Você também pode gostar
- (TP01001) Improving Petroleum Custody Transfer Measurement AccuracyDocumento8 páginas(TP01001) Improving Petroleum Custody Transfer Measurement AccuracyRoberto Carlos TeixeiraAinda não há avaliações
- Handout 2 PTT Measurements PCB3013Documento12 páginasHandout 2 PTT Measurements PCB3013Chai CwsAinda não há avaliações
- API 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerDocumento9 páginasAPI 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerMahmoud El KhateebAinda não há avaliações
- Downhole Gas Separator Performance Simulation Software Paper SWPSC 2014Documento15 páginasDownhole Gas Separator Performance Simulation Software Paper SWPSC 2014angeles mendozaAinda não há avaliações
- Manual Qrod PDFDocumento17 páginasManual Qrod PDFEzequiel GuerreroAinda não há avaliações
- Me 262 Lecture 8Documento25 páginasMe 262 Lecture 8toaniltiwariAinda não há avaliações
- Brochure Xspoc PDFDocumento2 páginasBrochure Xspoc PDFAnonymous tlwA1ZRAinda não há avaliações
- Advanced Directional Drilling Trajectory ModellingDocumento133 páginasAdvanced Directional Drilling Trajectory ModellingAlexandru CroitoruAinda não há avaliações
- 1 Presentation Echometer QRod Quick Rod DesignDocumento23 páginas1 Presentation Echometer QRod Quick Rod DesignNIno Lenin Yupanqui SanchezAinda não há avaliações
- Gas Lift Paper ResearchDocumento15 páginasGas Lift Paper Researchmuki10Ainda não há avaliações
- 970803B Meter Fact. LinearDocumento4 páginas970803B Meter Fact. Linearsyed jeelani ahmedAinda não há avaliações
- Semilog Analysis for Oil Wells - WTADocumento32 páginasSemilog Analysis for Oil Wells - WTAChai CwsAinda não há avaliações
- F. J. Garber, SPE, University of Southwestern Louisiana And, J. G. Osorio, University National de ColombiaDocumento10 páginasF. J. Garber, SPE, University of Southwestern Louisiana And, J. G. Osorio, University National de ColombiaAndres CalvoAinda não há avaliações
- Part 15 Slug DST MDT IpttDocumento15 páginasPart 15 Slug DST MDT IpttChai CwsAinda não há avaliações
- Paper 39 Lawrence (Flow Measurement)Documento15 páginasPaper 39 Lawrence (Flow Measurement)Philip A Lawrence C.Eng. F. Inst M.C.Ainda não há avaliações
- Advances in Dynamometer TechnologyDocumento17 páginasAdvances in Dynamometer Technologysalakhid100% (1)
- Prosper Complete PDFDocumento552 páginasProsper Complete PDFJuan Manuel Hernandez SanchezAinda não há avaliações
- Shell DTS PrimerDocumento97 páginasShell DTS PrimershatalinAinda não há avaliações
- Data Retrievable by Conventional Dynacards PDFDocumento19 páginasData Retrievable by Conventional Dynacards PDFAvinav KumarAinda não há avaliações
- Dokumen - Pub - Modern Pressure Transient Analysis of Petroleum Reservoirs A Practical View 3031288882 9783031288883Documento230 páginasDokumen - Pub - Modern Pressure Transient Analysis of Petroleum Reservoirs A Practical View 3031288882 9783031288883sajjad moradiAinda não há avaliações
- SPE 135804 Direct Method of Estimating Average Reservoir Pressure For Flowing Oil and Gas WellsDocumento20 páginasSPE 135804 Direct Method of Estimating Average Reservoir Pressure For Flowing Oil and Gas WellsRahul SarafAinda não há avaliações
- Technical Standards and Specifications Including Safety StandardsDocumento10 páginasTechnical Standards and Specifications Including Safety StandardsGaurav YaduAinda não há avaliações
- SPE 77386 Analysis of Black Oil PVT Reports Revisited: B B B at P PDocumento5 páginasSPE 77386 Analysis of Black Oil PVT Reports Revisited: B B B at P PJuan MartinezAinda não há avaliações
- T14 Control Charts PDFDocumento9 páginasT14 Control Charts PDFVictor Enrique Rosales ParadaAinda não há avaliações
- Part 2 Add Note On Permeability and CompressibilityDocumento3 páginasPart 2 Add Note On Permeability and CompressibilityChai CwsAinda não há avaliações
- Acoustic Liquid Level Measurement Fundamentals GuideDocumento33 páginasAcoustic Liquid Level Measurement Fundamentals GuideLuis Enrique Muñoz SeguraAinda não há avaliações
- An Evaluation of Critical Multiphase Flow Performance Through Wellhead ChokesDocumento8 páginasAn Evaluation of Critical Multiphase Flow Performance Through Wellhead ChokesAhmed Khalil JaberAinda não há avaliações
- Pressure Transient PDFDocumento11 páginasPressure Transient PDFenriqueg_53Ainda não há avaliações
- Horizontal/Slant/Vertical Wells: SPE 24352 Analysis of L Nflow Performance Simulation of Solution-Gas Drive ForDocumento10 páginasHorizontal/Slant/Vertical Wells: SPE 24352 Analysis of L Nflow Performance Simulation of Solution-Gas Drive FormaharabdAinda não há avaliações
- Manual XspocDocumento178 páginasManual XspocHamed GeramiAinda não há avaliações
- Part 3 Global Reservoir Flow Regimes AzebDocumento38 páginasPart 3 Global Reservoir Flow Regimes AzebChai CwsAinda não há avaliações
- 7 - SPE-29312-MS - Inflow Performance Relationship For Perforated Wells PDFDocumento6 páginas7 - SPE-29312-MS - Inflow Performance Relationship For Perforated Wells PDFNACHO AVIÑAAinda não há avaliações
- Correlations StandingDocumento14 páginasCorrelations StandingIngrid GarciaAinda não há avaliações
- Advance Application of Liquid Flow-Computers ISHM Classroom Presentation May 2013Documento62 páginasAdvance Application of Liquid Flow-Computers ISHM Classroom Presentation May 2013Philip A Lawrence C.Eng. F. Inst M.C.Ainda não há avaliações
- The Flowing Material Balance Procedure L. Mattar R. Mcneil: This Article Begins On The Next PageDocumento14 páginasThe Flowing Material Balance Procedure L. Mattar R. Mcneil: This Article Begins On The Next PageAmr HegazyAinda não há avaliações
- Gas Lift - Unloading (Leslie Thompson)Documento59 páginasGas Lift - Unloading (Leslie Thompson)Reza RamadhanAinda não há avaliações
- Inertial Calcul PDFDocumento10 páginasInertial Calcul PDFatesarikAinda não há avaliações
- Spe 101388 MS PDocumento18 páginasSpe 101388 MS PMuhammed Al-BajriAinda não há avaliações
- ABB-733-WPO Understanding Coriolis Mass FlowmeterDocumento3 páginasABB-733-WPO Understanding Coriolis Mass FlowmetercarlosmandopintoAinda não há avaliações
- Unsolicited Rec'D: Statoil As., N-4001" Stavanger NorwayDocumento23 páginasUnsolicited Rec'D: Statoil As., N-4001" Stavanger NorwaySergio FloresAinda não há avaliações
- Field Measurement Handbook PDFDocumento63 páginasField Measurement Handbook PDFMin JiangAinda não há avaliações
- A Comprehensive Comparative Study On Analytical PI-IPR CorrelationsDocumento19 páginasA Comprehensive Comparative Study On Analytical PI-IPR CorrelationsAgung Doank YessAinda não há avaliações
- CAP6 Whitson Phase BehaviorDocumento21 páginasCAP6 Whitson Phase BehaviorMaría José MartínezAinda não há avaliações
- Colebrook EquationDocumento7 páginasColebrook EquationAhmed AwadallaAinda não há avaliações
- Sutton Z Factor Paper SPE-14265-MSDocumento16 páginasSutton Z Factor Paper SPE-14265-MSi786zzyAinda não há avaliações
- Spe 8206 Pa PDFDocumento12 páginasSpe 8206 Pa PDFSuci Nur HidayahAinda não há avaliações
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsNo EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsAinda não há avaliações
- Part 7a - Manual Log-Log Analysis WBS IARF ModelDocumento14 páginasPart 7a - Manual Log-Log Analysis WBS IARF ModelChai CwsAinda não há avaliações
- Flow Measurement Workshop Papers on Reducing UncertaintyDocumento8 páginasFlow Measurement Workshop Papers on Reducing UncertaintyjohnzrwAinda não há avaliações
- Flosystem User Course Example 6 Gas Lift Modelling and DesignDocumento37 páginasFlosystem User Course Example 6 Gas Lift Modelling and DesignKarenSibajaFabraAinda não há avaliações
- Contour™ Flow Conditioner Data Pack PDFDocumento14 páginasContour™ Flow Conditioner Data Pack PDFeduryuAinda não há avaliações
- 143 749 Specification Sheet Multiphase Wet Gas Meter 1Documento2 páginas143 749 Specification Sheet Multiphase Wet Gas Meter 1YLW-BEKASIAinda não há avaliações
- Aga Report 3-1 2003Documento61 páginasAga Report 3-1 2003CesarAinda não há avaliações
- AGA-9 Revision Draft 082403Documento49 páginasAGA-9 Revision Draft 082403mathijn75Ainda não há avaliações
- Product Data Sheet MPFM 2600 M Roxar en Us 170810 PDFDocumento10 páginasProduct Data Sheet MPFM 2600 M Roxar en Us 170810 PDFglopessAinda não há avaliações
- Development and Application of Classical Capillary Number Curve TheoryNo EverandDevelopment and Application of Classical Capillary Number Curve TheoryAinda não há avaliações
- Advanced Process Control A Complete Guide - 2020 EditionNo EverandAdvanced Process Control A Complete Guide - 2020 EditionAinda não há avaliações
- A Comparison of Liquid Petroleum Meters For Custody Transfer MeasurementDocumento12 páginasA Comparison of Liquid Petroleum Meters For Custody Transfer MeasurementAmr Guenena100% (2)
- FMC - A Comparison of Liquid Petroleum Meters For Custody Transfer MeasurementDocumento12 páginasFMC - A Comparison of Liquid Petroleum Meters For Custody Transfer MeasurementGregory Alberto Rodríguez PalominoAinda não há avaliações
- Introduction To Fiscal MeteringDocumento26 páginasIntroduction To Fiscal MeteringmulkaAinda não há avaliações
- (TP0V001) Theory and Application of Pulse Lnterpolation To Prover SystemsDocumento6 páginas(TP0V001) Theory and Application of Pulse Lnterpolation To Prover SystemsRoberto Carlos Teixeira100% (1)
- (SS0V002) Bi-Directional Sphere Type ProverDocumento2 páginas(SS0V002) Bi-Directional Sphere Type ProverRoberto Carlos TeixeiraAinda não há avaliações
- (TP0V002) Design of Displacement ProversDocumento7 páginas(TP0V002) Design of Displacement ProversRoberto Carlos Teixeira100% (1)
- (SF0A029) Oil Field Skid SolutionsDocumento2 páginas(SF0A029) Oil Field Skid SolutionsRoberto Carlos TeixeiraAinda não há avaliações
- (TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsDocumento4 páginas(TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsRoberto Carlos TeixeiraAinda não há avaliações
- (TP0A013) Liquid Measurement Station DesignDocumento5 páginas(TP0A013) Liquid Measurement Station DesignRoberto Carlos TeixeiraAinda não há avaliações
- (TP0A016) Smith Meter® LACT UnitDocumento8 páginas(TP0A016) Smith Meter® LACT UnitRoberto Carlos Teixeira100% (1)
- Smith Meter Lact UnitDocumento8 páginasSmith Meter Lact UnitDiana Lucía PadillaAinda não há avaliações
- (TP0A003) High Capacity Liquid Flow Metering and Proving Equipment For Offshore Crude Oil Storage and Transfer VesselsDocumento8 páginas(TP0A003) High Capacity Liquid Flow Metering and Proving Equipment For Offshore Crude Oil Storage and Transfer VesselsRoberto Carlos TeixeiraAinda não há avaliações
- (TP0A011) High-Capacity Liquid Measurement SystemsDocumento5 páginas(TP0A011) High-Capacity Liquid Measurement SystemsRoberto Carlos TeixeiraAinda não há avaliações
- (SB007A3) Smith Meter® AccuLoad® III Controller and Microload - Net™Documento3 páginas(SB007A3) Smith Meter® AccuLoad® III Controller and Microload - Net™Roberto Carlos TeixeiraAinda não há avaliações
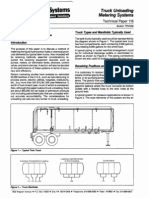
- (TP0A008) Truck Unloading Metering SystemsDocumento7 páginas(TP0A008) Truck Unloading Metering SystemsRoberto Carlos TeixeiraAinda não há avaliações
- (TP0A002) Pipeline Meter SelectionDocumento3 páginas(TP0A002) Pipeline Meter SelectionRoberto Carlos TeixeiraAinda não há avaliações
- (SS0V003) Uni-Directional Sphere Type ProverDocumento2 páginas(SS0V003) Uni-Directional Sphere Type ProverRoberto Carlos TeixeiraAinda não há avaliações
- (SB007A7E) Smith Meter® Blending Systems European MarketDocumento4 páginas(SB007A7E) Smith Meter® Blending Systems European MarketRoberto Carlos TeixeiraAinda não há avaliações
- (SB0A012) Smith Meter® Integrated Biofuels Blending SkidsDocumento8 páginas(SB0A012) Smith Meter® Integrated Biofuels Blending SkidsRoberto Carlos TeixeiraAinda não há avaliações
- (SB007A1E) Smith Meter® Rail and Tank Truck Terminal MetersDocumento2 páginas(SB007A1E) Smith Meter® Rail and Tank Truck Terminal MetersRoberto Carlos TeixeiraAinda não há avaliações
- (SB0A015) FMC Technologies Flow Research and Test CenterDocumento12 páginas(SB0A015) FMC Technologies Flow Research and Test CenterRoberto Carlos TeixeiraAinda não há avaliações
- (SB0A001) Measurement Products and Systems For The Oil and Gas IndustryDocumento62 páginas(SB0A001) Measurement Products and Systems For The Oil and Gas IndustryRoberto Carlos Teixeira100% (1)
- (SB007A6E) Smith Meter® Loading SystemsDocumento4 páginas(SB007A6E) Smith Meter® Loading SystemsRoberto Carlos TeixeiraAinda não há avaliações
- (SB007) Guide To Marketing TerminalsDocumento12 páginas(SB007) Guide To Marketing TerminalsRoberto Carlos TeixeiraAinda não há avaliações
- An Improved Numerical Model For Calculating Ship Hull Frame Transversal StructureDocumento14 páginasAn Improved Numerical Model For Calculating Ship Hull Frame Transversal StructureKiran DamaAinda não há avaliações
- Novidades Do Solid Works 2008Documento203 páginasNovidades Do Solid Works 2008Roberto Carlos TeixeiraAinda não há avaliações
- Auto LispDocumento85 páginasAuto LispHenrique LarcherAinda não há avaliações
- PC Repair Troubleshooting Course ManualDocumento73 páginasPC Repair Troubleshooting Course Manualyogeshdhuri22Ainda não há avaliações
- 309-King Agar-110991 PDFDocumento1 página309-King Agar-110991 PDFSneyder MurciaAinda não há avaliações
- Against Water Hummer PDFDocumento36 páginasAgainst Water Hummer PDFDenstar Ricardo SilalahiAinda não há avaliações
- Current Concepts in Orthopaedic Biomaterials and Implant FixationDocumento24 páginasCurrent Concepts in Orthopaedic Biomaterials and Implant FixationS.EAinda não há avaliações
- Application of Industrial and Agricultural Waste For Sustainable Construction PDFDocumento9 páginasApplication of Industrial and Agricultural Waste For Sustainable Construction PDFJayesh MagarAinda não há avaliações
- Astm A181-2001 PDFDocumento3 páginasAstm A181-2001 PDFMohammed TariqAinda não há avaliações
- 2593Documento9 páginas2593Zaid AhmadAinda não há avaliações
- MD - Ziaul AlamDocumento2 páginasMD - Ziaul AlamAvijit DasAinda não há avaliações
- Archaea 2016 PDFDocumento73 páginasArchaea 2016 PDFDr. Farokh Rokhbakhsh-Zamin50% (2)
- Lubricant Properties CalculatorDocumento14 páginasLubricant Properties CalculatorzamijakaAinda não há avaliações
- Sybron Endo Sealapex Root Canal SealerDocumento7 páginasSybron Endo Sealapex Root Canal Sealerenjoy enjoy enjoyAinda não há avaliações
- (2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)Documento56 páginas(2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)anon_369860093Ainda não há avaliações
- Chapter 4 and 5Documento51 páginasChapter 4 and 5Kyla Gabrielle TutoAinda não há avaliações
- Determination of Moisture ContentDocumento21 páginasDetermination of Moisture ContentasadaltafgillAinda não há avaliações
- PVC FlamethrowerDocumento21 páginasPVC FlamethrowerMike Nichlos100% (4)
- Alkaline Earth MetalDocumento33 páginasAlkaline Earth MetalSup FansAinda não há avaliações
- Constant HeadDocumento14 páginasConstant HeadfujiAinda não há avaliações
- Epoxidation of Castor Oil With Peracetic Acid Formed in Situ in The Presence of An Ion Exchange ResinDocumento8 páginasEpoxidation of Castor Oil With Peracetic Acid Formed in Situ in The Presence of An Ion Exchange ResinSölangs QüntellaAinda não há avaliações
- Chloroplast, PPTDocumento21 páginasChloroplast, PPTSuchitra Sk88% (8)
- Surgical Nursing Calculation PracticesDocumento2 páginasSurgical Nursing Calculation PracticesJéssica OinonenAinda não há avaliações
- Engineering Vol 56 1893-11-10Documento35 páginasEngineering Vol 56 1893-11-10ian_newAinda não há avaliações
- JHP 8 69Documento9 páginasJHP 8 69Khalil El BayadAinda não há avaliações
- Top 305 Companies in Pune RegionDocumento39 páginasTop 305 Companies in Pune RegionNiraj Thakkar0% (1)
- Sans 10137 2011Documento107 páginasSans 10137 2011Pamps Mangampo50% (2)
- Chinese GMP 2010Documento115 páginasChinese GMP 2010Atul SharmaAinda não há avaliações
- MANUAL - CoatingsDocumento285 páginasMANUAL - Coatingsbacitus100% (6)
- 2020-Intrinsic and tunable ferromagnetism in Bi0.5Na0.5TiO3 through CaFeO3-δ modification-Scientific Reports (10), 6189 (2020)Documento15 páginas2020-Intrinsic and tunable ferromagnetism in Bi0.5Na0.5TiO3 through CaFeO3-δ modification-Scientific Reports (10), 6189 (2020)Lương Hữu Bắc100% (1)
- Expwb3ans eDocumento67 páginasExpwb3ans eOlivia LinAinda não há avaliações
- Chemical Reactions and Energy ChangesDocumento6 páginasChemical Reactions and Energy ChangesMiku HatsuneAinda não há avaliações
- Chemical, Physical, and Baking Properties of Apple FiberDocumento4 páginasChemical, Physical, and Baking Properties of Apple FiberHector FloresAinda não há avaliações
- Identify Hazards and Risks in the WorkplaceDocumento7 páginasIdentify Hazards and Risks in the WorkplaceLeah Rizza CabaliwAinda não há avaliações