Você também pode gostar
- Formato Wps PQR WPQDocumento11 páginasFormato Wps PQR WPQKEVIN100% (1)
- Formato WpsDocumento2 páginasFormato Wpslionluis76% (49)
- WPS FormatoDocumento2 páginasWPS FormatoJerson PaucarAinda não há avaliações
- FORMATO WPS EXCEL Evidencia Semana 2 Codigos de SoldaduraDocumento10 páginasFORMATO WPS EXCEL Evidencia Semana 2 Codigos de SoldaduraDidier Fabian Cardona Bohorquez70% (10)
- FORMATO WPS EXCEL Original para DiligenciarDocumento4 páginasFORMATO WPS EXCEL Original para DiligenciarCarlos Lora100% (1)
- Cómo Como Es y Que Contiene Un Formato Wps y PQRDocumento5 páginasCómo Como Es y Que Contiene Un Formato Wps y PQRrocke007Ainda não há avaliações
- FORMATO WPS EXCEL Original para DiligenciarDocumento4 páginasFORMATO WPS EXCEL Original para DiligenciarMiryam Florez75% (8)
- Formato WpsDocumento2 páginasFormato Wpsraul gonzalezAinda não há avaliações
- Wps de SoldaduraDocumento2 páginasWps de SoldaduraAndres Rivera100% (2)
- Formato Aws d1.1Documento1 páginaFormato Aws d1.1CLIFFORDPA60% (5)
- WPS Soldadura FileteDocumento2 páginasWPS Soldadura Filetenjnajeraricardo100% (3)
- FORMATO PQR - QW 483 - Fabian HerreraDocumento3 páginasFORMATO PQR - QW 483 - Fabian HerreraFabian Herrera Arias100% (1)
- Formato para La Especificación Del Procedimiento de Soldadura (WPS)Documento2 páginasFormato para La Especificación Del Procedimiento de Soldadura (WPS)Estefania Gamboa50% (2)
- WPS. Registro de Procedimiento de Soldadura, WPQDocumento4 páginasWPS. Registro de Procedimiento de Soldadura, WPQRodrigo Salinas100% (2)
- Formato WPSDocumento2 páginasFormato WPSDIEGO ALEXEI GUAUQUE GUIZAAinda não há avaliações
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia4Andrea Valderrama100% (1)
- Actividad 3 Formato WPS, PQRDocumento3 páginasActividad 3 Formato WPS, PQRLuisGuillermoAcostaOrtegaAinda não há avaliações
- Ejemplo Formato WpsDocumento9 páginasEjemplo Formato WpsHEBER ARMANDO JARAMILLO SANCHEZAinda não há avaliações
- Formato Wps Excel Diligenciado Act 3Documento4 páginasFormato Wps Excel Diligenciado Act 3Juan Guardia100% (2)
- WPS-PrecalificadosDocumento13 páginasWPS-PrecalificadosGerardoYanez50% (2)
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia44223575750% (2)
- Formato WPQDocumento2 páginasFormato WPQEduardo CartagenaAinda não há avaliações
- Formato PQR Excel Original QW 483Documento6 páginasFormato PQR Excel Original QW 483Fernanda Delgado100% (1)
- Formato WPSDocumento1 páginaFormato WPSChristian Sanunga33% (3)
- Formato WpsDocumento14 páginasFormato WpsGuillermoSolisAinda não há avaliações
- Formato PQR 1,2Documento10 páginasFormato PQR 1,2evic_76654Ainda não há avaliações
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento6 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsChristian StraussAinda não há avaliações
- WPS Precalificado - SMAW PDFDocumento1 páginaWPS Precalificado - SMAW PDFmonikitismonikitisAinda não há avaliações
- WPS Api 1104Documento1 páginaWPS Api 1104Abel Valderrama Perez100% (2)
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)Dubraska Perez67% (3)
- Formato WPQDocumento2 páginasFormato WPQkellyDuran1995OrozcoAinda não há avaliações
- Ejemplo WPS SAWDocumento3 páginasEjemplo WPS SAWChaulafanazoAea100% (1)
- Formato para La Especificacion Del Procedimiento de Soldadura Wps JavierDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura Wps Javierjavier conde100% (1)
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Uso de Códigos Al Momento de InspeccionarDocumento1 páginaUso de Códigos Al Momento de Inspeccionarjorge luis rivera arrauttAinda não há avaliações
- Formato WpsDocumento1 páginaFormato WpsGILBERTH URREAAinda não há avaliações
- WPS PrecalificadoDocumento7 páginasWPS Precalificadopablo24Ainda não há avaliações
- Formato WPSDocumento1 páginaFormato WPSLuisAinda não há avaliações
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAinda não há avaliações
- Wps Aws FileteDocumento3 páginasWps Aws FileteJuan Carlos Parra Diaz100% (1)
- Ccallo Chacon Milagros WPSDocumento3 páginasCcallo Chacon Milagros WPSpollito_190100% (2)
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia442235757Ainda não há avaliações
- Registro de Calificación de Procedimiento de Soldadura PQRDocumento2 páginasRegistro de Calificación de Procedimiento de Soldadura PQRLeybin Eduardo Hernandez Molina100% (2)
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Documento9 páginasEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZAinda não há avaliações
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia44223575786% (14)
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia4Jussef Fraija70% (20)
- PQR FormatoDocumento2 páginasPQR Formatoerboal100% (2)
- Procedimiento de Soldadura WPS PDFDocumento43 páginasProcedimiento de Soldadura WPS PDFLuis Denegri Leyton94% (18)
- PQR (RCP) N1003 RC P 13 3Documento20 páginasPQR (RCP) N1003 RC P 13 3LU1228Ainda não há avaliações
- Especificaciones Del Procedimiento de Soldadura - WPSDocumento6 páginasEspecificaciones Del Procedimiento de Soldadura - WPSByron Montejo0% (1)
- WPS MAG 03 - 17 - 7018 Procedimiento de SoldaduraDocumento5 páginasWPS MAG 03 - 17 - 7018 Procedimiento de Soldadurarodrigo guerreroAinda não há avaliações
- Clase 08 Factores de Seguridad y Pruebas de Integridad en PilotesDocumento38 páginasClase 08 Factores de Seguridad y Pruebas de Integridad en Pilotesdzr1196Ainda não há avaliações
- Anexo 04 - Formatos de Control de CalidadDocumento190 páginasAnexo 04 - Formatos de Control de CalidadWilmer Susano96% (24)
- API 1104 CAP. 5 Calificación de ProcedimientoDocumento50 páginasAPI 1104 CAP. 5 Calificación de ProcedimientoCarlos Antonio Jimenez Morales100% (1)
- 1.-Sai - Apc - Nohoch-A (Sa-022b) - Rev.bDocumento6 páginas1.-Sai - Apc - Nohoch-A (Sa-022b) - Rev.bMaricruz OlivarAinda não há avaliações
- Status Dossier de CalidadDocumento15 páginasStatus Dossier de CalidadAG PE Mikey100% (1)
- Wps QW 482Documento3 páginasWps QW 482erboalAinda não há avaliações
- Calificación de SoldadoresDocumento28 páginasCalificación de SoldadoresLuis MiguelAinda não há avaliações
- Medidores Domiciliarios de Agua Potable FríaDocumento23 páginasMedidores Domiciliarios de Agua Potable FríaApolo PrietoAinda não há avaliações
- Frecuencia Optima de Mantenimiento PreventivoDocumento45 páginasFrecuencia Optima de Mantenimiento Preventivojuguenri100% (5)
- 133 MantenimientoDocumento86 páginas133 MantenimientoNilcio LeonAinda não há avaliações
- Libro Yes en Ingles 1 Regular PDFDocumento66 páginasLibro Yes en Ingles 1 Regular PDFYannara Velarde100% (1)
- Tesis MantenimientoDocumento23 páginasTesis MantenimientoMichael UnzuetaAinda não há avaliações
- Cer EPS0137438034220141117193226Documento1 páginaCer EPS0137438034220141117193226David Jimenez GonzalezAinda não há avaliações
- 143006Documento0 página143006Josè Alfonso Ruiz QuirozAinda não há avaliações
- Digital 16888Documento89 páginasDigital 16888David Jimenez GonzalezAinda não há avaliações
- S71200 GettingstarterDocumento62 páginasS71200 GettingstarterJohn F. MartinezAinda não há avaliações
- Almacenes EvisDocumento60 páginasAlmacenes EvisDavid Jimenez GonzalezAinda não há avaliações
- 120 Indi Ges IndDocumento57 páginas120 Indi Ges IndNilton García JuárezAinda não há avaliações
- Procesos de Conformado (Presentación) PDFDocumento131 páginasProcesos de Conformado (Presentación) PDFLoriGalbanusAinda não há avaliações
- Diseño de EquiposDocumento33 páginasDiseño de EquiposSneidy_EspinosaAinda não há avaliações
- Cer EPS0137438034220141117193226Documento1 páginaCer EPS0137438034220141117193226David Jimenez GonzalezAinda não há avaliações
- Porfavor Leer Estas Instrucciones Antes D EcagarlaDocumento1 páginaPorfavor Leer Estas Instrucciones Antes D EcagarlaLOLOG123Ainda não há avaliações
- API 570 en EspanolDocumento55 páginasAPI 570 en Espanolmaxi27Ainda não há avaliações
- InfoPLC Net Iniciacion Espanol-WinCCDocumento102 páginasInfoPLC Net Iniciacion Espanol-WinCCHector ArellanoAinda não há avaliações
- 8 Matriz de PlanificacionDocumento43 páginas8 Matriz de PlanificacionDavid Jimenez GonzalezAinda não há avaliações
- DiagramaGanttDocumento4 páginasDiagramaGanttJuan Manuel Sierra PuelloAinda não há avaliações
- Unidad 4Documento56 páginasUnidad 4David Jimenez GonzalezAinda não há avaliações
- Administrativos Formato Cuenta de Cobro 2012Documento1 páginaAdministrativos Formato Cuenta de Cobro 2012Edilmer Sarmiento SarmientoAinda não há avaliações
- FuenteDocumento4 páginasFuenteDavid Jimenez GonzalezAinda não há avaliações
- Ventajas y Desventajas de Excel 2007 y Excel 2010Documento2 páginasVentajas y Desventajas de Excel 2007 y Excel 2010David Jimenez GonzalezAinda não há avaliações
- Guia de Aprendizaje Unidad3Documento5 páginasGuia de Aprendizaje Unidad3David Jimenez GonzalezAinda não há avaliações
- NewsDocumento1 páginaNewsDavid Jimenez GonzalezAinda não há avaliações
- Actividad de Aprendizaje Unidad 3 Requisitos e Interpretación de La Norma ISO 90012008 - v2Documento7 páginasActividad de Aprendizaje Unidad 3 Requisitos e Interpretación de La Norma ISO 90012008 - v2David Jimenez GonzalezAinda não há avaliações
- Procedimiento Control de DocumentosDocumento6 páginasProcedimiento Control de DocumentosDavid Jimenez GonzalezAinda não há avaliações
- Actividad de Aprendizaje Unidad 4 Calidad Enfocada Al ClienteDocumento5 páginasActividad de Aprendizaje Unidad 4 Calidad Enfocada Al ClienteDavid Jimenez Gonzalez100% (1)
- Encuesta de Satisfaccion de ClienteDocumento2 páginasEncuesta de Satisfaccion de ClienteDavid Jimenez GonzalezAinda não há avaliações
- FinanzasDocumento3 páginasFinanzasDavid Jimenez GonzalezAinda não há avaliações
- Especificaciones TecnicasDocumento17 páginasEspecificaciones TecnicasJenny Zhungo OrdoñezAinda não há avaliações
- Conexiones SoldadasDocumento19 páginasConexiones SoldadasAndres Vicente AlvaradoAinda não há avaliações
- Manual Mantencion Chan H-8000Documento135 páginasManual Mantencion Chan H-8000jcapani50% (2)
- PetsDocumento32 páginasPetsAlejandroZegarra100% (1)
- Manual de La D300K 3+3 LincolnDocumento26 páginasManual de La D300K 3+3 LincolnRAFAEL HERRERA0% (1)
- DisenoCurricular CNS PDFDocumento4 páginasDisenoCurricular CNS PDFJavier Muñoz AAinda não há avaliações
- Procedimiento de SoldaduraDocumento5 páginasProcedimiento de SoldaduraPer DCAinda não há avaliações
- 2.4 TDR Servicio de Mantenimiento Correctivo de Estructuras de MetalDocumento5 páginas2.4 TDR Servicio de Mantenimiento Correctivo de Estructuras de MetalJluis Bruno100% (1)
- Instructivo de Inspeccion, Uso y Mantenimiento de EPP PDFDocumento40 páginasInstructivo de Inspeccion, Uso y Mantenimiento de EPP PDFJoel TurciosAinda não há avaliações
- Revista Carrucha11Documento6 páginasRevista Carrucha11Daniel ZambranoAinda não há avaliações
- 03 02 Juntas - 034 A 090 CEISDocumento57 páginas03 02 Juntas - 034 A 090 CEISSebastian MartinezAinda não há avaliações
- Registro de Inspeccion Por Inspeccion VisualDocumento3 páginasRegistro de Inspeccion Por Inspeccion VisualEduardo OreAinda não há avaliações
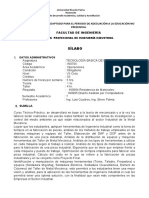
- Silabo Tecnología Básica de FabricaciónDocumento7 páginasSilabo Tecnología Básica de FabricaciónGonzaloAinda não há avaliações
- Cuestionario TIG 2 - Manufactura I - ElectromecanicaDocumento5 páginasCuestionario TIG 2 - Manufactura I - ElectromecanicaJhamilRiosOrdoñezAinda não há avaliações
- Lo Que Debes Saber para ConstruirDocumento16 páginasLo Que Debes Saber para ConstruirManuk ElfarukAinda não há avaliações
- Precios Unitarios de Super Estructura de LobbyDocumento21 páginasPrecios Unitarios de Super Estructura de LobbyCristian LopezAinda não há avaliações
- GNT-001 Tanques Atmosféricos PDFDocumento20 páginasGNT-001 Tanques Atmosféricos PDFGustavo SuarezAinda não há avaliações
- CBC Enciclopedia Mecanica General Vol5 221005 034727Documento332 páginasCBC Enciclopedia Mecanica General Vol5 221005 034727Andrea LaraAinda não há avaliações
- Soldadura Mig - MagpptDocumento86 páginasSoldadura Mig - MagpptRicardO SPAinda não há avaliações
- Boton de Nance y Arco Transpalatino - Daquilema JonathanDocumento5 páginasBoton de Nance y Arco Transpalatino - Daquilema JonathanAnthony DominguezAinda não há avaliações
- S100CW V1.5 Es OkDocumento125 páginasS100CW V1.5 Es OkAlexandre Piornos100% (1)
- Cuaderno de Informes Semana 7Documento13 páginasCuaderno de Informes Semana 7Andre AriasAinda não há avaliações
- IMAR0408Documento30 páginasIMAR0408breijaAinda não há avaliações
- Procedimiento Construcción Nave IndustrialDocumento16 páginasProcedimiento Construcción Nave IndustrialAlvaro Alvarez100% (1)
- 4-Presentacion Instalacion VRF Amazon 20121106Documento92 páginas4-Presentacion Instalacion VRF Amazon 20121106Juan Ordoñez SuñigaAinda não há avaliações
- 2 - TDR Genéricos - Rev 0 - 08.07.15 - Cálculo y Rev Independiente 0Documento11 páginas2 - TDR Genéricos - Rev 0 - 08.07.15 - Cálculo y Rev Independiente 0jlalonsomiqueles100% (1)
- Práctica Recomendada para Básicos Inspección RequisitosDocumento116 páginasPráctica Recomendada para Básicos Inspección RequisitosDanita CamargoAinda não há avaliações
- Esquema Soldadura y CorteDocumento3 páginasEsquema Soldadura y CorteAndres VargasAinda não há avaliações
- Manual de Armado 830eDocumento348 páginasManual de Armado 830eattipaxAinda não há avaliações
- FDS - Acetileno PraxairDocumento7 páginasFDS - Acetileno PraxairYordani Montero EscolarAinda não há avaliações