Você também pode gostar
- Montaje y Desmontaje de RodamientosDocumento12 páginasMontaje y Desmontaje de RodamientosluisAinda não há avaliações
- Clasificacion de Maquinas T1.3Documento2 páginasClasificacion de Maquinas T1.3Daniel Alejandro Ortiz MartinezAinda não há avaliações
- Mandrinadora MantenimientoDocumento12 páginasMandrinadora MantenimientoUser3829 87Ainda não há avaliações
- Qué Es Un AMEFDocumento16 páginasQué Es Un AMEFramse56Ainda não há avaliações
- Junta de Ideas en El MantenimientoDocumento3 páginasJunta de Ideas en El MantenimientoJorge Arevalo Perez100% (1)
- Copia de Amef de Fresadora Kondia Fv-1Documento43 páginasCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoAinda não há avaliações
- Recomendaciones de Fluidos Caterpillar 2017Documento3 páginasRecomendaciones de Fluidos Caterpillar 2017Anonymous lT4kNsFBAinda não há avaliações
- 1 PLAN DE MANTENIMIENTO PREVENTIVO - Docx TEORIA - Docx ImprimirDocumento2 páginas1 PLAN DE MANTENIMIENTO PREVENTIVO - Docx TEORIA - Docx ImprimirErick CordovaAinda não há avaliações
- Formato de Orden de Trabajo de Mantenimiento PreventivoDocumento1 páginaFormato de Orden de Trabajo de Mantenimiento PreventivoSamuel SilvaAinda não há avaliações
- Ratios de MantenimientoDocumento4 páginasRatios de MantenimientoSahaquielAinda não há avaliações
- Realizar Un Inventario de Los Equipos Productivos y Equipos No ProductivosDocumento2 páginasRealizar Un Inventario de Los Equipos Productivos y Equipos No ProductivosLuis SalasAinda não há avaliações
- Método de Análisis de CriticidadDocumento5 páginasMétodo de Análisis de Criticidadj4n3thAinda não há avaliações
- Manual Programa Intervalos Mantenimiento Horas Maquinarias Pesadas Inspeccion Revision Lubricacion ServicioDocumento28 páginasManual Programa Intervalos Mantenimiento Horas Maquinarias Pesadas Inspeccion Revision Lubricacion ServiciovidenerAinda não há avaliações
- RCM Motoniveladora 16MEDITadoDocumento19 páginasRCM Motoniveladora 16MEDITadoAlex Capquequi Huayhua100% (1)
- Tractor AgrícolaDocumento55 páginasTractor AgrícolaEdgar OmarAinda não há avaliações
- Resumen UltrasonidoDocumento29 páginasResumen UltrasonidoJhonni Tunarosa100% (1)
- Plan de Tribologia FinalDocumento11 páginasPlan de Tribologia FinalOsvaldo HernandezAinda não há avaliações
- Cartilla Mantto JumboDocumento7 páginasCartilla Mantto JumboAnonymous bavJVtOjVAinda não há avaliações
- Mantenimiento Banda TransportadoraDocumento3 páginasMantenimiento Banda TransportadoraChristyan Elias Alvarez Lona0% (1)
- Mantenimiento para Grúas HidráulicasDocumento8 páginasMantenimiento para Grúas HidráulicasAnabell Lares100% (1)
- Hoja de Vida y Plan de MantenimientoDocumento2 páginasHoja de Vida y Plan de MantenimientoDagertt TorrAinda não há avaliações
- Mantenimiento de MaquinariaDocumento24 páginasMantenimiento de MaquinariaLucas RomeroAinda não há avaliações
- Taller 2 - Análisis de CriticidadDocumento12 páginasTaller 2 - Análisis de CriticidadJhonatan Pulido0% (1)
- 2 - Taller MecanicoDocumento58 páginas2 - Taller MecanicoJose Callupe Vargas100% (1)
- Gestion Del Mantto Tipos de MantenimientoDocumento19 páginasGestion Del Mantto Tipos de MantenimientoTomy Rodriguez MendozaAinda não há avaliações
- Evaluación Técnica Mantenimiento AutónomoDocumento2 páginasEvaluación Técnica Mantenimiento AutónomoRafael Segura ContrerasAinda não há avaliações
- Seguridad y Especificaciones CAEX 830E-ACDocumento8 páginasSeguridad y Especificaciones CAEX 830E-ACMARIO DEL PINO MUÑOZAinda não há avaliações
- Optimización de La Gestión Del Mantenimiento PDFDocumento18 páginasOptimización de La Gestión Del Mantenimiento PDFDaniel Oscar RuizAinda não há avaliações
- Analisis de Criticidad de Motoniveladoras (OK)Documento23 páginasAnalisis de Criticidad de Motoniveladoras (OK)Albert Jhon Haro CastilloAinda não há avaliações
- Unidad V LubricacionDocumento30 páginasUnidad V LubricacionbrnabeAinda não há avaliações
- Boris Mesias Tornillo Sin Fin - CoronaDocumento17 páginasBoris Mesias Tornillo Sin Fin - CoronaBoris Mesías TenteyoAinda não há avaliações
- Responsabilidades LubricadorDocumento2 páginasResponsabilidades LubricadorGiovany Alberto MonsalveAinda não há avaliações
- Hoja de Procesos RoscaDocumento5 páginasHoja de Procesos RoscaVyco Crow CrawAinda não há avaliações
- Puntos de EngraseDocumento4 páginasPuntos de EngraseAlex CastilloAinda não há avaliações
- Reparación Radiador y Enfriador Bulldozer Rev. 01Documento6 páginasReparación Radiador y Enfriador Bulldozer Rev. 01Rodrigo Enrique Aburto LuengoAinda não há avaliações
- Test Diagnóstico Dibujo Mecánico Aula Virtual PDFDocumento1 páginaTest Diagnóstico Dibujo Mecánico Aula Virtual PDFjeffersonAinda não há avaliações
- Filosofías y Herramientas de Mantenimiento en Nuestro Caso PracticoDocumento3 páginasFilosofías y Herramientas de Mantenimiento en Nuestro Caso PracticoSergioHernandezAinda não há avaliações
- Plan de Mantenimiento Preventivo FresadoraDocumento14 páginasPlan de Mantenimiento Preventivo FresadoraJose LB100% (1)
- Unidad 3 Mantenimiento Preventivo Modulo 1Documento44 páginasUnidad 3 Mantenimiento Preventivo Modulo 1Nicholas SmithAinda não há avaliações
- Planificacion Del Mantenimiento 2bDocumento1 páginaPlanificacion Del Mantenimiento 2broboan100% (2)
- Motoniveladora 140 K Analisis Tecnico PDFDocumento23 páginasMotoniveladora 140 K Analisis Tecnico PDFRober TiconaAinda não há avaliações
- 410 BulldozerDocumento23 páginas410 BulldozerJacqueline Isais OntiverosAinda não há avaliações
- Descripción y Análisis de Fallas Presentadas en Sellos Mecánicos de Bombas CentrífugasDocumento15 páginasDescripción y Análisis de Fallas Presentadas en Sellos Mecánicos de Bombas CentrífugasCarlos Rebollar100% (1)
- Diagrama Flujo Mantenimento Preventivo Universidad UisDocumento8 páginasDiagrama Flujo Mantenimento Preventivo Universidad UisCrystal Burks100% (1)
- Plan de Mantenimiento RodilloDocumento11 páginasPlan de Mantenimiento RodilloHenry Joel Perez GutierrezAinda não há avaliações
- Gestion Moderna ZegarraDocumento11 páginasGestion Moderna ZegarraHarold BendezuAinda não há avaliações
- Guía N°6 Tren de Rodaje y SECDocumento19 páginasGuía N°6 Tren de Rodaje y SECAlexander Barrios Ochoa100% (2)
- Como Reducir Costos Mantenimiento Chen PDFDocumento3 páginasComo Reducir Costos Mantenimiento Chen PDFFabian FarfanAinda não há avaliações
- 2 Montaje y Desmontaje de Rodamientos.Documento31 páginas2 Montaje y Desmontaje de Rodamientos.Alexis VilcapeAinda não há avaliações
- Guia de InfomanteDocumento6 páginasGuia de InfomanteEduin MontañezAinda não há avaliações
- Confiabilidad en Sistemas Serie-Paralelo (EJERCICIO)Documento3 páginasConfiabilidad en Sistemas Serie-Paralelo (EJERCICIO)Kelvin NavasAinda não há avaliações
- Manual Camión 830E-AC EspDocumento179 páginasManual Camión 830E-AC EspMateo PorrasAinda não há avaliações
- Curvas Características de RegulaciónDocumento9 páginasCurvas Características de RegulaciónIrene VelascoAinda não há avaliações
- Proyecto 1Documento33 páginasProyecto 1Toshico Alberto Moya InquilAinda não há avaliações
- DISEÑO DE PROGRAMA DE MANTENIMIENTO PREVENTIVO Retro 420 DDocumento24 páginasDISEÑO DE PROGRAMA DE MANTENIMIENTO PREVENTIVO Retro 420 DFermin AguilarAinda não há avaliações
- Semestral Dis Adm Prog Mant 2021 1LB241Documento3 páginasSemestral Dis Adm Prog Mant 2021 1LB241Wilmer Osses CornejoAinda não há avaliações
- Cuadernillo de Practicas de C.N.CDocumento154 páginasCuadernillo de Practicas de C.N.CJacob100% (1)
- Especificaciones Variadores de Velocidad ATV71 - Spa2Documento18 páginasEspecificaciones Variadores de Velocidad ATV71 - Spa2hookdanAinda não há avaliações
- Cap. ViiDocumento10 páginasCap. ViiJuan Ramiro Serrano PerezAinda não há avaliações
- Mantenimiento Basado en Condición (2015)Documento37 páginasMantenimiento Basado en Condición (2015)marix12100% (2)
- Carta de Presentacion Ferreteria PachecoDocumento2 páginasCarta de Presentacion Ferreteria PachecoDario Martinez50% (2)
- 'Tanques Almacenamiento 1000 300Documento2 páginas'Tanques Almacenamiento 1000 300Dario MartinezAinda não há avaliações
- Clasificacion Api y Caracterizticas GeneralesDocumento5 páginasClasificacion Api y Caracterizticas GeneralesDario MartinezAinda não há avaliações
- Conocimiento Del MotorDocumento1 páginaConocimiento Del MotorDario MartinezAinda não há avaliações
- Introducción A La InstrumentaciónDocumento20 páginasIntroducción A La InstrumentaciónJorge Luis Alavarez PérezAinda não há avaliações
- Control Electr Edificios InteligentesDocumento324 páginasControl Electr Edificios InteligentesDario MartinezAinda não há avaliações
- Tratamiento SuperficialDocumento10 páginasTratamiento SuperficialDario MartinezAinda não há avaliações
- Monitoreo GalvánicoDocumento8 páginasMonitoreo GalvánicoDario MartinezAinda não há avaliações
- Mi Expo de CreviceDocumento14 páginasMi Expo de CreviceDario MartinezAinda não há avaliações
- S1 - A3 - Reglamento de Fútbol.Documento5 páginasS1 - A3 - Reglamento de Fútbol.Laura Mariana Juárez ToledoAinda não há avaliações
- Linea TiempoDocumento4 páginasLinea TiempoMiru WeasleyAinda não há avaliações
- Educacion Fisica Osorio Lucas Tania MirelDocumento2 páginasEducacion Fisica Osorio Lucas Tania MirelEdgar Cuenca ReyesAinda não há avaliações
- Mata CholaDocumento11 páginasMata Cholarosario75% (4)
- Reglas de FutsalaDocumento3 páginasReglas de FutsalaWilf HernandezAinda não há avaliações
- Cuatro Nuevas Clases de PersonajesDocumento5 páginasCuatro Nuevas Clases de PersonajesSalva LaxAinda não há avaliações
- Curvas de Nivel - Nueva CajamarcaDocumento1 páginaCurvas de Nivel - Nueva CajamarcaDiego RuizAinda não há avaliações
- Reglas Del Futbol AmericanoDocumento6 páginasReglas Del Futbol AmericanoKaren Bonis100% (2)
- Sesion #3 Raices en Ecuaciones de Segundo Grado PDFDocumento2 páginasSesion #3 Raices en Ecuaciones de Segundo Grado PDFAndres CsLzAinda não há avaliações
- Catalogo de Novedades 2019Documento8 páginasCatalogo de Novedades 2019Miguel Ángel Escobar FloresAinda não há avaliações
- Paarcial t2 Geometria - RemovedDocumento4 páginasPaarcial t2 Geometria - RemovedAdrián LozanoAinda não há avaliações
- Ejercicios Resueltos Distribuciones de Probabilidad de Variable Discreta. La BinomialDocumento5 páginasEjercicios Resueltos Distribuciones de Probabilidad de Variable Discreta. La BinomialAna LopezAinda não há avaliações
- Narrativas Transmidia: El Universo Ficcional de Los ProsumidoresDocumento10 páginasNarrativas Transmidia: El Universo Ficcional de Los ProsumidoresMonica CohendozAinda não há avaliações
- Examen de Diagnóstico Matemáticas Primer Grado FraccionesDocumento1 páginaExamen de Diagnóstico Matemáticas Primer Grado FraccionesJose Martin Hernandez Torres100% (1)
- Planilla de FutbolDocumento3 páginasPlanilla de FutbolHugo Fernandez CeronAinda não há avaliações
- 100 InventosDocumento20 páginas100 InventosFantasma ChacatAinda não há avaliações
- Fiesta de CachimbosDocumento4 páginasFiesta de CachimbosGreissy EncinasAinda não há avaliações
- Yiruma - Reminiscence Keep Us TogetherDocumento3 páginasYiruma - Reminiscence Keep Us TogetherMichaelAinda não há avaliações
- LC-S1-2019 El Comportamiento y Su AdquisiciónDocumento22 páginasLC-S1-2019 El Comportamiento y Su AdquisiciónPercy Arturo Orellana Velásquez100% (2)
- Las 13 Reglas Originales Del BaloncestoDocumento3 páginasLas 13 Reglas Originales Del BaloncestoZONA VIALAinda não há avaliações
- Reporte de ProduccionDocumento3 páginasReporte de Produccioninpack reynosaAinda não há avaliações
- Dinamica de GruposDocumento44 páginasDinamica de GruposmanuelAinda não há avaliações
- Reglas Del Juego de Mesa SequenceDocumento3 páginasReglas Del Juego de Mesa SequenceRodri Rodri100% (4)
- Juegos de PersecucionDocumento8 páginasJuegos de PersecucionJhony Vasquez0% (1)
- El CachoDocumento2 páginasEl CachoextradepepinoAinda não há avaliações
- Juegos de CombinatoriaDocumento11 páginasJuegos de CombinatoriasudaquitaAinda não há avaliações
- Bingos Trios CH LL NDocumento7 páginasBingos Trios CH LL Nyurena MarinAinda não há avaliações
- Construcción TANGRAMDocumento6 páginasConstrucción TANGRAMJosé M Priego ChamorroAinda não há avaliações
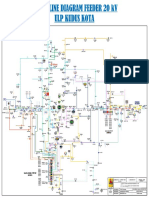
- KudusDocumento1 páginaKudusMuhammad Rizal FacrudinAinda não há avaliações
- PDF Plano Estructural CompressDocumento1 páginaPDF Plano Estructural CompressDiegoAinda não há avaliações