Você também pode gostar
- Rectificación y comprobación de culataDocumento2 páginasRectificación y comprobación de culataKeduar Nosferatus82% (17)
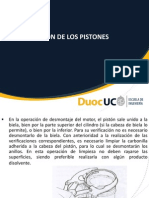
- Verificación de Los PistonesDocumento62 páginasVerificación de Los PistonesDante Eliezer Mora Farias62% (13)
- Recepción y Diagnósticos de La CulataDocumento3 páginasRecepción y Diagnósticos de La CulataGuido Cano Tinoco50% (4)
- Verificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesDocumento7 páginasVerificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesRoel Hector Cruz AnampaAinda não há avaliações
- Como Se Hace Una Prueba HidrostáticaDocumento6 páginasComo Se Hace Una Prueba HidrostáticalindaAinda não há avaliações
- Inspeccion y Montaje CulataDocumento21 páginasInspeccion y Montaje Culatarufuru100% (10)
- Inspeccion de CulataDocumento25 páginasInspeccion de CulataRonalAlcantaraHuaripata50% (4)
- Verificación Del Bloque de Cilindros.Documento11 páginasVerificación Del Bloque de Cilindros.Gustavo Palacios50% (4)
- Motores - Comprobación y reparación de la distribuciónDocumento15 páginasMotores - Comprobación y reparación de la distribucióncreafff50% (2)
- Desmontaje, Alineado y Montaje de Un CigüeñalDocumento5 páginasDesmontaje, Alineado y Montaje de Un Cigüeñalcalixtohenriquez50% (4)
- Verificación y reparación de componentes del motor: engranajes, cadena, correa y válvulasDocumento2 páginasVerificación y reparación de componentes del motor: engranajes, cadena, correa y válvulasJassen Artiko Castillo33% (3)
- Diagnóstico bloque cilindros motorDocumento7 páginasDiagnóstico bloque cilindros motorHugo Otoniel Cuyuch Coroy33% (3)
- Cuaderno - de - Informes Semana 3 de Diagnóstico y Afinamiento de Motores DiéselDocumento12 páginasCuaderno - de - Informes Semana 3 de Diagnóstico y Afinamiento de Motores DiéselMilton romario De la cruz de la cruz100% (1)
- Verificación y calibración de inyectores y bomba de inyección diéselDocumento8 páginasVerificación y calibración de inyectores y bomba de inyección diéselFreddy Valencia0% (2)
- Verificacion de CilindrosDocumento5 páginasVerificacion de CilindrospabloAinda não há avaliações
- Pruebas y Mediciones Q Se Realizan en La CulataDocumento8 páginasPruebas y Mediciones Q Se Realizan en La Culatacesar55% (11)
- Pruebas Del BlockDocumento13 páginasPruebas Del BlockGerardo Alexander0% (2)
- Comprobacion de Conicidad y Ovalamiento Del CiguenalDocumento9 páginasComprobacion de Conicidad y Ovalamiento Del CiguenalJhon Rojas79% (14)
- Calibracion de ValvulasDocumento8 páginasCalibracion de ValvulasDerioAinda não há avaliações
- Verificaciones y Diagnostico A La Culata y Valvulas - 1Documento4 páginasVerificaciones y Diagnostico A La Culata y Valvulas - 1ROQUEAinda não há avaliações
- Desmontar y Montar La Camisa Del CompresorDocumento2 páginasDesmontar y Montar La Camisa Del CompresorJoseth Toledo Martinez100% (1)
- Desmontaje - Montaje: DireccionDocumento95 páginasDesmontaje - Montaje: Direccionapi-380678186% (22)
- Procedimiento para Desmontar Caja de Cambios de Un RENAULT R21Documento3 páginasProcedimiento para Desmontar Caja de Cambios de Un RENAULT R21maxnerd88% (8)
- Trabajó Entregable de LIVER ROJAS VENANCIODocumento67 páginasTrabajó Entregable de LIVER ROJAS VENANCIOliver rojas100% (2)
- Programacion LlavesDocumento3 páginasProgramacion LlavesrobertviperAinda não há avaliações
- Diagnostico El Sistema de Inyección Electrónica Multipunto deDocumento14 páginasDiagnostico El Sistema de Inyección Electrónica Multipunto deJonathan Jesus Santisteban Rojas50% (2)
- Desmontaje de Culata y Cambio de Retenes de ValvulaDocumento5 páginasDesmontaje de Culata y Cambio de Retenes de ValvulaAlex AduviriAinda não há avaliações
- Analisis y Evaluación de MonoblockDocumento18 páginasAnalisis y Evaluación de MonoblockJordan Enriquez Cachuan100% (11)
- VÁLVULASDocumento8 páginasVÁLVULASjhony_sucasaca100% (1)
- Reparacion de Motores MedicionesDocumento10 páginasReparacion de Motores MedicionesYolvi YsagaAinda não há avaliações
- Sincronizacion de La DistribucionDocumento50 páginasSincronizacion de La Distribucionjimmy_huamancayo88% (68)
- Desmontaje - Montaje - PalieresDocumento29 páginasDesmontaje - Montaje - Palieresapi-380678167% (12)
- Toma de Mediciones Del Muñón de Bancada y Biela Del CigüeñalDocumento3 páginasToma de Mediciones Del Muñón de Bancada y Biela Del Cigüeñalwalter89% (9)
- Topes y BocinasDocumento7 páginasTopes y BocinasJV vargas100% (1)
- Diagnóstico de Fallas de La CulataDocumento2 páginasDiagnóstico de Fallas de La CulataJimmy Aleman70% (10)
- Reparacion de Motor Mediciones PDFDocumento106 páginasReparacion de Motor Mediciones PDFAbril Adams75% (4)
- INYECTORES HIDRAULICOS - RivasDocumento79 páginasINYECTORES HIDRAULICOS - Rivasdeny100% (1)
- Dirección asistida EPSDocumento13 páginasDirección asistida EPSJose Luis Hernandez Espino100% (1)
- Amod Amod. TrabajofinalDocumento3 páginasAmod Amod. TrabajofinalDiego Aarón Avendaño67% (3)
- Hoja de Tarea 3 Diagnosticar El Sistema de Control Del Motor, Sensores y ActuadoresDocumento7 páginasHoja de Tarea 3 Diagnosticar El Sistema de Control Del Motor, Sensores y ActuadoresJesus Ancco UturuncoAinda não há avaliações
- Hoja de práctica de taller de mecánica automotriz para reparar sistema de lubricaciónDocumento9 páginasHoja de práctica de taller de mecánica automotriz para reparar sistema de lubricaciónRONNY CASTILLO LLAMOCAAinda não há avaliações
- Proceso de Torque y Calibración de Un MotorDocumento15 páginasProceso de Torque y Calibración de Un MotorImirvlad GI100% (2)
- Amod Amod-612 Formatoalumnotrabajofinal1121212Documento9 páginasAmod Amod-612 Formatoalumnotrabajofinal1121212Mario Gonzales GarayAinda não há avaliações
- TC 1 2Documento8 páginasTC 1 2Omar J Choco100% (1)
- Topes y BocinasDocumento8 páginasTopes y BocinasJV vargas50% (2)
- Valvulas-Guias y Asiento de ValvulasDocumento40 páginasValvulas-Guias y Asiento de ValvulasArnolds Felix100% (3)
- Verificación de Bielas y Cambio de Bujes en El Pie de Biela.Documento24 páginasVerificación de Bielas y Cambio de Bujes en El Pie de Biela.Francis Paúl Rosales100% (3)
- Desmontar y Montar Culata ProyectoDocumento26 páginasDesmontar y Montar Culata ProyectoJuniorcito Rios75% (4)
- Volumen 07 Desmontaje y Diagnostico Del Conjunto MovilDocumento55 páginasVolumen 07 Desmontaje y Diagnostico Del Conjunto MovilEl Brito80% (5)
- Pruebas a elementos del motor de combustión: válvulas, guías, cilindros, cigüeñalDocumento4 páginasPruebas a elementos del motor de combustión: válvulas, guías, cilindros, cigüeñalRonny CárdenasAinda não há avaliações
- Verificación de CulataDocumento59 páginasVerificación de CulataNestor Antonio Gallardo ArosAinda não há avaliações
- Rectificado de Válvulas y Asientos de VálvulaDocumento4 páginasRectificado de Válvulas y Asientos de VálvulaMisael CHUMBES SAFORAS100% (1)
- Verificacion Culata Del MotorDocumento24 páginasVerificacion Culata Del MotorSergio Perlaza100% (1)
- Rectificación de VálvulasDocumento4 páginasRectificación de Válvulasluis kevin criollo izaAinda não há avaliações
- InvestigacionDocumento9 páginasInvestigacionTony ChipanaAinda não há avaliações
- Limpieza y armado del cabezote del motorDocumento31 páginasLimpieza y armado del cabezote del motorWilmer Contreras0% (1)
- 010 Motores T10 FinDocumento5 páginas010 Motores T10 FinGomez Moron AlfonsochicoAinda não há avaliações
- Montaje de CulataDocumento3 páginasMontaje de CulataKevin LangschwagerAinda não há avaliações
- Verificaciones de Los Componentes Del Motor.Documento61 páginasVerificaciones de Los Componentes Del Motor.Andres Cortes100% (1)
- Comprobacion de La PlanitudDocumento2 páginasComprobacion de La PlanitudChristian Paolo Garcia RodriguezAinda não há avaliações
- Resumen Capítulo 1Documento3 páginasResumen Capítulo 1Dante Eliezer Mora FariasAinda não há avaliações
- Planificación 1° A y 1° B, 2° A ListoDocumento8 páginasPlanificación 1° A y 1° B, 2° A ListoDante Eliezer Mora FariasAinda não há avaliações
- Organigrama TerminadoDocumento1 páginaOrganigrama TerminadoDante Eliezer Mora FariasAinda não há avaliações
- Curriculum VitaeDocumento1 páginaCurriculum VitaeDante Eliezer Mora FariasAinda não há avaliações
- Desmontaje de Culata y ComponentesDocumento18 páginasDesmontaje de Culata y ComponentesDante Eliezer Mora FariasAinda não há avaliações
- HorarioDocumento1 páginaHorarioDante Eliezer Mora FariasAinda não há avaliações
- Verificacion Del Bloque Con MarmolDocumento19 páginasVerificacion Del Bloque Con MarmolDante Eliezer Mora FariasAinda não há avaliações
- Organigrama TerminadoDocumento1 páginaOrganigrama TerminadoDante Eliezer Mora FariasAinda não há avaliações
- Presentación Seguridad Automóviles ESI SevillaDocumento21 páginasPresentación Seguridad Automóviles ESI Sevillaorlandogarza83Ainda não há avaliações
- Informe Isidora CorregidoDocumento4 páginasInforme Isidora CorregidoDante Eliezer Mora FariasAinda não há avaliações
- Compresión y GasesDocumento25 páginasCompresión y GasesDante Eliezer Mora FariasAinda não há avaliações
- Comportamiento Durante El CicloDocumento80 páginasComportamiento Durante El CicloDante Eliezer Mora FariasAinda não há avaliações
- Instrucciones de InstalacionDocumento1 páginaInstrucciones de InstalacionDante Eliezer Mora FariasAinda não há avaliações
- Bateria AutomotrizDocumento28 páginasBateria Automotriztenoriotaipe50% (2)
- Presentación Seguridad Automóviles ESI SevillaDocumento21 páginasPresentación Seguridad Automóviles ESI Sevillaorlandogarza83Ainda não há avaliações
- Diferencias entre el ciclo Diesel ideal y realDocumento25 páginasDiferencias entre el ciclo Diesel ideal y realDante Eliezer Mora FariasAinda não há avaliações
- 1º Ciclo Comprensión y Expresión OralDocumento21 páginas1º Ciclo Comprensión y Expresión OralValeria Contreras DiazAinda não há avaliações
- EncendidoDocumento38 páginasEncendidoDante Eliezer Mora FariasAinda não há avaliações
- Las vibrantes /r/ y /ŕDocumento8 páginasLas vibrantes /r/ y /ŕCony Ten DoAinda não há avaliações
- HorarioDocumento1 páginaHorarioDante Eliezer Mora FariasAinda não há avaliações
- Desmontaje de Culata y ComponentesDocumento18 páginasDesmontaje de Culata y ComponentesDante Eliezer Mora FariasAinda não há avaliações
- Prueba Unidad 2Documento1 páginaPrueba Unidad 2Dante Eliezer Mora FariasAinda não há avaliações
- Diferencias entre el ciclo Diesel ideal y realDocumento25 páginasDiferencias entre el ciclo Diesel ideal y realDante Eliezer Mora FariasAinda não há avaliações
- El Alfabetismo Dentro y Fuera de La EscuelaDocumento14 páginasEl Alfabetismo Dentro y Fuera de La EscuelaSelmy Pérez Canché100% (1)
- Juguemos A Leer.... Condemar NDocumento95 páginasJuguemos A Leer.... Condemar NPatricia SotoAinda não há avaliações
- Verificacion Del Bloque Con MarmolDocumento19 páginasVerificacion Del Bloque Con MarmolDante Eliezer Mora FariasAinda não há avaliações
- DESMONTAJE, INSPECCIÓN Y ARMADO DE MOTORES EN O MENOSDocumento38 páginasDESMONTAJE, INSPECCIÓN Y ARMADO DE MOTORES EN O MENOSDante Eliezer Mora FariasAinda não há avaliações
- Comportamiento Durante El CicloDocumento80 páginasComportamiento Durante El CicloDante Eliezer Mora FariasAinda não há avaliações
- Procesosbio - AbsorciónDocumento12 páginasProcesosbio - AbsorciónJazmin ZuñigaAinda não há avaliações
- Cómo Hacer Una Bomba de Ariete Casera Con Una Botella de PlásticoDocumento11 páginasCómo Hacer Una Bomba de Ariete Casera Con Una Botella de PlásticoEliana ZapataAinda não há avaliações
- Elaboracion de Nectar de Oca ListoDocumento38 páginasElaboracion de Nectar de Oca ListoLiz GuerreroAinda não há avaliações
- Manual de Laboratorio Quimica Organica (Reparado)Documento29 páginasManual de Laboratorio Quimica Organica (Reparado)Erika Lorena Cardozo DomínguezAinda não há avaliações
- Cómo Se Obtienen Los Materiales VítreosDocumento5 páginasCómo Se Obtienen Los Materiales VítreosSamantha Elizabeth Borjón CastroAinda não há avaliações
- Diagrama de flujo de producción de botellas de polipropilenoDocumento7 páginasDiagrama de flujo de producción de botellas de polipropilenoGilmer Williams Cáceres BenaventeAinda não há avaliações
- Diseño hormigón armado edificio residencialDocumento32 páginasDiseño hormigón armado edificio residencialYulia GonzálezAinda não há avaliações
- Carta Explicativa FastpackDocumento2 páginasCarta Explicativa Fastpackfrancisco ñancoAinda não há avaliações
- Marco Teorico Informe de Diseño de ConcretoDocumento5 páginasMarco Teorico Informe de Diseño de Concretoanon_909658178Ainda não há avaliações
- Eett Regularización VIVIENDA HERMANDocumento4 páginasEett Regularización VIVIENDA HERMANRodrigo ZentenoAinda não há avaliações
- Gabinetes S9000Documento20 páginasGabinetes S9000Lord KyluaAinda não há avaliações
- Efectos del plástico en ecosistemas y recomendaciones para evitar su consumoDocumento3 páginasEfectos del plástico en ecosistemas y recomendaciones para evitar su consumojulissa michell mejia hernandezAinda não há avaliações
- Sistemas de Maquinas de Control NuméricoDocumento10 páginasSistemas de Maquinas de Control NuméricoGermán SerranoAinda não há avaliações
- Z Aditivos - Desmoldante Z Desmol-ALDocumento1 páginaZ Aditivos - Desmoldante Z Desmol-ALNestor Csln L1Ainda não há avaliações
- Anuario Cimav 2000Documento49 páginasAnuario Cimav 2000Jose HallenAinda não há avaliações
- Cromatografía en ColumnaDocumento9 páginasCromatografía en ColumnaAndy Alvarado100% (1)
- Problemas AleacionesDocumento6 páginasProblemas AleacionesJessica HdezAinda não há avaliações
- Informe #1Documento14 páginasInforme #1ozukaru001Ainda não há avaliações
- Recristalización - EcuRedDocumento3 páginasRecristalización - EcuRedRobert Alexis PisfilAinda não há avaliações
- Informe de Elaboración y Adherencia de Morteros-Gp4Documento13 páginasInforme de Elaboración y Adherencia de Morteros-Gp4wins23Ainda não há avaliações
- Presupuesto ENSADocumento51 páginasPresupuesto ENSAYupan Illan AhuryAinda não há avaliações
- Reducción de partículas enDocumento6 páginasReducción de partículas ennicolas buitrago gomezAinda não há avaliações
- Procedimiento Construcción Estanque 2500m3 Rev 1Documento33 páginasProcedimiento Construcción Estanque 2500m3 Rev 1Ivan Castillo Zepeda56% (9)
- Texto expositivo electrónicaDocumento3 páginasTexto expositivo electrónicaIvan SilvaAinda não há avaliações
- Alzira Modulo3 UD10 UnionesSoldadasDocumento75 páginasAlzira Modulo3 UD10 UnionesSoldadasfrioycalor100% (1)
- Proyecto Luzmar 12-11-2023 LVRDocumento62 páginasProyecto Luzmar 12-11-2023 LVRleslytellezc1Ainda não há avaliações
- Formato 1Documento4 páginasFormato 1olga lucia puerto laraAinda não há avaliações
- UntitledDocumento11 páginasUntitledmacroarqAinda não há avaliações
- Montaje y mantenimiento de instalaciones de energías renovablesDocumento26 páginasMontaje y mantenimiento de instalaciones de energías renovablesmada2409Ainda não há avaliações