Você também pode gostar
- Proceso de La Harina de TrigoDocumento32 páginasProceso de La Harina de TrigoJonatan Saavedra AguirreAinda não há avaliações
- El Proceso de La Molienda de Harina de TrigoDocumento11 páginasEl Proceso de La Molienda de Harina de Trigoohwayusei100% (2)
- Agro Industrial ColonialDocumento32 páginasAgro Industrial ColonialJuanGerardoGonzalez33% (3)
- Balance de Materia: Pan de BarraDocumento3 páginasBalance de Materia: Pan de BarraErick Huerta RodriguezAinda não há avaliações
- Industria Harinera PDFDocumento9 páginasIndustria Harinera PDFEnma Raissa Hafner DiazAinda não há avaliações
- Harina de ArrozDocumento7 páginasHarina de Arrozalexandra100% (2)
- Elaboración de Un Snack Extruido Expandido, A Base de Chocho y Gritz de MaízDocumento172 páginasElaboración de Un Snack Extruido Expandido, A Base de Chocho y Gritz de MaízMarcelo Navarrete100% (3)
- El Proceso de Harina Cruda de MaízDocumento7 páginasEl Proceso de Harina Cruda de MaízWilmer HerreraAinda não há avaliações
- Practica 7 Ensayo Granulacion de HarinasDocumento6 páginasPractica 7 Ensayo Granulacion de HarinasLyanne Vergara Espinoza100% (6)
- Proceso de Fabricacion de La Harina Precocida de MaizDocumento8 páginasProceso de Fabricacion de La Harina Precocida de MaizDiego CC67% (3)
- Proceso de Elaboración de Harina de TrigoDocumento8 páginasProceso de Elaboración de Harina de TrigoKaren Vásquez67% (6)
- Diagrama de Flujo para La Elaboracion Del PanDocumento19 páginasDiagrama de Flujo para La Elaboracion Del PanJhonatan Carnero Ballon100% (3)
- Informe de Granulometria de La Harina de Cebada Docx CorregidoDocumento30 páginasInforme de Granulometria de La Harina de Cebada Docx CorregidoBetty Acero Choque100% (1)
- Proceso de Elaboracion de La Harina de ArrozDocumento7 páginasProceso de Elaboracion de La Harina de ArrozCorey Richards71% (7)
- Limpieza y Acondicionamiento de TrigoDocumento33 páginasLimpieza y Acondicionamiento de TrigoPaula Pérez100% (2)
- Balance de NectarDocumento7 páginasBalance de NectarCamilo VelasquezAinda não há avaliações
- Métodos para Determinar La Calidad de HarinasDocumento6 páginasMétodos para Determinar La Calidad de HarinasCinthiaLissetSantacruzSoto0% (1)
- Molturacion de Trigo 1Documento23 páginasMolturacion de Trigo 1Patty Pinto Quispe100% (1)
- Variables HarinaDocumento4 páginasVariables HarinaCarlos Cruz CabreraAinda não há avaliações
- Elaboración de Productos de GalleteríaDocumento46 páginasElaboración de Productos de Galleteríaluis RizzoAinda não há avaliações
- Elaboracion de FIDEOSDocumento47 páginasElaboracion de FIDEOSMauricio Mendoza Soto80% (10)
- Analisis Fisico - Quimico Pasta.Documento19 páginasAnalisis Fisico - Quimico Pasta.D'Aguiar Santamaría0% (1)
- Forme Su Pequeña Empresa de YogurtDocumento11 páginasForme Su Pequeña Empresa de Yogurtjosefig28100% (1)
- Haccp de HarinasDocumento5 páginasHaccp de HarinasJose Alvaro Garcia RamalloAinda não há avaliações
- Acondicionamiento Del TrigoDocumento2 páginasAcondicionamiento Del TrigoBapple Grunge100% (1)
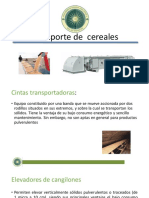
- Transporte de CerealesDocumento32 páginasTransporte de CerealessakealemoyAinda não há avaliações
- Transporte granos planta procesadoraDocumento36 páginasTransporte granos planta procesadoraAngel Esmit Roca LaurenteAinda não há avaliações
- Informe 1 Indicadores de LecheDocumento9 páginasInforme 1 Indicadores de LecheJulita LunaAinda não há avaliações
- Elaboración de Pan de MoldeDocumento13 páginasElaboración de Pan de MoldeTavo PcAinda não há avaliações
- Informe de Molienda de GranosDocumento16 páginasInforme de Molienda de GranosJerson David Rubín TorresAinda não há avaliações
- Laboratorio 5 - Elaboración de Requesón Empleando Suero LácticoDocumento13 páginasLaboratorio 5 - Elaboración de Requesón Empleando Suero LácticoLisbeth MamaniAinda não há avaliações
- Investigacion Unidad 6 - Equipo OmarDocumento39 páginasInvestigacion Unidad 6 - Equipo OmarANDRESAinda não há avaliações
- Cap 4 Balance de Materia y Energia en Elaboracion de HarinasDocumento34 páginasCap 4 Balance de Materia y Energia en Elaboracion de HarinasHugo Ulises Moscoso78% (9)
- Caracteristicas de La Harina de CamoteDocumento170 páginasCaracteristicas de La Harina de CamoteXhamhuel J D Palomino100% (1)
- Prueba Del Perfil Del Sabor CalidadDocumento15 páginasPrueba Del Perfil Del Sabor CalidadMaría Auxiliadora Mendoza SantanderAinda não há avaliações
- Caso 2. Resuelto Yogurt Batido y PCCDocumento12 páginasCaso 2. Resuelto Yogurt Batido y PCCAndrés Soto EcheverriAinda não há avaliações
- 2.6 Cereales y Productos DerivadosDocumento52 páginas2.6 Cereales y Productos DerivadosSandra CastrillonAinda não há avaliações
- Informe GranulometriaDocumento10 páginasInforme GranulometriaLuis AyureAinda não há avaliações
- Transferencia de Masa en Materiales EnvasadosDocumento13 páginasTransferencia de Masa en Materiales EnvasadosOscar VasquezAinda não há avaliações
- Manual Poes Mi LecheDocumento32 páginasManual Poes Mi LecheChristian Pinedo Reategui100% (1)
- Norma Codex para harina y sémola de maíz sin germenDocumento4 páginasNorma Codex para harina y sémola de maíz sin germenMauricio Cruz CastilloAinda não há avaliações
- Caramelo BlandoDocumento11 páginasCaramelo BlandoLaleska Salinas FallaAinda não há avaliações
- Producto - Paneton 2.0Documento18 páginasProducto - Paneton 2.0DiegoAinda não há avaliações
- Queso Feta EditadoDocumento4 páginasQueso Feta EditadoraulobroAinda não há avaliações
- Proceso molienda trigo harinaDocumento5 páginasProceso molienda trigo harinaMariana Abel Anaya50% (2)
- Diagrama de Flujo Pan A Base de Harina de Trigo 1Documento4 páginasDiagrama de Flujo Pan A Base de Harina de Trigo 1Diana CristinaAinda não há avaliações
- Norma para Harina de Yuca PDFDocumento3 páginasNorma para Harina de Yuca PDFyoucvAinda não há avaliações
- Uso Del Almidón en La Industria AlimentariaDocumento4 páginasUso Del Almidón en La Industria AlimentariaLee Mon100% (2)
- Laboratorio JaleasDocumento11 páginasLaboratorio JaleasErick de la RosaAinda não há avaliações
- Balance de Materia de Pan de YemasDocumento13 páginasBalance de Materia de Pan de Yemasandrea100% (1)
- Etapa 2 - Materia Prima y Equipos - Grupo - 211618 - 2Documento19 páginasEtapa 2 - Materia Prima y Equipos - Grupo - 211618 - 2JESUS PICONAinda não há avaliações
- La MaltaDocumento21 páginasLa MaltaClaudy Correa SuárezAinda não há avaliações
- Leches SaborizadasDocumento7 páginasLeches SaborizadasOscar ManriqueAinda não há avaliações
- Trabajo de Metodos - Harina PatentadaDocumento79 páginasTrabajo de Metodos - Harina Patentadamlmc2310Ainda não há avaliações
- Molinera IncaDocumento12 páginasMolinera IncaJosue Pena ValdiviezoAinda não há avaliações
- Maquinas de PanaderiaDocumento14 páginasMaquinas de Panaderializbeth centeno castilloAinda não há avaliações
- Molinos de trigoDocumento16 páginasMolinos de trigoaralizAinda não há avaliações
- Final Daniel MillanDocumento28 páginasFinal Daniel MillanAlexa SotoAinda não há avaliações
- Molinos Harineros de Trigo y MaízDocumento11 páginasMolinos Harineros de Trigo y MaízElizabeth Crispin SerranoAinda não há avaliações
- Proceso molienda trigo planta molinera IncaDocumento18 páginasProceso molienda trigo planta molinera Incapaul darioAinda não há avaliações
- Modelado y Control Cinemático de Un Robot de Seis Grados de Libertad (KUKA120)Documento25 páginasModelado y Control Cinemático de Un Robot de Seis Grados de Libertad (KUKA120)Morgan G. Vásquez100% (5)
- Diseño de Un Controlador Pid Analogo para Un Circuito RC de Segundo Orden Mediante La Sisotool de MatlabDocumento51 páginasDiseño de Un Controlador Pid Analogo para Un Circuito RC de Segundo Orden Mediante La Sisotool de Matlabmorgan1100% (25)
- Biorreactor de Tanque Agitado - Morgan G. Vásquez 2010Documento6 páginasBiorreactor de Tanque Agitado - Morgan G. Vásquez 2010Morgan G. Vásquez78% (9)
- TurbomáquinasDocumento20 páginasTurbomáquinasMorgan G. VásquezAinda não há avaliações
- Modelo Matemático de Una Planta de Procesos FESTO - (P. Térmico)Documento13 páginasModelo Matemático de Una Planta de Procesos FESTO - (P. Térmico)Morgan G. VásquezAinda não há avaliações
- El MódemDocumento10 páginasEl MódemMorgan G. VásquezAinda não há avaliações
- Proceso de Producción de ChampiñonesDocumento19 páginasProceso de Producción de ChampiñonesMorgan G. Vásquez89% (9)
- Investigación Mecatrónica - Morgan G. Vásquez (2009)Documento37 páginasInvestigación Mecatrónica - Morgan G. Vásquez (2009)Morgan G. Vásquez100% (1)
- Redes IndustrialesDocumento34 páginasRedes IndustrialesMorgan G. Vásquez100% (3)
- Ejercicios de Celdas ABSOLUTASDocumento11 páginasEjercicios de Celdas ABSOLUTASJuan Ramón Panqueva DelgadoAinda não há avaliações
- TRILLAS Catalogo Artes y Oficios Sept2016 PDFDocumento19 páginasTRILLAS Catalogo Artes y Oficios Sept2016 PDFVicente Banda ZuñigaAinda não há avaliações
- PSICOLOGÍA EMOCIÓN EXAMEN TIPODocumento4 páginasPSICOLOGÍA EMOCIÓN EXAMEN TIPOAdyAinda não há avaliações
- Evaluación U2 PDFDocumento4 páginasEvaluación U2 PDFAyónPlayAinda não há avaliações
- Manual de Uso: True-Rms Remote Display Digital MultimeterDocumento54 páginasManual de Uso: True-Rms Remote Display Digital MultimeterManuel FuentesAinda não há avaliações
- Prac - Access3 (Relaciones Integridad Ref)Documento2 páginasPrac - Access3 (Relaciones Integridad Ref)israel moralesAinda não há avaliações
- Eucocell 1000Documento2 páginasEucocell 1000Samuel Laura HuancaAinda não há avaliações
- Formulario de Inscripcion Vestex Parte 1Documento2 páginasFormulario de Inscripcion Vestex Parte 1JoelAinda não há avaliações
- Diferencias entre levantamientos topográficos y altimétricosDocumento2 páginasDiferencias entre levantamientos topográficos y altimétricosJohana TejadaAinda não há avaliações
- Repaso de Contabilidad GubernamentalDocumento3 páginasRepaso de Contabilidad GubernamentalEdith RojasAinda não há avaliações
- Plano OclusalDocumento7 páginasPlano OclusalMajo MasacheAinda não há avaliações
- Semana 13 Solución EjerciciosDocumento8 páginasSemana 13 Solución EjerciciosEdwin Rosas100% (2)
- Plan Till AsDocumento19 páginasPlan Till AsMara MarcaAinda não há avaliações
- Cristalografía y MineralogíaDocumento24 páginasCristalografía y MineralogíaKevin ChavezAinda não há avaliações
- WWW - Mined.gob - SV Descarga Cipotes LT Septimo Grado 0Documento224 páginasWWW - Mined.gob - SV Descarga Cipotes LT Septimo Grado 0MELVIN VILLATA88% (17)
- 3 Tejidos Parenquim-Ticos PDFDocumento7 páginas3 Tejidos Parenquim-Ticos PDFFacundo DominguezAinda não há avaliações
- Prótesis parcial removible: clases, componentes y retenedoresDocumento10 páginasPrótesis parcial removible: clases, componentes y retenedoreskoizorabigAinda não há avaliações
- Calidad Servicio Salud CuscoDocumento3 páginasCalidad Servicio Salud CuscoJosé Antonio AR100% (2)
- Ejercicios de Graficos de Control Por VariablesDocumento29 páginasEjercicios de Graficos de Control Por VariablesCarolina Noble MontesAinda não há avaliações
- Triaxial CUDocumento4 páginasTriaxial CUFer Andrés100% (1)
- 12 Pip Menor Trocha CarrozableDocumento23 páginas12 Pip Menor Trocha CarrozableJorge RenattoAinda não há avaliações
- Muestreo y Analisis de DatosDocumento6 páginasMuestreo y Analisis de DatosCruces OscarAinda não há avaliações
- Tríptico Cocina V2Documento2 páginasTríptico Cocina V2Elena ramosAinda não há avaliações
- Información geográfica de Huejutla de Reyes, HidalgoDocumento9 páginasInformación geográfica de Huejutla de Reyes, HidalgoOscar TrapalaAinda não há avaliações
- Limites InfinitosDocumento29 páginasLimites InfinitostmacspiderAinda não há avaliações
- Ev. 2 - Eq. 7 - Procesos de CalidadDocumento12 páginasEv. 2 - Eq. 7 - Procesos de Calidadandrea reyesAinda não há avaliações
- 7 Exquisitas Recetas de Ensaladas para Diabéticos - PDFDocumento14 páginas7 Exquisitas Recetas de Ensaladas para Diabéticos - PDFElmer Silva ReañoAinda não há avaliações
- Tarea 3 de Psicologia EducativaDocumento4 páginasTarea 3 de Psicologia EducativaclaritzaAinda não há avaliações
- Caso Ladrillo Sindical Del SurDocumento31 páginasCaso Ladrillo Sindical Del Surds fastAinda não há avaliações