 Abr2010arthurgseibelfAinda não há avaliações
- NBR 14514 - 2008Documento12 páginasNBR 14514 - 2008Eduardo Caldas da Rocha100% (2)
- NBR-16258 - Estacas Pré-Fabricadas de Concreto - RequisitosDocumento22 páginasNBR-16258 - Estacas Pré-Fabricadas de Concreto - RequisitosCarlos Alberto Kozak RibeiroAinda não há avaliações
- NBR 6327Documento38 páginasNBR 6327fabioneiva100% (1)
- Cercas e portões PETROBRASDocumento26 páginasCercas e portões PETROBRASdafespAinda não há avaliações
- NBR 5667 2 Hidrantes 270904Documento9 páginasNBR 5667 2 Hidrantes 270904accrispimAinda não há avaliações
- Bruno Monografia PROMINP IDocumento77 páginasBruno Monografia PROMINP IBruno BezerraAinda não há avaliações
- Chave de intertravamento de segurança CISS-PDocumento2 páginasChave de intertravamento de segurança CISS-PRicardo RibeiroAinda não há avaliações
- Chaves de intertravamento de segurança operadas por lingueta sem e com solenóideDocumento12 páginasChaves de intertravamento de segurança operadas por lingueta sem e com solenóideRicardo RibeiroAinda não há avaliações
- Instalação e programação do inversor de freqüência Altivar 71Documento321 páginasInstalação e programação do inversor de freqüência Altivar 71Ednelson Costa100% (2)
- Certificação de SPIE (NR-13Documento23 páginasCertificação de SPIE (NR-13Ricardo Ribeiro100% (1)
- Chaves Fim de Curso 3SE5 CatálogoDocumento40 páginasChaves Fim de Curso 3SE5 Catálogopacoricardo777Ainda não há avaliações
- Manual G7Documento501 páginasManual G7ccarlosrodrigues8794Ainda não há avaliações
- Segurança Máquinas - Normas Evitam AcidentesDocumento69 páginasSegurança Máquinas - Normas Evitam Acidentesweoli100% (1)
- Detecção de vazamentos por emissão acústicaDocumento8 páginasDetecção de vazamentos por emissão acústicaRicardo RibeiroAinda não há avaliações
- Tabela de Vaos e CargasDocumento64 páginasTabela de Vaos e CargasRicardo RibeiroAinda não há avaliações
- Ensaios Não Destrutivos - Ultrassom - Uso Da Técnica de Tempo de Percurso Da Onda Difratada (ToFD) para Ensaio em SoldasDocumento43 páginasEnsaios Não Destrutivos - Ultrassom - Uso Da Técnica de Tempo de Percurso Da Onda Difratada (ToFD) para Ensaio em SoldasRicardo RibeiroAinda não há avaliações
- Requisitos para correias em V estreitas métricasDocumento8 páginasRequisitos para correias em V estreitas métricasRicardo RibeiroAinda não há avaliações
- Vasos de Pressao - ABNT - Projeto de NormaDocumento72 páginasVasos de Pressao - ABNT - Projeto de NormaEderson GuimaraesAinda não há avaliações
- Anais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteDocumento315 páginasAnais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteGuilherme BuenoAinda não há avaliações
- Chapas EstruturaisDocumento17 páginasChapas Estruturaiswelcan88602Ainda não há avaliações
- MTBBR Specialized PDFDocumento36 páginasMTBBR Specialized PDFOdin SilvaAinda não há avaliações
- Modbus Arduino PDFDocumento14 páginasModbus Arduino PDFKNNLAinda não há avaliações
- Freios e embreagens de máquinasDocumento5 páginasFreios e embreagens de máquinasaisufhasiAinda não há avaliações
- Manual Peneira Vibratória DESAGUADORADocumento30 páginasManual Peneira Vibratória DESAGUADORADennis Jesus Blanco SuberoAinda não há avaliações
- Catálogo Série ConfortDocumento6 páginasCatálogo Série ConfortJMagalhaesAinda não há avaliações
- Manual Paleteira PDFDocumento20 páginasManual Paleteira PDFJosé Aparecido Dos Santos100% (1)
- Processos produtivos e sistemasDocumento192 páginasProcessos produtivos e sistemasAnderson VilacaAinda não há avaliações
- Tratamentos de Endurecimento SuperficialDocumento5 páginasTratamentos de Endurecimento SuperficialcarpolotesAinda não há avaliações
- Mecânica Automotiva BásicaDocumento39 páginasMecânica Automotiva Básicafrequiao100% (1)
- Monografia Offshore IntroDocumento22 páginasMonografia Offshore IntroSergio Alejandro Ayala0% (1)
- 308 358Documento26 páginas308 358skimorodAinda não há avaliações
- Baterias - PrincipiosDocumento17 páginasBaterias - PrincipiosnunorcmartinsAinda não há avaliações
- AULA 07 - Estabilidade de Taludes (Documento11 páginasAULA 07 - Estabilidade de Taludes (Victor Dos Santos SinguiAinda não há avaliações
- Curriculum Vitae de Carlos Alberto VarelaDocumento4 páginasCurriculum Vitae de Carlos Alberto VarelaStroke AutomaçãoAinda não há avaliações
- Soluções para empilhadeirasDocumento8 páginasSoluções para empilhadeirasVandersonOrtolaniAinda não há avaliações
- Toberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DueDocumento16 páginasToberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DuenascasAinda não há avaliações
- Apostila - Dobra de Tubos ManualDocumento45 páginasApostila - Dobra de Tubos ManualClaudia Araujo Rangel100% (2)
- Greenfleet JohndeereDocumento26 páginasGreenfleet JohndeereJoaoRicardoMartins100% (1)
- Módulo 10 - Manual de Operação PCH Rio ClaroDocumento29 páginasMódulo 10 - Manual de Operação PCH Rio ClaroPhelps MunizAinda não há avaliações
- NBR 14918 - Chumbadores Mecanicos Pos-Instalados em Concreto - Avaliacao Do Desempenho PDFDocumento33 páginasNBR 14918 - Chumbadores Mecanicos Pos-Instalados em Concreto - Avaliacao Do Desempenho PDFSamuel TanaAinda não há avaliações
- Curso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Documento14 páginasCurso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Fábio FmsxAinda não há avaliações
- Manual Argox Os 214 Plus PDFDocumento44 páginasManual Argox Os 214 Plus PDFHenrique ValençaAinda não há avaliações
- Procedimento Operacional Trabalho em Altura Alvenaria InternaDocumento4 páginasProcedimento Operacional Trabalho em Altura Alvenaria InternaEduardo Salles HegemoniaAinda não há avaliações
- Componentes e funcionamento motores Ciclo OttoDocumento13 páginasComponentes e funcionamento motores Ciclo OttoMarcos Paulo Pinto100% (1)
- Data Sheet750-8213 18.10.2019Documento19 páginasData Sheet750-8213 18.10.2019GiovaniAricettiAinda não há avaliações
- Critérios de PlastificaçãoDocumento22 páginasCritérios de PlastificaçãorenanAinda não há avaliações
- 52 Conjuntos Mecanicos VIIDocumento10 páginas52 Conjuntos Mecanicos VIIRafael DelaiAinda não há avaliações
- Condução de Calor em Paredes Plana, Cilíndrica e EsféricaDocumento12 páginasCondução de Calor em Paredes Plana, Cilíndrica e Esférica084250Ainda não há avaliações