Escolar Documentos
Profissional Documentos
Cultura Documentos
NOÇÕES DE METALURGIA: HISTÓRIA E CONCEITOS
Enviado por
keniaarlinda0 notas0% acharam este documento útil (0 voto)
113 visualizações164 páginasTítulo original
Apostila_Noções_de_Metalurgia_-_UEMG
Direitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
113 visualizações164 páginasNOÇÕES DE METALURGIA: HISTÓRIA E CONCEITOS
Enviado por
keniaarlindaDireitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 164
NOES DE NOES DE NOES DE NOES DE
METALURGIA METALURGIA METALURGIA METALURGIA
Professor: Alin Jnior Machado Chaves
2
ndice
Captulo 01 - Introduo- Histria da Metalurgia e conceitos ..................................... 04
Introduo
O Uso dos Metais
O trabalho do Ferro
A Tcnica de Fundio do Ferro
O Mundo Medieval
A Alquimia
A Revoluo Cientifica
A Revoluo Industrial
O Ferro e o ao na construo
O Ferro e o ao no Brasil
Estruturas metlicas na construo
Bibliografia
Captulo 02 - Metalurgia Extrativa Conceitos, diviso bsica (hidrometalurgia,
pirometalurgia e eletrometalurgia) ...................................................... 15
Processos de Extrao e Recuperao
Pirometalurgia
Pirometalurgia No-ferrosa
Hidrometalurgia
Eletrometalurgia
Bibliografia
Captulo 03 - Metalurgia Extrativa dos Metais ............................................................... 28
Cobre
Ouro
Zinco
Nquel
Estanho
Chumbo
Mangans
Alumnio
Captulo 04 Balano de Massa...................................................................................... 58
Conceitos Fundamentais
Mol
Lei de gs Ideal
Balano de Massa
3
Captulo 05 Siderurgia................................................................................................... 68
Matrias- Primas utilizadas na Siderurgia
Minrio de Ferro
Fundentes
Combustveis
Refratrios
Aglomerao de Minrios
Sinterizao
Pelotizao
Alto-Forno
Produo de ao
Refino Primrio
Refino Secundrio
Lingotamento Contnuo
Captulo 06 Operaes Metalrgicas.........................................................................147
Laminao
Trefilao
Extruso
Forjammento
4
Cap Cap Cap Cap tulo I: Introduo tulo I: Introduo tulo I: Introduo tulo I: Introduo - -- - Histria da Histria da Histria da Histria da
Metalurgia e conceitos Metalurgia e conceitos Metalurgia e conceitos Metalurgia e conceitos
5
1.1- Introduo
To longe quanto se remonta no tempo, os vestgios do homem na Terra so marcados
por armas, por instrumentos ou pelo resultado da ao do fogo.
Enquanto desapareciam os animais ferozes, os homens comearam a estabelecer-se fora
das grutas e das cavernas, a praticar a agricultura e a domesticar animais. O perodo
correspondente, chamado Perodo Neoltico ou Nova Idade da Pedra, aquele em que se
constituram as bases tcnicas das nossas civilizaes.
O Perodo Neoltico caracterizado por uma considervel extenso das tcnicas
primitivas. Estas so a partir de ento aplicadas a gneros de vida novos e tm de
satisfazer necessidades variadas.
As transies de um grande perodo histrico para o seguinte so sempre graduais, e
assim foi a transio da Idade da Pedra para a Idade dos Metais. O cobre era utilizado no
Oriente Mdio j no quinto milnio antes de Cristo, e talvez tambm no Egito. O bronze
apareceu no Oriente no quarto milnio, e pouco mais tarde no Egeu, mas no surgiu no
mediterrneo ocidental antes do terceiro milnio a.C.
Todos os povos da Idade da Pedra Polida (Neoltico) tiveram um embrio de metalurgia.
Mas isso no quer dizer que todos tenham tido, desde essa poca, conhecimento das
tcnicas metalrgicas. Na realidade fizeram uso acidental de metais nativos,
especialmente o ouro.
A metalurgia uma sntese; pressupe o uso coerente de um conjunto de processos, e
no a prtica de um instrumento nico. A sua verdadeira origem desconhecida. Com
efeito, a forja pe em jogo as percusses (martelo), o fogo (fornalha), a gua (tmpera), o
ar (fole) e os princpios da alavanca.
No incio a raridade dos metais era to grande que s eram forjadas armas. A utensilagem
corrente continuava a ser de pedra ou de madeira. Por isso, o cobre, o bronze e o ferro
no vieram suplantar brutalmente a pedra. Instrumentos de pedra e instrumentos de metal
coexistiram at o incio dos tempos histricos e, em certos casos, at os nossos dias.
O desenvolvimento da civilizao desde o perodo neoltico prossegue atravs de uma
srie de 'culturas', caracterizadas cada uma delas por um conjunto mais ou menos definido
de tcnicas fundamentais.
O incio das civilizaes antigas est estreitamente ligado ao progresso dos trabalhos
agrcolas. Surgem as 'cidades', que o trabalho das aldeias alimenta. Estas cidades
dirigiro o comrcio, a indstria, a vida social, fixando as tribos. Assim se edificaram, em
bases pastoris e agrcolas, as civilizaes dos grandes imprios. A ceifa fez-se primeiro
com foices de madeira ou de barro providas de dentes de slex, muito cortantes, e depois
com foices metlicas.
O uso do cobre, depois do bronze, em seguida do ferro, vai-se definindo pouco a pouco na
evoluo destas culturas, sem introduzir uma brusca modificao.
6
1.2- O Uso dos Metais
Provavelmente, o cobre foi descoberto por acaso, quando alguma fogueira de
acampamento foi feita sobre pedras que continham minrio cprico. presumvel que
algum observador neoltico de olho arguto tenha notado o metal assim derretido pelo calor
do fogo, reproduzindo mais tarde o processo propositadamente. Por certo tempo o cobre
foi usado na forma pura porque assim era obtido. Mas o cobre puro por demais mole
para fazer instrumentos e armas teis. Do 4 ao 3 milnio, as tcnicas de fuso e
modelagem vo se sofisticando quando surge a primeira liga, o cobre arsnico, composto
to venenoso que logo ter que ser substitudo. O passo seguinte foi a descoberta de que
a adio ao cobre de apenas pequena proporo de estanho formava uma liga muito mais
dura e muito mais til do que o cobre puro. Era a descoberta do bronze, que possibilitou ao
homem modelar uma multido de novos e melhores utenslios: vasos, serras, espadas,
escudos, machados, trombetas, sinos e outros. Mais ou menos ao mesmo tempo, o
homem aprendeu a fundir ouro, prata e chumbo.
Entre 3.000 e 2.200 a.C. - poca contempornea dos sumrios e do antigo imprio egpcio
-, a Idade do Bronze chegou para os povos neolticos que ocupavam Creta e as Cclades.
Florescentes manufaturas de metal existiam em Creta por volta de 2500 a.C., nas Cclades
e na parte meridional do continente.
A procura dos minrios, pelos testemunhos que os egpcios, por exemplo, nos puderam
deixar, foi a causa de muitas expedies guerreiras e de inmeras rotas comerciais que
favoreceram as mais diversas trocas.
1.3- O trabalho do Ferro
Uma brilhante descoberta conduz a outra, s vezes logo depois. Assim, apenas cerca de
2.000 anos aps a descoberta do cobre e do bronze, o ferro tambm passou a ser usado.
Esse novo metal j era conhecido no segundo milnio antes de Cristo, mas por longo
tempo permaneceu raro e dispendioso e seu uso s foi amplamente estabelecido na
Europa por volta de 500 a.C.
Ao mencionar a descoberta do ferro, ultrapassamos os limites dos tempos pr-histricos e
invadimos a era da histria escrita. Ao alvorecer essa nova era, a cultura, em diversos
lugares, amadurecia em civilizao. Aps centenas de milhares de anos de lerda e tediosa
preparao pr-histrica, chega o princpio da histria da civilizao.
O vestgio mais remoto deste metal um conjunto de quatro esferas de ferro, datadas de
4000 a.C., encontradas em El-Gezivat, no Egito.
Por volta de 1500 a.C., havia explorao regular de minrio no oriente prximo e os hititas
so citados, na tradio grega, como o povo dominador das terras e da tcnica de
obteno e fabrico de instrumentos de ferro.
1.4 A Tcnica de Fundio do Ferro
Antes de saber como obter o ferro pela fuso de seus minrios, o homem por vezes fazia
ferramentas e armas de pedaos de meteoritos de ferro batidos. A fuso comeou a existir
7
na sia Menor por volta de 1.500 a.C. e a arte se tornou amplamente conhecida por volta
de 1.000 a.C.
Da descoberta no sabemos qual tenha sido o conjunto de acidente e intuio. Difundiu-se
lentamente, primeiro at o Egito e em seguida at o Egeu, onde, mesmo nos tempos
homricos, o ferro era considerado metal raro e as armas eram feitas de cobre reluzente.
O emprego do ferro alcanou a bacia do Danbio Superior por volta de 900 a.C., sendo
dessa rea levado pelos celtas migrantes rumo ao Ocidente at a Frana e a Pennsula
Ibrica, e no sentido norte-ocidental, atravs da Alemanha, at as Ilhas Britnicas.
Todo o ferro primitivo seria hoje em dia classificado como ferro forjado. O mtodo de obt-
lo "consistia em abrir um buraco em uma encosta, forr-lo com pedras, ench-lo com
minrio de ferro e madeira ou carvo vegetal e atear fogo ao combustvel. Uma vez
queimado todo o combustvel, era encontrada uma massa porosa, pedregosa e brilhante
entre as cinzas. Essa massa era colhida e batida a martelo, o que tornava o ferro
compacto e expulsava as impurezas em uma chuva de fagulhas. O tarugo acabado,
chamado 'lupa', tinha aproximadamente o tamanho de uma batata doce das grandes.
Com o tempo, o homem aprendeu como tornar o fogo mais quente soprando-o com um
fole e a construir um forno permanente de tijolos em vez de meramente fazer um buraco
no cho. O ao era feito pela fuso do minrio de ferro com um grande excesso de carvo
vegetal ou juntando ferro malevel e carvo vegetal e cozinhando o conjunto durante
vrios dias, at que o ferro absorvesse carvo suficiente para se transformar em ao.
Como esse processo era dispendioso e incerto e os fundidores nada sabiam da qumica
do metal com que trabalhavam, o ao permaneceu por muitos anos um metal escasso e
dispendioso. S tinha emprego em coisas de importncia vital como as lminas das
espadas.
1.5 - O Mundo Medieval
Aps a queda do Imprio Romano, desenvolveu-se na Espanha a Forja Catal, que veio a
dominar todo o processo de obteno de ferro e ao durante a Idade Mdia, espalhando-
se notadamente pela Alemanha, Inglaterra e Frana.
Desde o sculo VI ao sculo X, em pequena escala, depois sobretudo do sculo XI ao
sculo XIII, a obra de "colonizao" agrcola e de aproveitamento da terra foi sendo
realizada. Contudo, esses esforos s conseguem um fraco rendimento, pois a tcnica
continua sendo primitiva.
Com a 'coelheira moderna', uma inveno do sculo X, o cavalo tem a garganta
completamente livre e pode com toda a liberdade tomar a posio mais favorvel ao seu
esforo. Esta inveno tcnica, de extraordinria importncia, foi acompanhada por uma
srie de aperfeioamentos ou de inovaes que melhoraram e aumentaram os seus
efeitos. Um desses diz respeito ao prprio cavalo: a ferradura de cravos, inventada, ou,
talvez, reinventada, mas, em qualquer caso, sistematicamente desenvolvida na Idade
Mdia.
No sculo IV d.C. os fundidores hindus foram capazes de fundir alguns pilares de ferro que
se tornaram famosos. Um deles, ainda em Dli, tem uma altura de mais de 7 metros, com
outro meio metro abaixo do solo e um dimetro que varia de 40 cm a mais de 30cm; pesa
mais de 6 toneladas, feito de ferro forjado e sua fundio teria sido considerada
impossvel, naquele tamanho, na Europa, at poca relativamente recente. Mas a coisa
8
mais notvel, talvez, nesse e em outros pilares de sua espcie, a ausncia de
deteriorao ou de qualquer sinal de ferrugem (xido magntico de ferro seria a
explicao).
De todos os trabalhos dos chineses em fsica - campo em que eles deram muitas
contribuies importantes -, o mais significativo foi a inveno da bssola magntica. No
sculo VI, eles descobriram que pequenas agulhas de ferro podiam ser magnetizadas
caso fossem esfregadas com um pedao de magnetita (uma forma do xido de ferro).
Tempos depois, foi adotada pelos marinheiros, e era comum nos navios chineses talvez
desde o sculo X e, certamente, no sculo XI; seu uso pelos chineses para a navegao
precedeu sua adoo no Ocidente em pelo menos cem anos.
1.6- A Alquimia
Na cultura rabe, a alquimia era uma "mistura de cincia, arte e magia que floresceu
gradualmente at atingir uma forma inicial de qumica. A alquimia referia-se
transformao da substncia dos objetos na presena de um agente espiritual, muitas
vezes chamado de 'pedra filosofal'. Usavam-se metais e minerais, mas se acreditava que
participavam no apenas como corpos materiais, mas tambm como smbolos do mundo
csmico do homem - da sua correlao, em desenhos e manuscritos de alquimia, com
sinais astrolgicos: por exemplo, o sinal do Sol indicava o ouro, o da Lua, a prata,
enquanto o de Mercrio significava mercrio e Vnus, o cobre. Era uma 'cincia' que
envolvia o cosmo e a alma, em que a natureza era um domnio sagrado, que fazia nascer
minerais e metais.
A alquimia ocidental estava muito mais preocupada com a transmutao de metais no-
preciosos em ouro do que a oriental.
O ferro e o ao eram, nos tempos mais antigos, considerados inteiramente parte como
substncias diversas. Mas, assim como o alquimista medieval tentou transformar os
metais bsicos em ouro, assim tambm o trabalhador do ferro fez a tentativa - com xito
algo maior - de transformar o ferro em ao. Mas praticava ele apenas uma forma bem
sucedida de alquimia. Transformava uma substncia em outra por mtodos mais mgicos
do que cientficos. O seguinte trecho de um tratado medieval que descreve a manufatura
de uma lima de ao denota o ambiente de magia que cercava o que na realidade
constitua um processo metalrgico simplssimo:
Queima-se o chifre de um boi no fogo, raspando-o e misturando-o com uma tera parte de
sal e em seguida moendo-o bem. Depois coloca-se a lima no fogo e quando brilhar
salpica-se esse preparado por toda ela, e, aplicando-se algumas brasas, sopra-se
rapidamente sobre ela, mas de tal forma que a tmpera no caia... arrefecendo-a na gua.
Expresso em termos mais tcnicos, o processo descrito por Tefilo consistia em
acrescentar-se carbono e aquec-lo at que o ferro tivesse absorvido ou dissolvido
bastante carbono para adquirir as caractersticas do ao.
Assim, da aurora da Idade do Ferro at a ltima parte da Idade Mdia, o ferro era feito na
fornalha ou 'forja para fiar o ferro'. Ocasionalmente resultava o ao, conhecido como ao
'natural', porm o que de modo geral se obtinha era o ferro doce e soldvel, rico em
escria e impurezas. Ainda considerado um metal raro, o ferro era empregado,
naturalmente, para ferramentas, armas e armaduras. Com bastante freqncia, apenas a
9
relha de um arado pesado e a ponta da lmina eram de ferro. Pequena parcela era
empregada nos grandes prdios da poca clssica e medieval, muitas vezes sob a forma
de grades de ferro ornamental. Mas o ferro era desconhecido na cozinha. O marceneiro
geralmente tinha que trabalhar sem pregos; o arame era raro e uma agulha era quase
considerada uma herana. Contudo, a fabricao do ferro processou-se largamente na
Europa medieval, se no no resto do mundo antigo.
Permanece a verdade geral de que, antes do sc. XV, o ferro era obtido na Europa como
uma massa pastosa que podia ser moldada pelo uso do martelo e no como um lquido
que corresse para um molde.
O fim da Idade Mdia, que prepara a Europa moderna pela extenso do maquinismo,
tambm testemunha das primeiras intervenes do capitalismo no esforo para a
produo industrial.
Esta evoluo acompanhada por grandes progressos tcnicos, especialmente no que se
refere aos transportes martimos. Um impulso semelhante se observa no progresso da
metalurgia. A fora hidrulica foi aplicada aos foles da forja a partir dos princpios do
sculo XIII. Assim se obteve uma temperatura mais elevada e regular. A carburao mais
ativa deu a fundio, correndo na base do forno o ferro fundido susceptvel de fornecer
peas moldadas. O forno, que, a partir de ento, se pde ampliar, transformou-se no forno
de fole (3 m de altura) e em seguida, no alto-forno (5 m de altura).
O progresso tcnico mais importante na histria da indstria siderrgica foi a inveno do
alto-forno. Contudo, este no foi a criao de um gnio inventivo, tendo-se desenvolvido
gradualmente a partir da forja para fiar o ferro. As altas paredes desse alto-forno
rudimentar impediam que o lingote fosse retirado por cima. Ao invs, arrebentavam-se as
prprias paredes e removia-se a massa de ferro, sendo o forno reconstrudo para receber
outra carga. O primeiro alto-forno foi construdo no sculo XV. Desconhecem-se o tempo e
o local exatos, embora provavelmente tivesse sido na Rennia. A inveno alterou a
escala e natureza do trabalho em ferro.
Outra grande contribuio desse perodo consistiu na obteno de caracteres tipogrficos
metlicos mveis, bastante ntidos, susceptveis de resistir presso e ao desgaste e de
serem obtidos em nmero suficiente de maneira a permitir um resultado industrial. o
incio da imprensa moderna, sem dvida, um dos maiores impulsos ao Renascimento.
Desde o fim da Idade Mdia que o emprego do ferro fundido, o uso do arame e dos cabos
metlicos dava ao equipamento tcnico uma feio moderna completada pelo uso de
correias para transmisses mecnicas e pelo aperfeioamento das ligas metlicas.
1.7- A Revoluo Cientifica
O alto-forno a carvo mineral apareceu por volta de 1630. O primeiro laminador remonta
aproximadamente ao ano 1700. O processo de refinao do ferro chamado pudlagem foi
patenteado na Inglaterra em 1781 por Henry Cort, difundindo-se com rapidez bem
inusitada. A pudlagem descrita como a mais pesada forma de trabalho jamais
empreendida regularmente pelo homem. Entretanto, o grande impulso ao desenvolvimento
da siderurgia ocorreu com o advento da trao a vapor e o surgimento das ferrovias, a
primeira das quais inaugurada em 1827.
10
At o fim do sculo XVIII, a maior parte das mquinas industriais eram feitas de madeira.
O rpido desenvolvimento dos mtodos de refinao e de trabalho do ferro abriu caminho
a novas utilizaes do metal e construo de mquinas industriais e, por conseqncia,
produo em quantidade de objetos metlicos de uso geral. A verdadeira mquina de
metal: o desenvolvimento da metalurgia condicionar todo o desenvolvimento do
maquinismo.
Em meio s guerras napolenicas desenvolve-se a tcnica do ao de cadinho. Krupp um
dos reivindicantes da patente ao fim da guerra em 1815. Mas o ao de cadinho s podia
ser feito em quantidades relativamente pequenas, sendo o seu custo particularmente
elevado.
1.8- A Revoluo Industrial
Entre as descobertas cientficas, que gradativamente iam melhorando o processo de
produo industrial, merece destaque a "utilizao do carvo de pedra para reduo do
minrio de ferro, que resultou na localizao dos complexos siderrgicos - independente
da localizao das florestas fornecedoras do carvo de lenha - e que veio determinar, por
privilgios geolgicos, o pioneirismo de uma nao na siderurgia. A Gr-Bretanha foi,
realmente, a maior beneficiria dessa conquista cientfica, em razo de possuir, em
territrios economicamente prximos, jazidas de minrio de ferro e de carvo de pedra.
Junte-se a isto toda uma estrutura comercial voltada para o exterior e j se pode
vislumbrar o perfil de um pas que, praticamente sozinho, foi capaz de deter o privilgio de
domnio do mercado internacional de ferro, a ponto de ter sido considerada a 'oficina
mecnica do mundo'. Na Gr-Bretanha, na realidade, somente a indstria txtil suplantou a
indstria do ferro, na promissora aurora da Revoluo Industrial.
A expanso da Revoluo Industrial modificou totalmente a metalurgia e o mundo: o uso
de mquinas a vapor para injeo de ar no alto-forno, laminares, tornos mecnicos e o
aumento de produo transformaram o ferro e o ao no mais importante material de
construo. Em 1779, construiu-se a primeira ponte de ferro, em Coalbrookdale, Inglaterra;
em 1787, o primeiro barco de chapas de ferro e muitas outras inovaes.
Nenhum dos novos usos do ferro, no entanto, contribuiu de maneira mais decisiva para o
desenvolvimento da indstria siderrgica, do que as ferrovias.
Somente na dcada de 1830, graas s encomendas das ferrovias indstria siderrgica,
a indstria britnica retomou o ritmo de crescimento da ltima dcada do sculo XVIII.
Exatamente em 1830, entra em operao a ferrovia Liverpool-Manchester.
O auge da atividade de construo ferroviria se deu em 1847, quando a construo de
10.000 km de ferrovias estava em andamento. Por volta da dcada de 1850, este perodo
havia passado, e a estrutura bsica da rede ferroviria britnica havia sido estabelecida.
Quando a rede ferroviria britnica tinha sido completada, a indstria siderrgica ampliada
foi capaz de suprir matria-prima para a construo de ferrovias em outros pases. J em
1850 as exportaes atingiram 39% do produto bruto da indstria - durante a primeira
metade do sculo eram em mdia de apenas 25%.
11
Os investimentos britnicos em ferrovias, fora da Inglaterra, foram o carro-chefe das
exportaes durante toda a segunda metade do sculo XIX, representando s vsperas da
1 Grande Guerra, em 1913, 41% dos investimentos ultramarinos.
O crescimento da indstria siderrgica, certamente promovido pela implantao das redes
ferrovirias, no somente britnicas como tambm europias, ensejou a perspectiva de
produo de ferro e ao em uma escala nunca vista anteriormente.
Os mercados aproximavam-se da saturao, pois, com suas economias incipientes e
dependentes, no tinham capacidade de absorver a produo crescente da indstria
britnica. Enquanto isso, os Estados Unidos continuavam com sua produo crescente, j
que visavam quase que exclusivamente o mercado interno, de dimenses continentais.
A situao econmica da Gr-Bretanha se deteriorava a tal ponto que os Estados Unidos e
a Alemanha, no incio da dcada de 1890, j ultrapassavam a indstria britnica na sua
mercadoria essencial - o ao.
Assim, o desenvolvimento da indstria siderrgica criava sua prpria crise e, dessa vez to
sria, a ponto de ser chamada de a 'Grande Depresso'. O ltimo quarto do sculo XIX foi,
portanto, caracterizado pela agresso institucionalizada, agora sob a forma do
imperialismo, frmula encontrada para garantir os mercados e prolongar o domnio
econmico.
A siderurgia britnica tinha no entanto muito flego e, graas fabricao de navios a
vapor de ferro e ao e exportao de produtos siderrgicos, manteve-se ainda em
condies de concorrer com outros pases.
Na dcada de 1880-90 a produo dos altos-fornos dos Estados Unidos tornou-se a maior
do mundo, e antes de 1900 a produo de ao norte-americana ultrapassou a da sua rival
mais prxima, a Alemanha. Desde aquela data as indstrias siderrgicas do continente
norte-americano ampliaram-se num ritmo extraordinrio. Em 1957, os Estados Unidos e o
Canad produziram, conjuntamente, 36,6% do ferro gusa e 36,5% do ao bruto do mundo.
O rival mais prximo, a Unio Sovitica, produziu consideravelmente menos da metade
desse total.
Na segunda metade do sculo XIX o desenvolvimento siderrgico foi muito rpido,
aparecendo os processos Siemens Martin (1865), Bessemer (1870) e Thomas (1888), de
obteno do ao em escala industrial. Outro mtodo de fabricao do ao que ganhou
ampla aceitao o forno eltrico. Mas, devido s suas pesadas demandas de energia,
de operao dispendiosa. Embora seja capaz de fabricar o ao a partir do ferro gusa,
normalmente utilizado para o ulterior refino do metal j refinado.
O trabalho do ao, base da nossa civilizao, agora seguido, passo a passo, pelo
controle dos instrumentos cientficos, tanto na medida das temperaturas como no exame
microscpico dos produtos obtidos.
Atualmente o processo mais usado na obteno do ao o processo LD (Linz-Donawitz)
e, nas aciarias espalhadas pelo mundo, so produzidas centenas de milhes de toneladas
por ano (a marca de um milho de toneladas por ano foi conseguida em 1876; em 1926, j
se fabricava cem milhes de toneladas/ano, chegando-se atualmente a nveis de 700
milhes de toneladas, ou mais) de aos das mais diversas qualidades e propriedades
mecnicas, sob a forma de chapas, perfis, barras, tubos, trilhos, etc.
12
1.9- O Ferro e o ao na construo
H um momento na Histria em que o ferro passa a ser empregado com to diversificados
fins, dentre eles a construo de edifcios, que inevitvel o registro desse material como
um fator essencial para as transformaes de toda ordem por que passou a sociedade.
Este momento o sculo XIX.
J no final do sculo XVIII, por ocasio do que se convencionou chamar de Primeira
Revoluo Industrial, o ferro, entre outros produtos industriais, surgiu como um material
em condies de competir com os materiais de construo conhecidos e sacralizados at
ento, no que se refere a preo e outras qualidades.
O ferro esteve presente, a princpio timidamente, e posteriormente com mais intensidade,
como material de construo de uso considervel, a ponto de se falar em uma arquitetura
do ferro.
Esta arquitetura existiu nos pases europeus que se desenvolveram com a Revoluo
Industrial, nos Estados Unidos da Amrica do Norte, e se manifestou praticamente em
todo o mundo durante o sculo XIX.
A urbanizao, acentuada nos pases em fase de industrializao, mas tambm evidente
em portos que, apesar de situados em regies subdesenvolvidas, desempenhavam
importante papel para a comercializao dos produtos industrializados, foi um fator
decisivo para o surgimento de necessidades, que teriam de ser atendidas por novos
edifcios e novos servios. Em determinado momento, se chegou a pensar que o ferro viria
substituir quase todos os materiais at ento existentes. Em Londres, chegou a ser
experimentado um tipo de pavimentao com esse material.
bem verdade que tambm existia, por parte dos produtores, uma incontida ansiedade
por provar a viabilidade do novo material, justificada pelos desejados lucros nos negcios
de produo das encomendas.
Com o aparecimento das ferrovias surgiu a necessidade de se construrem numerosas
pontes e estaes ferrovirias, tendo sido estas as duas primeiras grandes aplicaes do
ferro nas construes. As pontes metlicas eram feitas inicialmente com ferro fundido,
depois com ao forjado e posteriormente passaram a ser construdas com ao laminado.
Na realidade, no se deve atribuir somente s potencialidades plsticas do ferro fundido,
nem s possibilidades estruturais do ao, o teor revolucionrio do novo material. O que o
ferro tinha de mais novo era a sua escala de produo, que era industrial, e que se
contrapunha a todo um processo de execuo das construes at ento.
Algumas obras notveis, de estrutura metlica, ainda em uso: a j referida ponte
Coalbrookdale (Inglaterra), em ferro fundido, vo de 31 m, construda em 1779; Britannia
Bridge (Inglaterra), viga caixo, com dois vos centrais de 140 m, construda em 1850;
Brooklin Bridge (New York), a primeira das grandes pontes pnseis, 486 m de vo livre,
construda em 1883; ponte ferroviria Firth of Forth (Esccia), viga Gerber com 521 m de
vo livre, construda em 1890; Torre Eiffel (Paris), 312 m de altura, construda em 1889;
Empire State Building (New York), 380 m de altura, construdo em 1933; Golden Gate
Bridge (San Francisco), ponte pnsil com 1280 m de vo livre, construda em 1937;
Verrazano - Narrows Bridge (New York), ponte pnsil com 1298 m de vo livre, construda
13
em 1964 e World Trade Center (New York), 410 m de altura, 110 andares, construdo em
1972.
1.10- O Ferro e o ao no Brasil
A atividade metalrgica no incio da colonizao exercida pelos artfices ferreiros,
caldeireiros, funileiros, latoeiros, sempre presentes nos grupos de portugueses que
desembarcavam nas recm-fundadas capitanias. "Por um lado, o artfice rapidamente
ampliava suas atividades tornando-se fazendeiro, preador de ndios ou comerciante e, por
outro, as normas de aprendizado eram abandonadas, especialmente a proibio de
acesso de ndios e escravos ao ofcio. A Cmara paulistana, ainda nos anos de 1500,
advertiu seguidas vezes seus ferreiros para que isso no acontecesse: como evitar,
entretanto, que o ferreiro ensinasse a seu filho bastardo mameluco o seu ofcio?
Surpreendente a justificativa da advertncia: 'O temor de que os ndios viessem a
substituir por armas de ferro os toscos tacapes, machados de pedra e farpas sseas das
flechas', ameaando as comunidades.
A matria-prima sempre foi importada e rara. Assim, os engenhos de acar tinham na
madeira seu principal material de construo, e metais s entravam nas operaes
absolutamente imprescindveis, como os tachos de cobre para o cozimento do melao,
machados, enxadas e foices de ferro.
Quanto ao ferro certo que dele se fundiu enquanto houve fbrica em Santo Amaro, nas
proximidades de So Paulo (as forjas da regio de Biraoiaba, anteriores a essa fbrica,
segundo alguns textos, e onde o ferro de incio passava por prata, s surgiram, de fato,
mais tarde) entre 1607 e depois de 1620: era um ferro brando, mais brando que o de
Biscaia, talvez por menos temperado, segundo um papel que consta do Livro Primeiro do
Governo do Brasil. Cabe ao menos certa importncia histrica ao engenho de Santo
Amaro, por ser, cronologicamente, o mais antigo de que h notcia no hemisfrio ocidental,
embora ao de Jamestown, na Virgnia, se d comumente essa primazia.
O minrio de ferro foi identificado e explorado desde o sculo XVI, como atestam as atas
da Cmara de So Paulo. Sobre essas primeiras exploraes, o Baro Eschwege d
notcia, sem precisar, entretanto, o processo utilizado para a obteno do ferro.
No sculo XVII temos referncia a forjas em Santana do Parnaba (So Paulo), Santo
ngelo (Missiones), e do governador do Maranho solicitando recursos para a instalao
de engenho de ferro, negado pela Coroa sob a alegao de que no convinha continuar a
manufatura dele, porque se o gentio o encontrasse com maior abundncia no serto,
instrudos pelos que fugissem da cidade, fcil seria fabric-lo, o que um grave dano ao
comrcio do Reino, por ser o ferro a melhor droga que dele podia vir.
O ferro forjado produzido no Brasil, cuja destinao maior seria para utenslios, ferragens e
armas de fogo, alm de no ultrapassar volume extremamente reduzido, devido
disperso da populao, ainda era de qualidade muito baixa, com alto teor de carbono e
de escria, produzindo um ferro quebradio e pouco malevel, de difcil estiramento.
Essa situao seria alterada somente com a vinda da Famlia Real, quando duas
ambiciosas empresas foram elaboradas, ambas com pesados investimentos estatais: o
intendente Cmara, em 1808, construiu altos-fornos em Serro Frio (Minas Gerais) e
14
Varnhagen, na mesma poca, procurou instalar uma grande siderrgica em Ipanema
(Sorocaba), prxima s antigas instalaes quinhentistas de Afonso Sardinha.
Mas, como o Baro de Eschwege observou, essas tentativas fracassaram pela fragilidade
do mercado local. Para este, as pequenas forjas eram mais do que suficientes.
A utilizao de produtos de ferro e ao se limitava, na primeira metade do sculo XIX, a
ferramentas de cultivo da terra e posteriormente, instalao de engenhos centrais de
acar. Esta uma inovao trazida pelos europeus para agilizar uma produo que ainda
justificava investimentos, em funo dos preos compensadores no mercado internacional
e at mesmo para baixar o custo de produo, pela sua racionalizao. Assim, os ingleses
tentaram inclusive instalar no Brasil indstrias de ferro, experincias frustradas tambm em
funo da concorrncia com produtos similares importados da Inglaterra e da Frana.(...)
Dentre elas, se destaca a Fundio d'Aurora, a 'Aurora Foundry' ou 'Starr & Cia.', fundada
em 1829 pelo ingls Christopher Starr, e que funcionou no Recife at 1873."(31)
1.11- Estruturas metlicas na construo
No sculo XIX, os ingleses dominaram os servios pblicos no Brasil. Quase sempre
instalavam esses servios s prprias expensas. Adquiriam a concesso da explorao
por um tempo determinado, suficiente para ressarcir as despesas com o investimento, os
custos de manuteno, os honorrios e os lucros. possvel, portanto, que eles
procurassem maximizar o investimento inicial, visando uma concesso mais longa de
explorao dos servios. provvel tambm que alguns itens desse investimento inicial
no tivessem de ser necessariamente importados, mesmo considerando que muitos
produtos industriais para construo civil aqui chegavam com melhor qualidade e melhor
preo do que os similares brasileiros.
Um servio, instalado no Brasil e monopolizado por firmas inglesas, foram as ferrovias,
monoplio esse somente rompido no fim do sculo XIX, pelo concurso dos belgas, mesmo
assim para pequenos ramais.
A partir da metade do sculo, foram construdas vrias estradas de ferro no pas, para
servir essencialmente aos propsitos da exportao de produtos agrcolas. As linhas
construdas no eram locadas com os objetivos de facilitar os transportes de pessoas e
mercadorias, servir a rede urbana existente e promover o seu desenvolvimento. Visavam,
primordialmente, o escoamento da produo local para os portos de exportao. De
qualquer forma, desempenharam importante papel no desenvolvimento local. Foi o caso
das estradas de ferro que transportaram caf, acar e algodo para os portos de Santos,
Rio de Janeiro, Recife, etc.
A arquitetura ferroviria - que tantas esperanas despertara na Europa entre os poucos
crticos de arte de vanguarda, tambm se manifestou aqui, repetindo, sem grandes
variaes e com raras excees, os modelos europeus.
Bibliografia
1. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 21-25
15
2. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 27-30
3. RONAN, COLIN A., Histria Ilustrada da Cincia da Universidade de Cambridge.
R.J.: Jorge Zahar Editor, v.I, 1987, p. 53-5.
4. RONAN, COLIN A., Histria Ilustrada da Cincia da Universidade de Cambridge.
R.J.: Jorge Zahar Editor, v.I, 1987, p.61.
5. DE CAMP, SPRAGUE, A Histria Secreta e Curiosa das Grandes Invenes....:
Lidador, p. 178.
6. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 36-46.
7. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 50-1.
8. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 63.
9. RONAN, COLIN A., Histria Ilustrada da Cincia da Universidade de Cambridge.
R.J.: Jorge Zahar Editor, v.II , 1987, p. 59-76.
10. RONAN, COLIN A., Histria Ilustrada da Cincia da Universidade de Cambridge.
R.J.: Jorge Zahar Editor, v.II , 1987, p. 126-7
11. POUNDS, NORMAN J. G., Geografia do ferro e do ao. R.J.: Zahar Editores, 1966,
p. 12-3
12. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 72-5
13. POUNDS, NORMAN J. G., Geografia do ferro e do ao. R.J.: Zahar Editores, 1966,
p.14-5
14. DUCASS, PIERRE, Histria das tcnicas. Lisboa: Publicaes Europa-
Amrica,1962, p. 77-87.
15. SILVA, GERALDO GOMES DA, Arquitetura do ferro no Brasil. S.P.: Nobel, 1986,
p.13-4.
16
Cap Cap Cap Cap tulo II: Metalurgia Extrativa tulo II: Metalurgia Extrativa tulo II: Metalurgia Extrativa tulo II: Metalurgia Extrativa
Conceitos Conceitos Conceitos Conceitos, ,, , D DD Diviso iviso iviso iviso B BB B sica sica sica sica
(hidrometalurgia, pirometalurgia e (hidrometalurgia, pirometalurgia e (hidrometalurgia, pirometalurgia e (hidrometalurgia, pirometalurgia e
eletrometalurgia eletrometalurgia eletrometalurgia eletrometalurgia) )) )
17
2.1- Processos de Extrao e Recuperao
Tradicionalmente a engenharia de extrao e recuperao de metais tem utilizado quatro
rotas de processamento:
Hidrometalurgia: que envolve o uso de solues aquosas, seja gua, solues
cidas \ alcalinas ou tambm reagentes orgnicos lquidos.
Pirometalurgia: que estuda as reaes de extrao em altas temperaturas, as que
se processam em fornos abertos ou fechados.
Eletrometalurgia: que estuda os fenmenos e reaes que se processam nas
solues aquosas devido passagem de energia eltrica.
Embora estes grupos de processos so de natureza bem diferente, a produo de um
metal ou composto metlico puro, realizada sempre atravs de processamentos
integrados que incluem combinaes estratgicas dos diferentes tipos de processos.
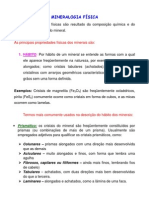
A escolha da rota de processamento depende fundamentalmente do custo por tonelada de
metal extrado. Este um fator que paralelamente depende de muitos outros fatores: A
Figura 1.3 mostra uma relao esquemtica dos fatores principais que influenciam a
seleo de um processo metalrgico.
Deve-se observar que, de forma geral as rotas que incluem processamentos em
temperaturas elevadas ou processamentos especiais que podem incluir a utilizao de
equipamentos sofisticados de alto custo, tal como: refino a vcuo, fuso em reatores
spray, etc., so empregadas para o processamento de materiais com elevado teor
metlico. S dessa maneira poder ser justificado o investimento em termos de retorno
financeiro para a indstria.
SELEO DO
PROCESSO
DE EXTRAO
Disponibilidade de Combustvel
Pureza
Caractersticas da Matria Prima
Teor
Metlico
Mercado
Oferta/demanda
Custo
da Energia
do
metal no
Produto Final
FIGURA I - Fatores que afetam a Seleo de um Processo de Extrao
18
Todos os fatores mostrados no anterior quadro, participam de forma preponderante na
escolha da rota que ser usada para a extrao do metal. Os processos de extrao
hidrometalrgica so, em geral, mais lentos que os processos pirometalrgicos e o custo
de reagentes usualmente alto. No entanto, estes processos so ideais e econmicos no
tratamento de materiais com teores baixos de metal tal como minrios secundrios e
resduos industriais.
Devido abundncia e custo relativamente baixo de combustveis fosseis tais como
coque, gs natural e leo combustvel, o processamento pirometalrgico se constitui na
principal rota para a obteno da maior parte dos metais importantes principalmente ferro
(ao), cobre e alumnio. Por outro lado, devido ao processamento em temperaturas
elevadas, a rota pirometalrgica mais adaptvel a altas taxas de produo do que as
rotas hidro e eletrometalrgica.
Os processos eletrometalrgicos so usados para tratar solues que contm uma alta
concentrao do metal ou para o refino final de nodos com alto teor metlico. Atravs
destes processos normalmente so obtidos produtos de alta pureza (cerca de 99,9 % de
teor metlico). Contudo, para preservar a economia global da produo industrial o uso
desta rota depende da disponibilidade de energia eltrica barata.
Processos eletrometalrgicos em altas temperaturas so usados como a alternativa
tcnico-econmica mais vivel para a produo de metais reativos tal como alumnio,
magnsio, etc.
O presente estudo se concentra no processamento pirometalrgico de materiais, sejam
estes minrios, minerais, concentrados ou resduos industriais, dando-se nfase particular
aos processos de extrao, recuperao e refino de metais no ferrosos importantes tais
como o Al, Cu, Zn, Mg, Pb, etc.
2.2- Pirometalurgia
A pirometalurgia o campo da metalurgia extrativa que estuda os processos de extrao
de metais a partir das matrias primas minerais, usando mtodos trmicos. A
pirometalurgia a diviso mais importante da metalurgia extrativa uma vez que est
envolvida na recuperao da maior parte dos metais. Os processos pirometalrgicos
podem ser convenientemente estudados a partir de dois pontos de vista:Os aspectos de
engenharia e os aspectos qumicos.
Os Aspectos de Engenharia: Os aspectos de engenharia pirometalrgica so agrupados
em seis categorias de processos e/ou operaes unitrias (15):
a) Transferncia de calor
b) Separaes gs-slido
c) Compactao de ps
d) Oxidao de fases slidas
e) Oxidao de fases fundidas
f) Reaes metalotrmicas
As aplicaes destes processos foram resumidas por Habashi[15] no seguinte quadro:
19
OPERAO UNITRIA
A P L I C A O
- Transferncia de Calor
Todos os Processos
- Separaes Gs-slido
Subsidirias a todos os Fornos
- Compactao de Ps
Matria prima para Fornos de
Cuba e Leito Fluidizado
- Oxidao de fases Solidas Minrios/Concentrados Sulfetados
- Oxidao de fases Fundidas Indstrias de Ao,Cobre e Niquel
- Reaes Metalotrmicas Preparao de Metais Reativos
por Reduo por outros Metais
Extensas ilustraes do uso das primeiras cinco formas so encontradas nas indstrias de
produo de metais comuns tais como Fe, Cu, Pb, Sn, Ni, etc. A modo de ilustrao, a
Figura 1.5 mostra um fluxograma simplificado em termos das operaes e processos
unitrios envolvidos na produo industrial de cobre.
Oxidao de
Fase slida
CONCENTRADO
(P fino)
Forno de
Reao
Oxidao de
Fase fundida
Sistema de
recuperao
de calor
SiO
2
gua
Gases frios
Gases
quentes
Separao
Gs / Slido
Cu
Disposio de Gases
Unidade de Recuperao de P
Vapor de gua
Unidade de Refino Eletroltico
Mate
FIGURA II Operaes Unitrias na Produo Industrial de Cobre
Os processos que envolvem reaes metalotrmicas se constituem numa tcnica especial
usada durante a produo de metais reativos, isto , metais que no podem ser reduzidos
por carbono ou por hidrognio.
20
Deve-se observar que durante o desenvolvimento da metalurgia extrativa convencional, a
maior parte das operaes e processos unitrios pirometalrgicos ocorriam seguindo o
esquema descontnuo ou em batelada. A tendncia pirometalrgica moderna, envolve,
cada vez mais, o desenvolvimento de processos contnuos e automatizados. Neste
sentido, a metalurgia de extrao de cobre, por exemplo, tem experimentado significativas
inovaes nas duas ltimas dcadas. Os processos contnuos oferecem enormes
vantagens, no s no sentido operacional (reduzindo etapas de processamento), mas
aumentando a eficincia dos processos com custos minimizados de transporte e
estocagem. Os aspectos de engenharia pirometalrgica podem ser estudados com
detalhe no excelente texto Metallurgical Engineering de R. Schuhmann[16].
Os Aspectos Qumicos: Os aspectos qumicos da produo de metais atravs de
mtodos pirometalrgicos, podem ser separados nos trs grupos mostrados na seguinte
figura:
ALIMENTAO
(Matria Prima + Reagentes + Resduos)
PRODUTO FINAL
TRATAMENTOS PRELIMINARES
(Preparao de Materiais para Reduo)
SEPARAO DE METAIS
REFINO DE PRODUTOS
(Produo de Metais ou Fases, Impuros)
(Obteno de Produtos Puros ou Refinados)
1
2
3
FIGURA III - Aspectos Qumicos na Produo de Metais via Pirometalurgia
1) Tratamentos Preliminares - Os tratamentos preliminares do material que serve de
alimentao para o processo, normalmente matria prima + reagentes + resduos
contendo o valor metlico, so realizados com o objetivo de quebrar a estrutura densa ou
compacta dos materiais obtendo-se um produto que de mais fcil tratamento seja por
mtodos fsicos ou qumicos.
2) Separao dos Metais - A etapa de separao dos metais envolve a liberao dos
metais a partir dos compostos presentes na matria prima. Isto normalmente realizado
aplicando processos de reduo ou converso, e em menor extenso atravs de oxidao
21
e decomposio trmica. Nesta etapa o metal pode ser produzido na forma slida,
formando um lquido metlico ou na forma de vapor metlico.
3) Refino de Produtos - O refino dos produtos obtidos na segunda etapa de tratamentos
um passo necessrio para a obteno de produtos finais com qualidade e pureza
comercial. A recuperao total dos metais nesta fase final, depende do grau de liberao
do metal na matria prima inicial. O produto refinado geralmente contm de 99,9 a 99,99
% do metal.
O seguinte quadro mostra uma relao dos processos existentes nestes trs grupos:
CLASSIFICAO P R O C E S S O APLICAO
Tratamento
Preliminar
Sulfatao de xidos
Ustulao de Sulfetos
Formao de Mates
Clorao
Fluoretao
Prtratamento Trmico
Calcinao, oxidao -
- Fuso redutora seletiva
- Transformao de fase
Separao de
Metais
Reduo de xidos
Converso
Decomposio Trmica
Refino de
Produtos
Qumico
Fsico-qumico
Fsico
Cu , Ni
Cu,Ni,Zn,Pb,Sn
Cu , Ni
Ti, Zr, Nb
Be, U
/ Mg, Ca / U, Au
Bi
Li
Fe,Zn,Pb,Sn,U
Cu, Ni, Pb
Pt, Pd
Fe, Cu, Pb, Ni
Pb
Cd, Zn, Fe, Hg
Observe que a eficincia global de produo na indstria pirometalrgica, assim como a
economia dos processos, dependem da aplicao apropriada de uma seqncia de
processos integrados que envolvem, usualmente mais de uma operao ou processo
compreendidos nos grupos listados no anterior quadro. A aplicao dos processos
unitrios mais importantes, dentro destas trs categorias, ser discutida com detalhe
durante o decorrer dos captulos deste texto. No entanto, resulta apropriado, neste ponto,
fazer consideraes de carter geral que podem servir como diretrizes para a elaborao
de projetos de produo pirometalrgica. Os seguintes pontos so ressaltados:
A) Com referncia Figura 1.6, deve-se indicar que a seqncia mostrada
corresponde a um enfoque geral do processamento podendo-se alterar a seqncia de
etapas segundo as necessidades do processo. Por exemplo, minrios com teores
elevados de Fe, Pb ou Zn, podem ser reduzidos diretamente a metal sem necessidade de
tratamentos prvios.
22
B) Freqentemente aparece a necessidade de intercalar um processo ou operao
hidrometalrgica ou de beneficiamento mineral, usualmente aps a etapa de tratamentos
preliminares.
C) Observa-se que tcnicas similares ou com o mesmo fundamento qumico podem
ser aplicadas em mais de um grupo de tratamentos. Por exemplo, os processos de
clorao podem ser usados tanto como tratamentos preliminares de um minrio, quanto
como processos de refino de certos metais. A formao de escrias uma operao
pirometalrgica muito comum que pode ser aplicada em qualquer uma das trs etapas.
D) Se o metal refinado est na forma fundida, o processo subseqente ser o
lingotamento contnuo; se est na forma de p, ele sofrer compresso a quente e, se est
na forma voltil, ser condensado ou segregado por destilao seletiva. Estas trs
tcnicas se constituem em campos especializados da engenharia metalrgica e esto fora
do escopo do presente texto. As referncias 17 a 20 so recomendadas para detalhes
destas tcnicas.
2.3- Pirometalurgia No-ferrosa
A pirometalurgia extrativa dividida em dois campos importantes: a siderurgia, que o
campo que lida com a produo industrial dos diversos tipos de aos, e a pirometalurgia
no-ferrosa que envolve a produo dos outros metais. Estas duas reas importantes da
metalurgia extrativa possuem diferenas considerveis tanto na prpria tecnologia de
processamento quanto nas possibilidades de elaborao ou aprimoramento de novas rotas
de processamento. A produo de ferro-gusa ou ao, a partir de minrios de ferro, utiliza,
ora o processo de reduo indireta em alto forno / refino em convertedores, ora os
processos de reduo direta. Os processamentos hidro ou eletrometalrgicos, no
encontram aplicao dentro do campo da tecnologia siderrgica.
A metalurgia extrativa de metais no-ferrosos cobre um campo muito vasto de tcnicas e
processos. Usualmente os tratamentos envolvem sistemas de processos integrados que
combinam as trs etapas apresentadas na Figura 1.6 envolvendo, tanto operaes e
processos pirometalrgicos, quanto hidro e eletrometalrgicos.
Embora os tratamentos preliminares e de refino de produtos sejam importantes dentro do
contexto global do processo integrado, a etapa de separao metlica a que se constitui
no passo principal para a recuperao do metal. A escolha do tipo e caractersticas do
processo de separao a ser utilizado depende de dois fatores ligados com a matria
prima usada como carga nos reatores de separao; estes so:
1) A natureza fsica do minrio ou concentrado: Depende principalmente do
tipo de beneficiamento ao que o minrio tem sido submetido. Fatores como granulometria,
porosidade e estado de agregao fsica so importantes. Minrios ou concentrados de
granulometria fina, normalmente podem ser aglomerados ou sinterizados para posterior
processamento em reatores em contra-corrente. Pelo contrario, materiais de granulometria
fina so processados de forma eficiente em reatores de leito fluidizado.
2) A natureza qumica do material: Os minerais recuperados a partir dos minrios
no-ferrosos tpicos, rara vez se encontram no estado qumico ideal para a converso
direta ao estado metlico. Por exemplo, os xidos metlicos so potencialmente de mais
23
fcil reduo do que os sulfetos, sulfatos ou carbonatos, sendo, conseqentemente a
oxidao destes compostos uma fase necessria prvia reduo. De forma geral pode-
se estabelecer, que a converso qumica freqentemente um processo de muita
utilidade na fase de preparao da matria prima, para reduo.
2.4 - Hidrometalurgia
O termo Hidrometalurgia designa processos de extrao de metais nos quais a principal
etapa de separao metal-ganga envolve reaes de dissoluo do mineral-minrio em
meio aquoso.
As aplicaes tradicionais da Hidrometalurgia incluem a produo de alumina, ouro,
urnio, zinco, nquel, cobre, titnio, dentre outros.
Um fluxograma genrico de processo hidrometalrgico mostrado na Figura 1.
Figura IV - Etapas principais de um fluxograma hidrometalrgico
A primeira etapa, preparao, ajusta as propriedades fsico-qumicas do slido, tais como
a granulometria, composio, teor, natureza qumica e porosidade, para a etapa seguinte
(lixiviao). A preparao envolve operaes clssicas de tratamento de minrios
(cominuio, classificao, concentrao e separao slido-lquido). Em alguns casos,
entretanto, a preparao para a lixiviao requer modificaes qumicas do minrio ou
concentrado. Nesses casos so utilizados processos pirometalrgicos, tais como:
ustulao (na oxidao de ZnS em ZnO ou na oxidao de minrios refratrios de ouro2),
de reduo (lateritas de Ni no processo de lixiviao amoniacal), hidrometalrgicos
(oxidao sob presso de minrios refratrios de ouro) e biohidrometalrgicos
(biooxidao de minrios refratrios de ouro). Nos processos biohidrometalrgicos, as
reaes so mediadas por microrganismos, guardadas as condies operacionais
necessrias para a atuao eficaz desses microrganismos (i.e., potencial redox, pH,
24
temperatura, concentrao de oxignio e nutrientes). Nos exemplos anteriores, o pr-
tratamento do minrio facilitar a extrao do metal, seja, por exemplo, pela obteno de
uma nova fase de mais pronta dissoluo ou pela criao de acesso (porosidade) para os
reagentes na matriz slida que contm o metal a ser lixiviado. A seletividade, em alguns
casos, tambm melhorada.
Aps a preparao do minrio, tem-se a etapa de lixiviao. Esta e a recuperao do
metal, constituem as etapas mais caractersticas do fluxograma hidrometalrgico. A
lixiviao consiste na dissoluo seletiva de minerais contendo o metal ou metais de
interesse atravs do contato do slido (minrio ou concentrado) com uma fase aquosa
contendo cidos (freqentemente o cido sulfrico), bases (como hidrxidos de amnio e
sdio) ou agentes complexantes (como o cianeto de sdio e o hidrxido de amnio), em
condies variadas de presso e temperatura (usualmente de 25 a 250C). A lixiviao
pode ser mediada por microrganismos (biolixiviao), sendo a grande aplicao desta na
dissoluo de sulfetos.
As operaes de lixiviao podem ser classificadas em dois grandes grupos: leito esttico
e tanques agitados. O primeiro inclui a lixiviao in situ, em pilhas (de rejeito, estril ou
minrio) ou em tanques estticos (vat leaching). Esta ltima, em desuso, foi utilizada at a
ltima dcada na mina de cobre de Chuquicamata, Chile. O segundo grupo compreende a
lixiviao em tanques agitados - abertos ou sob presso. Seguem-se a essa etapa, as
operaes de separao slido-lquido (ciclonagem, espessamento e filtragem) para a
obteno da fase aquosa ou licor (contendo o metal de interesse). A eficincia desta etapa
determinante para a minimizao das perdas de metal solvel na polpa, que constituir o
rejeito, e de consumo de gua nova no processo. Por outro lado, as caractersticas dos
slidos a serem descartados tambm sero determinantes nos custos de disposio do
rejeito e no risco potencial de impactos ambientais.
A etapa de tratamento do licor produzido na lixiviao visa purificao da soluo
(atravs da separao de elementos provenientes da dissoluo da ganga e que podem
afetar a etapa posterior de recuperao do metal) e concentrao da soluo contendo o
metal dissolvido at os nveis adequados etapa seguinte de recuperao. Eventualmente
esta etapa pode levar obteno de subprodutos. O tratamento do licor envolve processos
tais como: precipitao, adsoro em carvo ativado ou em resinas polimricas de troca
inica e extrao por solventes - SX. importante destacar que os processos utilizados
nessa etapa podem ser aplicados ao tratamento de efluentes, visando concentrao e
remoo de contaminantes.
A ltima etapa do fluxograma hidrometalrgico tem como objetivo a recuperao do metal.
Este pode ser obtido na forma de sal ou hidrxido metlico (como Al2O3.nH2O e CuSO4),
atravs de processos de precipitao/cristalizao ou na forma metlica. No segundo
caso, utiliza reaes de reduo em fase aquosa, como a cementao (reduo via
oxidao de um metal menos nobre), a reduo por hidrognio ou a eletrorrecuperao,
que, por sua vez, o principal processo utilizado na produo de metais de elevada
pureza diretamente de solues aquosas. O processo envolve a aplicao de uma
diferena de potencial entre ctodos-nodos imersos em soluo aquosa e usado na
obteno de cobre, zinco, nquel, ouro, dentre outros. Para metais de potencial redox
muito negativo, como o alumnio, a eletrorrecuperao realizada em banho de sais
fundidos.
As principais aplicaes de processos hidrometalrgicos no Brasil so representadas pela
extrao de minrios de ouro (processo convencional, tal como na RPM Kinross, em
Paracatu, e refratrios ouro em pirita e arsenopirita - como nas usinas da Anglo Gold
25
Ashanti e So Bento); nquel (lateritas, Votorantim Metais VM, em Niquelndia); zinco
(minrios silicatados e sulfetados, VM em Trs Marias e Juiz de Fora) e alumnio
(processos Bayer e Hall-Heroult, diversas usinas).
A Tabelas 1 destaca as principais etapas desses processos. Em menor escala, os
processos hidrometalrgicos tambm so usados na extrao de minrio de urnio e na
produo de xidos de terras-raras. Embora no designadas como tal, a produo de
cido fosfrico atravs da lixiviao da apatita com cido sulfrico e a lixiviao in situ de
NaCl (Braskem-Macei) tambm poderiam ser includas dentre as aplicaes de
processos fundamentalmente hidrometalrgicos.
As perspectivas de ampliao das aplicaes da Hidrometalurgia so bastante
promissoras, diante dos grandes investimentos previstos para o pas, em especial para o
cobre e nquel. Os projetos da Companhia Vale do Rio Doce (CVRD) para o cobre,
utilizando rotas bio e hidrometalrgicas, pretendem transformar o Brasil em um dos
grandes produtores mundiais do metal. A escala de produo desses metais, as
caractersticas complexas dos minrios e a opo por rotas hidrometalrgicas, algumas
ainda no consolidadas em escala industrial, criam vrios desafios, inmeras
oportunidades e, como conseqncia, condies reais para uma mudana de patamar na
importncia da Hidrometalurgia no pas.
Tabela I - Exemplos de aplicao de processos hidrometalrgicos
26
2.5 - Eletrometalurgia
Dentro do vasto campo da metalurgia extrativa, os processos eletrometalrgicos envolvem
a aplicao dos princpios de separao eletroltica para a recuperao e/ou refino de
metais. Dentro desse campo os processos podem ser divididos em dois grupos que so:
Eletrometalurgia de solues aquosas: Envolve a recuperao de metais que se
encontram dissolvidos em solues aquosas que foram previamente purificadas. Neste
contexto os processos so classificados em processos de eletrorecuperao e processos
de eletrorefino. Exemplos tpicos so a extrao de Cobre e Zinco.
Eletrometalurgia de sais fundidos: Envolve a recuperao de metais leves tais como
Alumnio e Magnsio, em temperaturas elevadas, a partir de banhos metlicos que contem
sais fundidos desses metais. Esses so chamados de Processos de Eletrofuso.
O desenvolvimento das caractersticas peculiares dos processos de eletrofuso
justificado pelo seguinte motivo:
Certos metais altamente eletropositivos, chamados "metais reativos", possuem a
tendncia termodinmica de reagirem com a maior parte dos materiais, incluindo
refratrios e materiais cermicos, em temperaturas elevadas. Devido a este fato,
a produo industrial desses metais no pode ser realizada por processos
pirometalrgicos convencionais tal como fuso redutora ou reduo
metalotrmica.
Deve ser observado que a produo de metais por eletrofuso de custo elevado devido a
que a extrao deve ser realizada a partir de banhos purificados que no contenham
impurezas metlicas. Quando essas impurezas possuem um carter eletroqumico mais
ativo (metais mais eletroativos) do que o metal desejado, elas sero c-precipitadas nas
clulas de eletrofuso comprometendo, assim, a pureza do produto final. Por essa razo,
na seqncia de produo industrial existe normalmente a necessidade de um
processamento prvio das matrias primas para a produo do composto puro que ser
logo fundido para a obteno do metal.
Dentro da tecnologia atual, os mtodos para a produo de metais por eletrofuso
compreendem a obteno de um sal puro do metal e logo a eletrlise do sal para a
recuperao do elemento metlico. Em geral, todos os metais que esto situados acima
do metal Mn, na srie de potenciais eletroqumicos sero passveis de produo por
tcnicas de eletrofuso. Assim, essas tcnicas so usadas para a produo de Al, Mg, Be,
Ce, Li, Na, K e Ca. Estes processos poderiam tambm ser utilizados para a produo
de metais menos reativos embora sem nenhuma vantagem econmica.
Embora os princpios eletroqumicos sejam os mesmos, os processos de eletrofuso
diferem dos processos eletrolticos que ocorrem em solues aquosas, principalmente
devido ao uso de temperaturas altas. Isto se reflete principalmente em calores de
reao elevados, baixas eficincias de processo e perdas de metal por volatilizao. Por
outro lado, visto que os processos de eletrofuso envolvem a reduo dos metais
atendendo ao grau de forca eletroqumica destes, torna-se necessria a purificao
prvia dos sais que contm as matrias primas.
A Figura abaixo mostra um esquema tpico de uma clula de eletrofuso tal como
utilizada no processo industrial:
27
Pode-se observar, nesta figura, que a eletrlise de um banho de sais fundidos requer de
um recipiente, chamado de clula de reao, para conter o banho metlico ou de sais
fundidos, dispositivos para coletar o metal liquido produzido e um sistema de
alimentao de tenso eltrica formado por um catodo e um nodo. Esta energia
eltrica destinada a promover a decomposio do sal metlico contido no banho.
O banho metlico pode estar formado por um sal puro do metal ou uma mistura deste
sal com um sal de um metal mais reativo. Neste ultimo caso o banho metlico serve
como solvente do elemento metlico a ser recuperado.
Um dos aspectos crticos da eletrlise de sais fundidos a purificao do banho
metlico. O sal ou oxido do metal a ser produzido deve ser o mais puro possvel.
As impurezas eletroquimicamente mais ativas do que o metal, sero reduzidas com a
conseqente migrao destas para o catodo. Estas impurezas podero precipitar no
catodo, contaminando assim a pureza do metal desejado, causar reaes de
deslocamento e reduzir consideravelmente a eficincia energtica das clulas.
+ +
Retificador
Anodo de Ao
Anodo de Grafita
Banho de
sais fundidos
Catodo de Ao
Catodo de Grafita
Banho metlico
Metal lquido
- - - - - - - -
Crosta de
sal fundido
FIGURA V: Clula Tpica de Eletrofuso
Bibliografia
1. VILLEGAS E.., Fundamentos dos Processos Eletrometalrgicos, Monografia do
DEM / UFMG , 1992.
2. KUBASCHEWSKI O., EVANS E.; Metallurgical Thermochemistry,
Pergamon Press, New York , 1967
28
3 DE OLIVEIRA B.F. , Avaliao Quantitativa de Processos de Produo de Alumnio
Primrio sob Aspectos Energtico e Ambiental, Dissertao de Mestrado
DEMET/UFMG, 1992
4. DENNIS W.H., Extractive Metallurgy; Philosophical Library Inc., New York, 1965,
Caps. 2 e 8
5. PEHLKE R.D., Unit Processes of Extractive Metallurgy, American Elsevier
Publishing Co.Inc., New York, 1973, Cap. 7
6. MOORE J.J., Chemical Metallurgy, Butterworths and Co. Publishers,
London, 1981, Cap. 6
7. ROSENQUIVST T., Principles of Extractive Metallurgy, McGraw Hill Book Co.
New York, 1974 , Caps. 15 e 16
8. PEARSON T.G., The Chemical Background of the Aluminum
Industry, The Royal Institute of Chemistry, London 1957.
9. OLIVEIRA, B., F., VILLEGAS, E. A., Controle ambiental na fabricao de alumnio
em modernas unidades no Brasil, In: ENCON. DO HEMISF. SUL S/TECNOLOGIA
MINERAL, 3, 1992, So Loureno. Anais... Belo Horizonte: Associao Brasileira de
Tecnologia Mineral, 1992, p854-872.
10. BAGLIN, E. G., McINTOSH, S. M. Electrode watering of Bayer muds - laboratory
studies. Dept. of interior, Bureau of Mines, Rept, Inv. n o 9153, Washington, 1987.
11. GIESTA, S., M., ALMEIDA, T., L., Teor de Fluoretos em Amostras de Pastagens no
Municpio de Rio Grande - RS, Revista Vetor, UFRS, Rio Grande, 5, 1995, p7-12.
12. OLIVEIRA B.F. & VILLEGAS E.A. , Gerenciamento Ambiental na Indstria do
Alumnio, Anais do VII Simpsio Minero-Metalrgico da UFMG, 1996
13. FRANKE, et al. Soedeberg pot operation with tar free past. Light Metals, NY, 35, 233,
p1689-1692, Nov 1986.
14. VILLEGAS E.A. Metalurgia Extrativa do Magnsio, Monografia do DEM/UFMG,
Belo Horizonte, 1991
15. MANTELL C.L., Electrochemical Engineering, McGraw-Hill Book Co., New York,
1960
29
Captulo III: Metalurgia Extrativa dos
Metais
30
3.1- Cobre
3.1.1- ORIGEM
A palavra cobre derivada cuprum, que significa metal da ilha de Chipre, onde foi
descoberto em estado natural durante a Antigidade. Atualmente, obtido apartir de
minrios, sendo os mais divulgados os minrios sulfurados. Existem minas na Inglaterra,
Rssia, Egito, Japo, Estados Unidos e Congo.
Dois destes minrios destacaram-se em primeiro plano:
- A calcopirita (Cu2S + Fe2S3) cujo teor em cobre de 34,5 %,
- A calcosita (Cu2S) contendo cerca de 80 % de cobre.
Os minrios oxidados e carbonatados tambm so encontrados freqentemente:
- A cuprita (Cu2O), xido de cobre,
- A azurita (2 CuCo3), carbonato de cobre.
Uma observao geral deve ser feita sobre o local das jazidas de minrios de cobre: h
predominncia de minrios oxidados na superfcie, os minrios sulfurados
encontrando-se, pelo contrrio, em profundidade.
3.1.2- HISTRIA
Pr-histria, O cobre foi o primeiro metal conhecido pelo homem. Ainda que seja difcil
estabelecer a data na qual iniciou a ser utilizado, se tem uma primeira evidencia do seu
uso entre os anos 8000 e 4000 a.C. Idade de Bronze, A obteno do metal combinado
com outros elementos, foi muito mais tarde, mais ou menos nos anos 3500 a.C., talvez
provindo de um contato acidental do fogo com algum tipo de mineral cprifero. O
homem no tardaria em notar que da combinao do cobre e o zinco (Zn) se obtinha uma
sustncia muito mais resistente e de maior utilidade para a fabricao de
ferramentas, armas e os mais diversos utenslios. A sim surgiu a primeira liga conhecida
que deu seu nome a uma poca da historia da Humanidade: A idade de bronze. Idade
Mdia, Durante a idade media seguiu-se utilizando o cobre, e em especial suas ligas, em
incontveis aplicaes, em cabe destacar a fundio de
grandes canhes e sinos. Idade Moderna, Nos tempos modernos, a eletricidade
deu um marco no principio da utilizao do cobre em grandes quantidades, devido a suas
caractersticas especiais, que fazem dele idneo como material bsico
para a conduo desta energia.
Sua utilizao de forma massiva, tal como hoje conhecido, teve comeo de
desenvolvimento nas suas mltiplas aplicaes a principio do sculo XX.
Sculo XX, No ltimo sculo, o cobre se converteu no material bsico a a onde a
eletricidade e necessria, ou seja, praticamente na totalidade das atividades industriais
e domsticas.
3.1.3- METALURGIA DO COBRE PREPARAO
pelo calor que so geralmente tratados o minrio de cobre, mas a par da
termometalurgia, existe um processo de extrao eletroltico. Antes de se submeter aos
diversos tratamentos trmicos, os minrios so submetidos a uma preparao
mecnica que tem por objetivo enriquecer aqueles, eliminando a ganga, isto , todos os
elementos no contendo metal ou em quantidade insuficiente para merecer um tratamento
trmico. Entre estas operaes, citam-se a moagem, a lavagem e a flotaco. Neste ltimo
mtodo, o metal pulverizado na presena de um leo que
s envolve os elementos sulfurados. O conjunto em seguida colocado na gua: os
elementos sulfurados envolvidos no leo flutuam, enquanto que a ganga afunda.
31
3.1.4. EXTRAO DO COBRE
Os tratamentos trmicos sucessivos para obter cobre so os seguintes:
a) Calcinao do minrio (15 a 25%)
b) Fuso para obter uma massa contendo cerca de 25 a 45 % de cobre
c) Refinao ao conversor, a sada do qual aparece o cobre em bruto
d) Refinao do cobre bruto
Primeira operao:
- Calcinao:
Os minrios sulfurados sofrem uma calcinao que elimina os elementos volteis e
prepara a eliminao do enxofre, combinando este com o cobre. Os minrios oxidados so
tratados num forno especial chamado Water Jacket no qual o oxignio do
minrio reduzido. Este forno possui paredes de alvenaria que so revestidas de camisas
metlicas com circulao hidrulica, com o objetivo de aumentar sua durao.
Por um processo complexo, o enxofre e o oxignio so eliminados formando um gs
sulfuroso SO2 (adicionado com gua recuperado para a fabricao de
cido sulfuroso). O cobre ento extrado sob uma forma ainda impura chamada massa
cprica. A operao exotrmica. Cu 40 a 50 %
Segunda operao:
A massa cprica obtida apresenta uma grande quantidade de impurezas. , portanto
necessrio proceder a uma afinao por meio de um conversor, que permite um
ganho considervel de tempo e melhora o rendimento. um cilindro de ao revestido
internamente de tijolos refratrios (de natureza bsica) e cuja posio pode ser mudada
segundo os estgios da operao, assim como a insuflao de ar. Inclinando o aparelho
eliminam-se as escrias por simples vazamento. A operao prossegue at
que a massa atinja uma pureza de 98 a 99 % de cobre. A temperatura do banho atinge
1200 C.
Terceira operao:
- Refinao:
1 Refinao trmica D: O cobre em bruto tambm pode ser refinado como os aos, em
fornos de atmosfera oxidante. Os metais mais raros que o cobre (ouro, prata, selnio)
subsistem, no entanto no metal, que pode ter, se a afinao for bem feita, propriedades
comparveis as do cobre eletroltico.
2 Refinao eletroltica E: O cobre em bruto com 98 % no mnimo refinado por processo
eletroltico (e). vazado em placas que constituem os andos e que mergulham num
banho de sulfato de cobre e sulfato de ferro. O ctodo formado por uma folha fina de
cobre puro. Durante a passagem de uma corrente contnua no banho, os ons de cobre
Cu++ depositam-se sobre o ctodo enquanto que os ons SO4 - - combinam-se com os
metais dos anodos e do sulfatos que regeneram o eletrlito. Escolhendo uma diferena
de potencial suficientemente fraca entre os anodos e os ctodos, s os ctions de cobre
depositam-se. Obtm-se, assim, uma filtragem seletiva do cobre por meio de uma corrente
eltrica. Sua pureza atinge 99,98 %.
32
3 Cobre OFHC (isento de oxignio e de alta condutividade): Este metal obtido por fuso,
depois pela desoxidao dos ctodos obtidos por eletrlise e por fim
fundido sob atmosfera redutora. Pode conter at 99,995 % de cobre, e torna-se ento
excelente condutor de corrente eltrica e adere perfeitamente ao vidro.
3.1.5. PROPRIEDADES
a) Fsicas:
Aspecto: metal de bonita cor rosa avermelhado.
Densidade: 8,9 kg/dm3.
Ponto de fuso: 1083 C.
Resistividade eltrica: 0,0171 mm2/m (cobre + 0,04 %O2).
Coeficiente de dilatao a 20 C: 16,5.10-6 por C.
b) Qumicas:
A gua pura no exerce ao nenhuma sobre o cobre, qualquer que seja a temperatura. A
temperatura comum, o ar mido provoca a oxidao do cobre. H a formao de uma
camada superficial de vedete que protege o metal de um ataque em profundidade. O cobre
atacado por todos os cidos.
c) Mecnicas:
Variam muito, segundo o estado do metal. O cobre dctil e malevel a frio, contudo, este
trabalho leva a um estiramento intenso que se pode fazer desaparecer.
3.1.6. UTILIZAO DO COBRE
a) Eletricidade, no campo da eletricidade, onde o cobre encontra a sua aplicao mais
importante. Mais de 60 % do cobre refinado que se consome no mundo
destinado a utilizao relacionadas com ela.
Dentro destas aplicaes se destacam os arames e cabos, tanto para o transporte da
eletricidade at os pontos finais onde se usa, como para a sua distribuio dentro dos
prdios.
b) Instalaes de gua, gs e calefao. c) Transportes e comunicaes.
d) Tecnologia Aeroespacial
- Vantagens em sua utilizao:
a) De fcil instalao b) Duradouro c) Rentvel d) Ecolgico e) Resistente f) Universal
3.1.7. REFERNCIAS BIBLIOGRAFICAS
[1] Princpios de Cincia e Engenharia dos Materiais
William F. Smith.
[2] www.elcobre.com El cobre, Campaa Europea de
Informacin de Tubo y accesorios de Cobre.
33
3.2- Ouro
3.2.1- INTRODUO
Entre todos os metais o ouro o mais desejado pelos homens, tendo sido, desde os
primrdios da histria, um dos responsveis pela conquista de terras e por muitos
combates que levaram a extino total ou quase total de inmeros povos.
Pode-se ainda dizer que exerceu o ouro um papel muito importante na evoluo de
cincias como a Qumica. De fato, a preocupao dos alquimistas da Idade Mdia em
transformar os metais bsicos ou deles extrair o ouro, e mesmo em encontrar o elixir da
vida e a fonte da juventude atravs da dissoluo do metal em vrias substncias, levou a
deteco de muitas frmulas e processos qumicos. A primeira descoberta de ouro perde-
se na antigidade, envolta em lendas e relatos histricos. Segundo Boyle (1979), alguns
autores citam Cadmus, o Fencio, como o seu descobridor. Outros mencionam Thoas
como o tendo encontrado nas Montanhas da Trcia. Na mitologia grega, Mercrio, filho de
Jpiter, dado como o seu criador.
No entanto, referncias ao metal existem em praticamente todas as civilizaes antigas,
como os egpcios, hindus, chineses, hebreus, e inmeros artefatos de ouro foram
descobertos em escavaes realizadas nas tumbas clticas (Frana) e dos faras
egpcios. Pelo menos nos ltimos 6.000 anos tem sido o metal intensamente minerado no
mundo.
Os primeiros objetos de ouro devem Ter sido fabricados diretamente do metal nativo. Mais
tarde, em meados do primeiro milnio antes de Cristo, passou-se a utilizar um mtodo de
purificao e, quase ao mesmo tempo, o processo de fabricao de ligas de ouro com
prata e cobre passou a ser usado.
Ainda por volta de 1.000 a.C., descobriu-se que o mercrio apresentava a faculdade de
aderir ao ouro, nascendo, assim, a amalgamao, ainda hoje muito empregada no
tratamento de minrios aurferos. A extrao de ouro a partir de sulfetos, atravs da fuso
do minrio adicionando-se slica, era utilizada pelos antigos gregos e romanos, assim
como o emprego de sal e cidos para separar o ouro e a prata.
3.2.2. APLICAES
As propriedades do ouro conduziram a humanidade a escolher este como padro de
riqueza e de lastro do sistema monetrio internacional, alm de ser usado para confeco
de objetos de arte, de adorno e de joalheria. Em virtude de sua pequena dureza, para que
o ouro seja manuseado necessrio lig-lo prata, cobre, nquel ou paldio para torn-lo
resistente.
A maior parte do ouro produzido em todo o mundo absorvido pelos prprios estados,
para cunhagem de moeda e principalmente para reservas bancrias como garantia de
equilbrio nas transaes comerciais internacionais. Estima-se que mais de metade de
toda a produo mundial de ouro tenha este destino.
As aplicaes funcionais existem na indstria eletrnica e aeroespacial. comum realizar
eletrodeposies de ouro em componentes eletrnicos, escudos de calor, dodos, circuitos
impressos ou pinos de ligao. Os filmes de ouro muito finos tm uma excelente
refletividade ao infravermelho, uma boa resistncia corroso e garantem um baixo rudo
34
de contato. Tambm se utiliza ouro em ligas destinadas a prteses dentrias, contatos
eltricos, equipamento qumico, fotografia, etc.
3.2.3. PROCESSOS
A definio da rota tecnolgica para o tratamento dos minrios visando a extrao de ouro
inclui fatores econmicos e tcnicos. Destacam-se, entre estes, as caractersticas
mineralgicas da matriz e algumas propriedades fsica e qumica do metal, em ltima
instncia, delimitam o conjunto de operaes passveis de serem utilizadas no
processamento, dentre a quais destacam-se:
Formao de compostos intermetlicos com o mercrio (utilizao da amalgama como
forma de recuperao das partculas grosseiras de ouro);
Hidrofobicidade e respostas positivas a coletores de flotao;
Solubilidade em solues aquosas de cianetos de metais alcalinos;
Formandos compostos relativamente estveis.
3.2.4- MTODOS
a) LIXIVIAO: POR PERCOLAO E POR AGITAO
Ustulao: visa atingir dois objetivos fundamentais: Liberao do ouro, pela modificao da
estrutura cristalina dos minerais, produzindo composto porosos e remoo das espcies
interferentes (ciancidas).
Fornos utilizados: Forno horizontal de soleira nica , do tipo Edwards:
Forno vertical de soleira mltipla , do tipo Wedge e
Fornos de leito fluidizado.
APLICAES DE BIOTECNOLOGIA
A lixiviao bacteriana uma das alternativas para o pr-tratamento de minrios refratrios
visando posterior cianetao do ouro > consiste na oxidao de espcies minerais atravs
da ao direta da bactria Thioba-cillus ferrooxidans ou por compostos por ela
produzidos que oxida diretamente os compostos reduzidos de enxofre , incluindo sulfetos
metlicos , alm de oxidar Fe2+ a Fe3+ .
A biotecnologia no se restringe ao pr-tratamento de minrios refratrios . Pesquisas
demonstram que possvel a dissoluo do ouro livre utilizando micro organismos
(bactrias heterotrficas dos gneros Bacillus e Pseudomonas) que produzem certos
aminocidos capazes de solubilizar o ouro.
b) PRECIPITAO COM ZINCO
Zinco , sendo mais eletronegativo que o ouro em solues cianetadas promove o
deslocamento dos ons de ouro , com a precipitao na forma metlica . O processo aps
alguns desenvolvimento tornou-se o mais utilizado para a recuperao de ouro primrio >
compreende trs etapas principais : a clarificao , a de aerao e a precipitao
propriamente dita .
c) MEDIDAS PARA CONTROLE AMBIENTAL
Os danos maiores causados ecologia ocorrem nos garimpos de ouro , hoje os maiores
responsveis pela poluio com mercrio das guas e leitos de rios. No entanto, quanto as
empresas de minerao de grande porte, h uma preocupao com a adequao dos
35
efluentes lquidos e gasosos e dos rejeitos slidos com os padres ambientais vigentes .
Alguns desses projetos chegam a ser modelos mundiais
1) PESQUISA MINERAL ./ LAVRA
Promover o mnimo de desmatamento, o essencial para a pesquisa.
Promover a recuperao da rea aps a pesquisa
Dispor o estril em aterros controlados tecnicamente ou retorn-los ao interior da mina
2) BENEFICIAMENTO , CONCENTRAO E APURAO FINAL.
Devido a paragnese mineral e adio de reagentes e amalgamantes no processo de
liberao do ouro , a maior preocupao geralmente refere-se ao arsnio, ao cianeto e ao
mercrio .
Basicamente, utilizam-se os seguintes mtodos para preservar o meio ambiente:
Recirculao das guas.
Espessamento para reteno dos slidos.
Neutralizao com calcrio ou cal hidrata , sulfato ferroso , oxidao com SO2 ,
hipoclorito de sdio , etc...
Barragens de decantao que retenham os slidos e facilitem a degradao do
cianeto .
Barragens impermeveis aos efluentes contaminates do lenol fretico .
Preveno contra gases utilizando filtros . No caso de SO2 , a soluo pode ser a
fabricao de H2SO4.
Quanto ao mercrio devem ser utilizadas tcnicas apropriadas que favorea a sua total
recuperao.
Recuperao do cianeto .
Utilizao de processos alternativos cianetao.
3.2.5- MERCADO
a) PRODUO INTERNA
Dados preliminares indicam que a produo brasileira de ouro em 1999 foi de 49
toneladas, uma tonelada a menos que a produo verificada em 1998, representando uma
queda de 2,0%. A recuperao do preo do metal no mercado internacional, ocorrida no
final de setembro de 1999, foi suficiente apenas para manter o nvel de produo das
empresas que somou 38,4 toneladas (no incluindo os garimpos), com uma inexpressiva
variao positiva de 0,6 tonelada, ou seja, 1,6% maior em relao a 1998.
O baixo preo do ouro no mercado internacional e o esgotamento dos depsitos
superficiais mais ricos nas reas de garimpo foram os principais fatores que concorreram
para a queda da produo brasileira. A baixa cotao do metal ainda verificada manteve
as paralisaes das operaes ocorridas em algumas reas nos anos anteriores, alm de
ter imposto a lavra seletiva de minrios de maior teor em outras minas, redundando em
baixo ritmo da produo na maioria das empresas.
A produo originria dos garimpos em 1999 repetiu o fraco desempenho dos ltimos
anos, apresentando uma queda de 3,0% em relao ao realizado no ano anterior,
registrando 10,3 toneladas, contra 11,8 toneladas em 1998.
36
O Brasil o stimo produtor mundial de ouro, produz cerca de 70 toneladas por ano,
aproximadamente 12% da produo da frica do Sul, maior produtor mundial. A histria da
produo mundial teve incio em 1552 e o pas chegou a ser o maior produtor mundial no
sculo XVIII. Estima-se que a produo total, desde as primeiras descobertas, seja
superior a 2.500 t.
A partir da segunda metade da dcada de 70 tem sido intensa a atividade de pesquisa de
ouro no Brasil. Entre 1982 e 1993 foram investidos US$ 653 milhes nessas pesquisas, ou
45% de todas as inverses em explorao mineral no pas, no mesmo perodo.
As condies geolgicas favorveis para a ocorrncia de ouro no Brasil, cujo potencial
estimado superior a 30 mil toneladas, indicam uma excelente perspectiva para o
crescimento da minerao deste metal. Aprovada a emenda constitucional encaminhada
recentemente ao Congresso, demovendo os obstculos ao investimento estrangeiro na
minerao, espera-se um novo ciclo de investimento na minerao de ouro no pas.
Do ponto de vista econmico, a perspectiva considerada altamente favorvel. Estudo
realizado em 1991, com o objetivo de avaliar o potencial econmico da explorao de
ouro, conclui que o investimento na minerao de ouro no Brasil particularmente atrativo,
apresentando rentabilidade superior a projetos similares na Austrlia e no Canad.
b) CONSUMO INTERNO
Desde 1996, aps o advento da Lei Kandir - que promoveu a desonerao das
exportaes de produtos primrios e semi-manufaturados, a maior parte do ouro produzido
pela minerao brasileira vem sendo exportada como mercadoria, nas formas bruta ou
semi-manufaturada, sem maior valor agregado.
Quando o destino da produo o consumo interno, apesar da diferena de tratamento
tributrio (ICMS) com alquotas elevadas nas vendas do ouro como mercadoria no
mercado interno, ter dificultado o desenvolvimento do maior segmento consumidor, a
indstria joalheira, ainda assim, os baixos preos do metal estimularam a demanda. Tal
fato permite estimar que a indstria joalheira tenha consumido 16 t, entre ouro novo de
primeira fuso e ouro reciclado em 1999, revelando um crescimento em torno de 60,0 em
relao ao ano anterior.
3.3- Zinco
O zinco um metal de cor branco-azulada, forma cristalina hexagonal compacta, nmero
atmico: 30, peso atmico: 65,38, densidade (a 25C): 7,14, dureza: 2,5 (escala deMohs),
ponto de fuso: 419C ( presso de 760mm de Hg) e ponto de ebulio: 920C.
O zinco encontrado em todo o meio ambiente (ar, gua e solo). No corpo humano,
quecontm de 2 a 3 gramas de zinco, ele essencial para o bom funcionamento dos
sistemas imunolgico, digestivo e nervoso, pelo crescimento, controle do diabetes e os
sentidos do gosto e do olfato.
O zinco caracteriza-se pela sua alta resistncia corroso, o que permite o seu emprego
como revestimento protetor de vrios produtos. Sua grande facilidade de combinao com
outros metais permite o seu uso na fabricao de ligas, principalmente os lates e bronzes
(ligas cobre-zinco) e as ligas zamac (zinco-alumniomagnsio).
37
Seu baixo ponto de fuso facilita a moldagem em peas injetadas e centrifugadas. Seu
baixo ponto de ebulio facilita a sua extrao e refino e, por ser bastante malevel entre
100 e 150C, pode ser laminado em chapas e estirado em fios.
O zinco encontrado na natureza principalmente sob a forma de sulfetos, associado ao
chumbo, cobre, prata e ferro (galena, calcopirita, argentita e pirita, dentre outros). O
minrio sulfetado de zinco est sujeito a grandes transformaes na zona de oxidao
formando xidos, carbonatos e silicatos. As mineralizaes ocorrem, principalmente, nas
rochas calcrias que so as hospedeiras usuais.
Os principais minerais de zinco so a blenda ou esfalerita (ZnS), willemita (Zn2SiO4),
smithsonita (ZnCO3), calamina ou hemimorfita (2ZnO.SiO2.H2O), wurtzita (Zn,Fe)S,
franklinita (Z,n,Mn)Fe2O4, hidrozincita [2ZnO3.3Zn(OH)2] e zincita (ZnO), com destaque
no caso do Brasil para os minrios calamina, willemita e esfalerita.
Pela sua propriedade anticorrosiva, o zinco tem larga aplicao na construo civil, na
indstria automobilstica e de eletrodomsticos, destacando-se o seu uso na galvanizao
como revestimento protetor de aos estruturais, folhas, chapas, tubos e fios por meio da
imerso ou eletrodeposio. As ligas para fundio (Zamac) so utilizadas em peas
fundidas, eletrodomsticos, indstria de material blico e automobilstico. Os lates e
bronzes (ligas cobre-zinco com teores de zinco entre 5,0 e 40,0%) so usados em
acessrios eltricos e vrias outras aplicaes. Os laminados tm como principal campo
de aplicao s pilhas e baterias. O xido e p de zinco so usados em produtos qumicos
e farmacuticos, cosmticos, borrachas, explosivos, tintas e papel. O zinco tambm
utilizado como anodo para proteo catdica do ao ou ferro.
O zinco classificado em duas grandes famlias: o zinco primrio e zinco secundrio
(obtido atravs de sucatas e resduos). O zinco primrio representa de 80,0% a 85,0% da
produo atual, e o seu principal processo de produo o eletroltico, que consiste na
dissoluo do xido ustulado em cido sulfrico, seguido de um processo de eletrlise, na
qual o eletrlito, rico em zinco, entra em clulas eletrolticas com anodos de ligas de zinco
e catodos de alumnio. O zinco se deposita nos catodos de alumnio, sendo
periodicamente retirado para posterior fuso e transformao em placas. Entre os metais
no ferrosos o consumo mundial de zinco s superado pelo alumnio e o cobre.
3.4 Nquel
O nquel um metal branco-prateado, dctil, malevel, peso especfico 8,5 g/cm3, dureza
escala de Mohs 3,5; tem seu ponto de fuso em aproximadamente 1.453 C, calor de
fuso 68 cal/g, peso atmico 58,68, possuindo grande resistncia mecnica corroso e
oxidao; o sistema de cristalizao isomtrico; nmero atmico 28. Os minerais de
nquel so: os sulfetos (milerita e pentlandita (FeNi9S8), que se apresentam associados a
outros sulfetos metlicos em rochas bsicas, freqentemente acompanhados de cobre e
cobalto. O sulfeto o principal mineral utilizado, contribuindo com mais de 90% do nquel
extrado. O outro mineral a garnierita ou silicato hidratado de nquel e magnsio, que se
encontra associado s rochas bsicas (peridotitos), concentrando-se por processos de
intemperismo nas partes alteradas, onde forma veias e bolsas de cor verde ma).
38
O nome nquel deriva de kupfernickel, referncia dada a nicolita pelos mineiros alemes
quando a identificaram no sculo XVII. Antes da era crist, o metal j era utilizado. Moedas
japonesas de 800 anos A.C. e gregas de 300 anos A.C. continham nquel, acredita-se que
seja uma liga natural com o cobre. Nos anos 300 ou 400 A.C. fabricavam-se armas que
possuam ferro meteortico, com contedo de nquel variando de 5 a 15%. Em 1751, Axel
Frederich Cronstedt descreveu que havia detectado nquel metlico e, em 1755, o qumico
sueco Torbern Bergman confirmou seu trabalho. O minrio teve pouca importncia real na
economia industrial at 1820, quando Michael Faraday, com a colaborao de seu
associado Stodard, foram bem sucedidos fazendo uma liga sinttica de ferro-nquel, sendo
o incio da liga nquel-ao que tem uma grande contribuio para o desenvolvimento
industrial do mundo.
Em 1838, a Alemanha produziu o primeiro nquel metlico refinado, tendo iniciado o
refinamento com umas poucas centenas de toneladas de minrio importado e, em 1902,
foi formada a International Nickel Co. of Canad Ltd., a principal produtora de nquel do
distrito de Sudbury.
O metal muito usado sob a forma pura, para fazer a proteo de peas metlicas pois
oferece grande resistncia oxidao. Suas principais aplicaes so em ligas ferrosas e
no-ferrosas para consumo no setor industrial, em material militar, em moedas, em
transporte/aeronaves, em aplicaes voltadas para a construo civil e em diversos tipos
de aos especiais, altamente resistentes oxidao, como os aos inoxidveis, bem como
em ligas para o fabrico de ims (metal Alnico), em ligas eltricas, magnticas e de
expanso, ligas de alta permeabilidade, ligas de cobre-nquel, tipo nquel-45, e em outras
ligas noferrosas.
A niquelagem de peas feita por galvanoplastia, usando banhos de sais de nquel. O
xido de nquel usado como catalisador em diversos processos industriais e, dos sais, o
sulfato o mais empregado, destinando-se a banhos para niquelagem, que realizado
atravs da galvanoplastia usando banhos de sais de nquel.
Nos pases industrializados o nquel tem aproximadamente 70% de utilizao na
siderurgia, sendo os restantes 30% divididos em ligas no-ferrosas, galvanoplastia etc. Tal
utilizao se d seguindo uma categorizao de classes. Na classe I, classificam-se os
derivados de alta pureza, com no mnimo 99% de nquel contido (nquel eletroltico 99,9%
e carbonyl pellets 99,7%) tendo assim larga utilizao em qualquer aplicao metalrgica.
Aclasse II composta pelos seus derivados com contedo entre 20% e 96% de nquel
(ferronquel, matte, xidos e sinter de nquel), com grande utilizao na fabricao de ao
inoxidvel e ligas de ao. Outra forma de utilizao o nquel secundrio ou sucata de
nquel que largamente utilizado na siderurgia.
3.5 Estanho
3.5.1- INTRODUO
O estanho, de smbolo Sn, um elemento metlico usado pelos humanos h eras. Ele
ocupa o grupo 14 ou IVa da Tabela Peridica, e tem nmero atmico 50 (o que o coloca
na famlia dos Metais Representativos).
39
Estanho tem sido encontrado em tumbas no Egito e foi exportado para a Europa em
grandes quantidades a partir de Cornwall, Inglaterra, durante o perodo romano. Os
antigos egpcios consideravam o estanho e o chumbo como formas diferentes do mesmo
metal.
3.5.2- MODO DE OBTENO
O principal minrio de estanho a cassiterita ou dixido de estanho, de frmula SnO2. A
cassiterita forma cristais tetragonais e tem dureza 6 a 7, com densidade relativa de 7.
Normalmente este minrio tem colorao marrom escura ou negra, alm de ser opaco.
Ocorre em veios submetidos a alta temperatura, ou associado a pegmatitas, um tipo de
rocha gnea. Tambm ocorre na forma de pequenos seixos em depsitos aluviais fluviais
ou marinhos. A cassiterita o nico mineral de estanho de importncia econmica.
encontrado em abundncia em Cornwall, Inglaterra, como tambm na Alemanha, Malsia,
Bolvia, Brasil, Austrlia, Indonsia, Nigria, Repblica do Congo e no Alaska.
Na extrao do estanho, o minrio primeiro extrado e lavado a fim de remover
impurezas. Ento cozido, de modo a oxidar os sulfetos de ferro e cobre. Aps uma
segunda lavagem, o minrio reduzido por carbono em um forno reverberatrio. A reao
de reduo :
SnO2(s) + 2C(s) Sn(l) + 2CO(g)
O estanho derretido coletado no fundo e moldado no formato de blocos. Nesse formato,
o estanho novamente fundido sob temperaturas mais baixas, para que as impurezas
formem uma massa insolvel a ser extrada. O estanho pode ainda ser purificado por
eletrlise.
3.5.3. ESTRUTURA ATMICA E CARACTERISTICAS GERAIS Atmica
O estanho tem distribuio atmica 2-8-18-18-4, e peso atmico 118,69. O metal
altamente dctil, de aparncia branco-prateada, e malevel temperatura de 100oC.
atacado por cidos fortes. O estanho forma trs variedades alotrpicas slidas:
estanho a , ou estanho cinzento, que um p amorfo, cinza, no-metlico, estvel abaixo
de 13oC e com densidade relativa 5,75. Nessa variedade o estanho forma ligaes
covalentes no retculo semelhantes ao diamante.
estanho b , ou estanho branco. estvel entre 13 e 161oC. o estanho comum, com
retculo cristalino tetragonal.
estanho g , ou estanho rmbico. estvel a temperaturas acima de 161oC at a fuso
(232oC). Essa variedade alotrpica forma retculos ortorrmbicos e extremamente
quebradia.
A transio da variedade b para a lenta. Ao ocorrer em tubos antigos de rgos nas
catedrais das regies frias da Europa, essa transio provocava manchas cinzentas (o
estanho a ) nos tubos, sendo chamada de "peste do estanho". Foi considerada obra do
demnio. Barras de estanho, quando dobradas, emitem um rudo de estilhaamento
caracterstico, causado pela frico entre os cristais.
O estanho o 49o metal mais abundante na crosta terrestre. Seu ponto de fuso 232oC,
seu ponto de ebulio 2270oC e tem densidade relativa de 7,28. Sua resistividade a
20oC de 11,5 x 10-8 W .m.
40
3.5.4. PRINCIPAIS LIGAS
As ligas de estanho mais comuns so o bronze (estanho e cobre), a solda (estanho e
chumbo), e estanho, chumbo e antimnio (metal patente). Tambm usado em liga com o
titnio na indstria aeroespacial.
A solda uma liga particularmente interessante na eltrica e eletrnica, usada para unio
e remendo de metais. Na eletrnica, a solda usada para unir componentes eletrnicos a
placas de circuito impresso ou fios. As soldas so comumente classificadas como macias
ou duras, dependendo dos seus pontos de fuso e resistncia mecnica. As soldas
macias, como as usadas em eletrnica, so ligas de estanho e chumbo, algumas vezes
com adio de bismuto; as soldas duras so ligas de prata, cobre e zinco (solda prateada)
ou cobre e zinco.
3.5.5. APLICAES
O estanho um metal muito procurado e utilizado em centenas de processos industriais,
em especial na galvanoplastia e na formao de ligas como o bronze e as soldas. usado
no fabrico das folhas-de-flandres, que so lminas de ao ou ferro recobertas com
estanho. Serve ainda como cobertura protetora para dutos de cobre e para manufatura de
latas. O estanho protege o ao contra corroso e age como lubrificante quando o ao
passa entre superfcies durante a fabricao de latas. As folhas-de-flandres podem ser
usadas para recobrir fios de cobre e para confeco de contatos eltricos.
A solda para eletrnica tambm conhecida como solda 60/40, devido a sua composio
de liga de 60% de estanho e 40% de chumbo. Essa composio d solda uma boa
conduo eltrica e um ponto de fuso no muito alto, evitando o superaquecimento de
componentes no momento da soldagem. Esta solda manufaturada na forma de um fio
malevel de colorao prateada. Dentro do fio h um ncleo de resina. O processo de
solda consiste em aquecer os componentes a serem soldados e a placa onde sero
soldados, se for o caso, com um equipamento denominado ferro de solda. As superfcies
so previamente limpas de xidos ou impurezas. Ao encostar o fio de solda nos
componentes aquecidos, o ncleo de resina funde-se primeiro, cobrindo as superfcies a
serem soldadas. A resina limpa as superfcies quimicamente e auxilia na pega da solda. A
liga de solda ento funde-se, cobrindo as superfcies, e solidificando-se ao resfriar-se.
Uma solda de m qualidade, temperatura insuficiente no ferro ou a presena de
contaminantes resulta, aps a solidificao, numa solda opaca, comumente chamada de
solda fria. Esta tem baixa aderncia e m condutividade, comparada solda resultante do
procedimento correto de soldagem.
O estanho tambm usado como ingrediente em alguns inseticidas. O sulfeto de estanho,
tambm conhecido como ouro mosaico, usado na forma de p para acabamento de
bronze em artigos de plstico ou madeira.
3.5.6 CONSIDERAES FINAIS
O estanho um metal abundante e de custo acessvel. Suas caractersticas tornam-no
bastante importante no emprego para a engenharia, seja para galvanizao de outros
metais como o ao (tornando-os resistentes corroso), seja na confeco das ligas de
solda.
Apesar de o processo de galvanizao por zinco ser mais simples e barato que utilizando
estanho, este ainda deve continuar sendo bastante empregado por anos vindouros. Novos
mtodos de fabrico de folhas-de-flandres melhoraram em cerca de um tero a resistncia
contra corroso, comparados aos mtodos anteriores.
As ligas de solda com estanho ainda no encontraram substituto. Isso faz deste metal
componente vital na indstria eletrnica, que faz uso abundante das soldas.
41
3.5.7 REFERNCIAS BIBLIOGRAFICAS
ENCICLOPDIA Microsoft Encarta Encyclopedia Deluxe 2000. Microsoft Corporation
1993-1999.
BARTKOWIAK, Robert A. Circuitos Eltricos. 2. ed. revisada. So Paulo, Makron Books,
1999, p. 27.
CHIAVERINI, Vicente. Tecnologia Mecnica. Vol. III , 2. ed. So Paulo, Makron Books,
1999, p. 181-182.
RUSSEL, John Blair. Qumica Geral. vol II, 2. ed. So Paulo, Makron Books, 1997, p.
1076-1078.
3.6 Chumbo
3.6.1- INTRODUO
um metal pesado, macio, malevel e pobre condutor de eletricidade. Apresenta
colorao branco-azulada quando recentemente cortado, porm adquire colorao
acinzentada quando exposto ao ar. usado na construo civil, baterias de cido, em
munio, proteo contra raios-X , e forma parte de ligas metlicas para a produo de
soldas, fusveis, revestimentos de cabos eltricos, materiais antifrico, metais de
tipografia, etc. O chumbo tem o nmero atmico mais elevado entre todos os elementos
estveis.
um metal conhecido e usado desde a antiguidade. Suspeita-se que este metal j fosse
trabalhado h 7000 anos.
3.6.2- CARACTERSTICAS PRINCIPAIS
O chumbo um metal pesado (densidade relativa de 11,4 a 16C), de colorao branca-
azulada, tornando-se acinzentado quando exposto ao ar. Muito macio , altamente
malevel, baixa condutividade eltrica e altamente resistente corroso. O chumbo se
funde com facilidade (327,4C), com temperatura de vaporizao a 1725C. Os estados de
oxidao que pode apresentar so 2 e 4. relativamente resistente ao ataque dos cidos
sulfrico e clordrico, porm se dissolve lentamente em cido ntrico. O chumbo um
anftero, j que forma sais de chumbo dos cidos, assim como sais metlicos do cido
plmbico. O chumbo forma muitos sais, xidos e compostos organolpticos.
3.6.3 HISTRICO
O chumbo est sendo usado pelos humanos por, pelo menos, 7000 anos, porque era (e
continua sendo) muito difundido na natureza e de fcil extrao. Tambm fcil de ser
trabalhado por ser altamente malevel, ductil e de baixo ponto de fuso.
O chumbo foi mencionado no "Livro do Exodus". A pea mais antiga de chumbo
descoberta pelos arquelogos data de 3800 a.C. e, est guardada no Museu Britnico. Por
volta de 3000 a.C. h evidncias que os Chineses j produziam este metal. H indcios,
tambm, que os fencios exploravam o chumbo em 2000 a.C. Encanamentos de chumbo
com as insgnias de imperadores romanos, de 300 a.C, ainda esto em servio. Os
alquimistas achavam que o chumbo era o mais velho dos metais e associavam este metal
ao planeta Saturno. A partir de 700 d.C. os alemes iniciaram a explorao deste metal,
42
juntamente com a da prata, nas minas existentes nas montanhas de Hartz, no vale do vale
do Reno e na Bomia a partir do sculo XIII. Na Gr-Bretanha, a partir do sculo XVII,
principalmente nas regies de Derbyshire e Gales as indstrias de fundies deste metal
prosperaram.
O smbolo Pb do chumbo uma abreviatura do nome latino plumbum.
3.6.4- MODO DE OBTENO
O chumbo raramente encontrado no seu estado elementar. O mineral de chumbo mais
comum o sulfeto denominado de galena (com 86,6% deste metal) . Outros minerais de
importncia comercial so o carbonato ( cerusita) e o sulfato (anglesita), que so mais
raros. Geralmente encontrado com minerais de zinco, prata e, em maior abundncia, de
cobre. Tambm encontrado chumbo em vrios minerais de urnio e de trio, j que vem
diretamente da desintegrao radioativa destes radioistopos. Os minerais comerciais
podem conter pouco chumbo (3%), porm o mais comum em torno de 10%. Os minerais
so concentrados at alcanarem um conteudo de 40% ou mais de chumbo antes de
serem fundidos.
Atravs da ustulao do minrio de chumbo, galena, obtm-se como produto o xido de
chumbo que, num alto forno, reduzido com a utilizao de coque, fundente e xido de
ferro. O chumbo bruto obtido separado da escria por flotao. A seguir, refinado para
a retirada das impurezas metlicas, que pode ser por destilao. Desta forma pode-se
obter chumbo com uma pureza elevada (99,99%).
Os principais depsitos de minrios de chumbo esto localizados nos EUA , Austrlia,
Canad, Peru, Mxico, Bolvia, Argentina, frica do Sul, Zmbia, Espanha, Sucia,
Alemanha, Itlia e Srvia, sendo os principais produtores os Estados Unidos, Austrlia,
Canad, Peru e Mxico
3.6.5- PRECAUES
Pode ser encontrado na gua potvel atravs da corroso de encanamentos de chumbo.
Isto comum de ocorrer quando a gua ligeiramente cida Este um dos motivos para
os sistemas de tratamento de guas pblicas ajustarem o pH das guas para uso
domstico. O chumbo no apresenta nenhuma funo essencial conhecida no corpo
humano. extremamente danoso quando absorvido pelo organismo atravs da comida, ar
ou gua.
O chumbo pode causar vrios efeitos indesejveis, tais como:
Perturbao da biosntese da hemoglobina e anemia;
Aumento da presso sangunea;
Danos aos rins;
Abortos;
Alteraes no sistema nervoso;
Danos ao crebro;
Diminuio da fertilidade do homem atravs de danos ao esperma;
Diminuio da aprendizagem em crianas;
Modificaes no comportamento das crianas, como agresso, impulsividade e
hipersensibilidade.
3.6.6 REFERNCIAS BIBLIOGRAFICAS
43
Keisch, B., Feller, R. L., Levine, A. S., and Edwards, R. R.: Dating and Authenticating
Works of Art by Measurement of Natural Alpha Emitters. In: Science, 155, No. 3767, p.
1238-1242, 1967.
Keisch, B: Dating Works of Art Trough their Natural Radioactivity: Improvements and
Applications. In: Science, 160, p. 413-415, 1968.
Keisch, B: Discriminating Radioactivity Measurements of Lead: New Tool for
Authentication. In: Curator, 11, No. 1., p. 41-52, 1968.
Klaassen, C.D. Casarett & Doulls Toxicology McGraw-Hill, 2001
3.7 Mangans
3.7. 1 - INTRODUO:
O termo mangans deriva do Latim magnes (magntico), devido a sua semelhana com
o Cromo e o Ferro. Tambm do francs manganse ) ou, mais raramente mangansio
(designao preterida pela sua semelhana com o magnsio).
O mangans um metal da famlia do Ferro e participa com 0,09% em peso na crosta
terrestre (56 vezes menos que o Ferro), onde ocorre em formas combinadas (xidos,
silicatos, carbonatos, sulfetos, etc.). Segundo elemento mais abundante na crosta terrestre
ficando atraz do ferro.
um elemento qumico de peso atmico 25 e massa atmica 54,93 pertencendo famlia
do ferro (Goldschmit, 1929), ocorrendo na Tabela Peridica dos elementos prximo
trade formada por Fe-Co-Ni. Foi assinalado em 1774 por Scheele e isolado pela primeira
vez por Bergman. O metal funde-se 1260o C e possui densidade de 7,2. Combina-se a
quente com a maior parte dos metalides e se revela mais oxidvel que o ferro, permitindo
o emprego na metalurgia deste elemento a fim de eliminar as diversas impurezas.
A prospeco do mangans muito fcil e baseia-se no fato do mesmo ser de fcil
reconhecimento visual por qualquer leigo, que o define como uma pedra preta, pesada e
que suja a mo.
Quase todos os depsitos brasileiros foram descobertos ao acaso, por leigos que
despertaram o interesse de alguma companhia.
A literatura cita mais de 125 minerais de mangans. Porm, os mais comuns, e que
constituem minerais de minrio, no ultrapassam 15.
Os estudos de relaes de estabilidade entre os minerais formados presso atmosfrica
e diferentes fugacidades de oxignio e pH, adquirem assim, grande importncia
(diagramas Eh x pH), sendo o principal mtodo para o estabelecimento das paragneses
dos depsitos superficiais de mangans (sedimentares e de enriquecimento supergnico).
Pelo metamorfismo de formaes sedimentares, a paragneses inicial transformada e, a
nova associao, tem que ser estudada levando em considerao composio do
material inicial, o grau de metamorfismo, devendo ser levado em conta fugacidade de
oxignio, de CO2 e de H2O.
44
A classificao qumica dos mais importantes minerais de mangans a seguinte:
Criptomelana KMn
8
O
16
()
Pirolusita MnO
2
()
Nsutita MnO
2
()
Hollandita BaMn
8
O
16
()
Ramsdellita MnO
2
()
Birnessita MnO
2
()
Bixbyta Mn
2
O
3
( )
Jacobsita (Mn,Fe)
3
O
4
( )
Hausmannita Mn
3
O
4
( )
Manganosita MnO ( )
Manganita MnO (OH) ()
Groutita MnO (OH) ()
Pirocroita Mn (OH)
2
Litioforita (Li,Al) MnO
2
(OH)
2
Psilomelana Ba Mn
5
O
10
H
2
O
Rodonita MnSiO
3
Piroxmangita MnSiO
3
Tefrota Mn
2
SiO
4
Espessartita Mn
3
Al
2
Si
3
O
12
Braunita (Mn,Si)
2
O
3
Bementita (Mn,Mg,Fe)
6
Si
4
(O,OH)
18
Neotocita (Mn,Fe)SiO
3
.nH
2
O
Rodocrosita MnCO
3
Alabandita MnS
3.7.2 - A HISTRIA DE MANGANS
45
O uso do mangans vem desde a Antigidade. Se tem encontrado empinturas rupestres
dixido de mangans tintura de colorao negra. A presena do mangans no minrio de
ferro usado pelo Spartans pode ser um dos motivos da superioridade de suas armas de
ao em relao as de seus oponentes. Os egpcios e os romanos utilizavam minrio de
mangans na fabricao de vidros para conferir-lhes colorao rsea ou purprea.
Figura I: Ferreiro romano com suas ferramentas de trabalho
No meio do sculo XVII, o qumico alemo Glauber obteve permanganato, o primeiro sal
de mangans utilizvel. Somente em 1771, o mangans foi classificado quimicamente
como elemento pelo qumico sueco Scheele.
No comeo do sculo XIX, cientistas britnicos e franceses comearam a considerar o uso
de mangans na siderurgia e, mais especificamente em 1816, um investigador alemo
observou que o mangans aumentava a dureza do ferro, sem contudo reduzir sua
maleabilidade.
Em 1826, Prieger na Alemanha produziu um ferro-mangans que contm 80% mangans.
J.M. Brejo produziu mangans metlico na Inglaterra em aproximadamente 1840. No ano
seguinte, Pourcel comeou a produo industrial de spiegeleisen, um ferro gusa que
contm uma porcentagem alta de mangans, e em 1875, ele comeou a produo
comercial de um ferro-mangans com 65% de mangans. A inovao principal no uso de
mangans aconteceu em 1860 com Henry Bessemer que superou problemas de excesso
de oxignio residual e enxofre na fabricao de ao atravs do mangans. Em 1866,
William Siemens patenteou o uso de ferro-mangans na siderurgia para controlar os nveis
de fsforo e enxofre.
Em contraste com todo o trabalho envolvendo mangans, Leclanch em 1868
desenvolveu a bateria de cela seca que usa dixido de mangans como um
despolarizador sendo esta, hoje, a segunda maior fonte de consumo de Mn. A histria de
mangans no sculo XX presenciou um fluxo de novos processos e aplicaes
metalrgicas / qumicas que causaram um impacto significante em mercados de latas de
bebida, pesticidas agrcolas, fungicidas e eletrnicos.
46
3.7.3 - Usos e Aplicaes
O mangans usado principalmente na indstria siderrgica (95% de seu emprego). Os
outros usos restringem-se s indstrias qumica, eltrica, cermica, vidro e fertilizantes.
Compostos de mangans so usados tambm em baterias ( MnO2 ) e em pinturas e
tinturas.
Siderurgia
O mangans empregado na forma de minrio ou ferro-liga, para a produo de gusa,
ao e aos especiais. As principais funes na siderurgia so resumidas abaixo:
Como Agente Desoxidante: dada a grande afinidade do elemento pelo oxignio,
quando na forma de ferro-liga, reduz o FeO presente no banho de refino com
conseqente escorificao de MnO.
Como Agente Dessulfurante: por causa da maior afinidade pelo enxofre, o
mangans, tanto na forma de minrio, como na de liga ou sucata, usado para
evitar a formao do FeS de baixo ponto de fuso (1000C). Havendo teores
suficientes de Mn no banho, este forma MnS, de ponto de fuso semelhante ao do
ao, facilitando a forjaria e a laminao do produto, que apresenta inconvenientes
quando h presena de FeS.
Como Agente Oxidante: quando na forma de minrio, pode ser usado para manter
uma escria de elevado potencial oxidante, que facilitar eliminao do P, do C ,e
do Si dissolvidos no ao, que assim ,so escorificados. Esse papel de baixa
importncia dado o baixo rendimento ,custos e agentes mais ativos.
Industria eltrica
Na forma de minrio ou produtos artificiais a partir deste, usado na fabricao de pilhas
secas, como agente despolarizante. Essa indstria consome aproximadamente 2% da
produo de mangans.
Indstria do vidro
Na fabricao do vidro, o mangans corrige a cor esverdeada provocada pelo ferro. O
selnio substitui o mangans com vantagens.
Indstria de tintas e vernizes
O mangans usado na forma de sulfato, naftanato e resinato , que aceleram a
formao da pelcula da tinta e do verniz.
Indstria de reagentes qumicos
Pelo alto poder de oxidao, na forma de sais complexos (permanganato) usado
nas reaes de oxirreduo.
3.7.4. Fluxograma tpico de um beneficiamento:
47
Matria
Minrios
e
Escrias
Controle de
Coque e Carvo
REDUO
Lingotament
ENERGIA
ESTOQUE
PRODUT
Controle de
Britagem
(CQ)
Britagem e
Peneiramento
Estocagem de
ferro-ligas
PRODUT
O FINAL
Controle
de
Expedio
(CQ)
EXPEDIO
Cu
aberto
2 Peneiras
12 SILOS
Escri
a
QUART
ZO
Calcrio Min.
Mn
Minrio
de
Carvo
e
SINT
ER
Estoque em rea coberta
Forno R1
Fechado
Fornos R2 e R3
Abertos
Despoeirament
Armazenage
Venda
48
3.7.5. - BIBLIOGRAFIA
BRASIL. Departamento Nacional de Produo Mineral. Anurio Mineral Brasileiro.
Braslia: DNPM, Anos 1989 a 2000.
BRASIL. Departamento Nacional de Produo Mineral. Balano Mineral Brasileiro.
Braslia: DNPM, 1988.
BRASIL. Departamento Nacional de Produo Mineral. Bases Tcnicas de um Sistema de
Quantificao do Patrimnio Mineral Brasileiro. In: Estudos de Poltica e Economia Mineral.
vol. 5.Braslia: DNPM, 1992.
BRASIL. Departamento Nacional de Produo Mineral. Sumrio Mineral. Braslia:
DNPM, 1989 a 2001.
BRASIL. Secretaria de Minas e Metalurgia. Anurio Estatstico: Setor Metalrgico.
Braslia: MME, 1989 a 2000.
BRASIL. Secretaria de Minas e Metalurgia. Minerao no Brasil: Previso de Demanda e
Necessidade de Investimentos. Braslia: MME, 2000.
SERFATY, Abraham. Perfil Analtico do Mangans. Braslia: DNPM, 149p. il. (BRASIL.
Departamento Nacional de Produo Mineral. Boletim 37), 1976.
CHIFFRES CLS DES MATIRES PREMIRES MINRALES. Ministre de
lIndustrie, des Postes et Tlcommunications et du Commerce Extrieur.170p. Paris,
France. 1993
3.8- Alumnio
A histria do alumnio, como hoje o conhecemos, recente. Ele surgiu quando a Alcoa
nasceu, em 1886, com o primeiro processo de transformao do alumnio em quantidade.
H mais de 7 mil anos, os ceramistas da Prsia faziam seus vasos de um tipo de barro
contendo xido de alumnio o que hoje conhecemos como alumina. Em 1808, o senhor
Humphrey Davy provou a existncia do alumnio, dando-lhe este nome. Logo depois, o
fsico alemo Hans Christian Oersted se encarregou de produzir pequenas quantidades do
metal.
Outros melhoraram seu processo at 1869, quando duas toneladas de alumnio foram
produzidas. Isso baixou seu custo de $545 para $17 o grama, quase o mesmo valor da
prata. Um preo razovel, tanto que serviu para ornar a mesa da Corte Francesa, a
coroa do rei da Dinamarca e a capa do Monumento de Washington.
Mas foi preciso uma grande quantidade, por um preo de produo muito baixo, para
colocar o alumnio como um metal de primeira categoria. a que a Alcoa comeou, em
1886.
49
Em meados de 1880, o alumnio era um metal semiprecioso, mais raro que a prata. Na
Oberlin College de Ohio, o professor Frank Jewett mostrou a seus estudantes de Qumica
um pequeno pedao de alumnio e disse a eles que quem conseguisse descobrir um modo
econmico de se obter este metal ficaria rico.
Um de seus estudantes, Charles Martin Hall, j vinha fazendo experimentos com minrios
desde os 12 anos de idade, num laboratrio improvisado. Depois de formado, continuou
seus experimentos. Aprendeu como fazer xido de alumnio alumina. Em 1886, ele
colocou num recipiente um banho de criolita contendo alumina e passou uma corrente
eltrica. O resultado foi uma massa congelada que ele trabalhou com martelo. E ento,
vrias partculas de puro alumnio se formaram, dando origem a um dos metais mais
usados pela indstria na histria.
3.8.2- PROPRIEDADES FSICAS E QUMICAS DO ALUMNIO LQUIDO
3.8.2.1- Emissividade:
O alumnio lquido tem baixa emissividade, o que explica o fato do alumnio, ao contrrio
do ao, no mudar de cor quando aquecido. Alumnio superaquecido no pode ser
detectado visualmente e altas temperaturas aumentam em muito sua atividade qumica e
os riscos de projees.
3.8.2.2- Viscosidade do alumnio lquido:
O alumnio lquido tem baixa viscosidade ou alta fluidez, o que lhe permite fluir facilmente
atravs de pequenas aberturas e fissuras, mesmo com baixa presso de vazamento.
3.8.2.3- Calor de fuso e contrao durante a solidificao:
O alumnio tem um elevado calor de fuso. Esta a linguagem tcnica para explicar
porque grandes quantidades de calor so liberadas quando uma unidade de peso de
alumnio passa do estado lquido para o estado slido. O alumnio contrai cerca de 12%
em seu volume, quando passa do estado lquido para o estado slido. Quando da sua
solidificao, h a tendncia dele aderir-se firmemente aos materiais que encontra,
incluindo a pele humana.
Devido alta liberao de calor e aderncia, as queimaduras provocadas pelo alumnio
tendem a ser profundas, de lenta cicatrizao e extremamente dolorosas.
3.8.2.4- Reatividade qumica:
O alumnio lquido um material altamente reativo. Sua atividade aumenta com a elevao
da temperatura. Combina quimicamente com muitas substncia liberando grande
quantidade de energia e calor. O alumnio adicionado a combustveis de foguetes e
explosivos para aumentar a liberao de energia.
O alumnio lquido transforma-se facilmente em xidos de alumnio, em reaes
com uma grande variedade de materiais que contm oxignio. De particular interesse so
os contaminantes presentes no alumnio ou adicionados ao alumnio durante a fuso, tais
como:
Nitrato de amnia, fertilizantes e outros materiais contendo nitratos. O nitrato de
amnia um componente de explosivos militares e industriais.
Sulfatos, fosfatos, cromatos e outros sais contendo oxignio.
50
xido de ferro (ferrugem), xido de cobre, outros xidos de metais pesados e,
tambm, o xido de clcio (cal hidratada).
de grande importncia observar-se a magnitude da liberao de energia quando da
transformao do alumnio em xido de alumnio, onde se nota que, em um quilo de
alumnio, a energia liberada nesta reao cerca de trs vezes quela liberada por um
quilo de trinitrotolueno (TNT).
Deve-se observar, entretanto, que o xido de alumnio formado na reao entre alumnio e
o oxignio do ar ou de outras fontes, imediatamente cobre e protege a superfcie do metal
alumnio. A oxidao no prossegue, a menos que a temperatura na zona de reao
exceda o ponto de fuso do xido de alumnio (cerca de 2050 oC), onde o xido lquido
no mais atua como proteo. Se isto no ocorresse, o alumnio no poderia ser fundido
em fornos convencionais.
3.8.3- OBSERVAES QUANTO S PROPRIEDADES APRESENTADAS PELO
ALUMNIO:
3.8.3.1- Peso especfico:
O Alumnio um metal leve, e seu baixo peso especfico representa grande
vantagemsobre outros metais. O Alumnio cerca de 70% mais leve que o Cobre ou
Nquel, e 65% mais leve que o Ferro.
3.8.3.2- Ponto de fuso:
Em vista da sua temperatura de fuso, a fundio do Alumnio no apresenta problema de
reao com o refratrio.
3.8.3.3- Condutibilidade eltrica:
mais alta do que qualquer outro metal, exceto o Cobre. Porm se compararmos na base
de peso, sua condutibilidade eltrica o dobro da condutibilidade eltrica do cobre.
3.8.3.4- Condutibilidade trmica:
alta, e essa propriedade vantajosa na manufatura de peas que necessitam dissipar
calor , como utenslios de cozinha, pistes e outros.
3.8.3.5- Resistncia corroso:
A boa resistncia do metal aos agentes corrosivos, decorre de sua capacidade de reagir
rapidamente com o oxignio do ar, formando uma pelcula protetora de xido.
3.8.4- APLICAES
O xido que rapidamente se forma superfcie do metal puro torna o metal ideal para
muitas aplicaes de decorao. Devido sua elevada condutividade eltrica, ductilidade
e baixa massa atmica, freqentemente utilizado para linhas de transmisso eltricas. O
metal tem tambm sido utilizado no revestimento de espelhos de telescpio, bem como na
fabricao da chamada folha de alumnio, utilizada na embalagem de alimentos. Puro, o
metal tem uma resistncia mecnica limitada, sendo portanto geralmente usado em ligas
com cobre, magnsio, silcio, zinco, titnio e boro que apresentam uma vasta gama de
propriedades mecnicas. Estas ligas so usadas na construo civil, estrutura de avies e
51
de automveis, sinais de trnsito, dissipadores de calor, depsitos de armazenamento,
pontes e utenslios de cozinha. Atualmente a utilizao do alumnio na produo de
embalagens de refrigerantes e cervejas , demonstra a viabilidade e a necessidade de fazer
a reciclagem do produto.
3.8.5- PROCESSOS
3.8.5.1- A EXTRAO DA ALUMINA PELO PROCESSO BAYER
O processo quase que universalmente usado para a produo da alumina para uso
metalrgico o chamado processo Bayer, que emprega como matria prima a bauxita.
A bauxita uma rocha quase sempre frivel, que contm xidos hidratados de alumnio,
slica, xidos de ferro, de titnio e outros. Nas bauxitas brasileiras, o principal mineral
portador de alumnio a gibsita ou alumina tri-hidratada Al2O3 . 3H2O.
A gibsita bastante solvel em soda custica, enquanto que os demais xidos contidos
nas bauxitas so pouco solveis ou mesmo insolveis. Assim, atacando-se a bauxita por
soda custica em condies bem determinadas de concentrao e de temperatura, a
gibsita se dissolve, passando forma de aluminato de sdio:
Al2O3 . 3H2O( c ) + 2NaOH( l ) Al2O3 . Na2O( l ) + 4H2O( l ) (1)
exceo de determinadas formas de slica, os demais componentes das bauxitas
permanecem inertes durante o ataque pela soluo custica. A frao de slica dita
reativa dissolvida, porm, em contato com o resduo slido do ataque, re-precipitada
aps algum tempo sob a forma insolvel de silicato duplo de alumnio e sdio.
Em consequncia, o produto obtido do ataque da bauxita pela soda custica uma
soluo de aluminato de sdio e um resduo slido, composto principalmente por Fe2O3,
SiO2 e TiO2, com pequenas propores de Al2O3 e Na2O. A soluo, que contm o
composto til desejado separada do resduo slido.
Aps a mencionada separao, a soluo de aluminato de sdio hidrolisada, segundo a
reao:
Al2O3 . Na2O( l ) + 4H2O( l ) Al2O3 . 3H2O( C ) + 2 NaOH( l ) ( 2 )
Assim, recupera-se a alumina hidratada contida no minrio original que levada para
eliminao dos resduos de soluo custica da sua superfcie, e, a seguir, submetida
secagem e calcinao. Nesta ltima etapa, ocorre a eliminao da gua de cristalizao:
Al2O3 . 3H2O( c ) Al2O3 ( c ) + 3H2O( g ) ( 3 )
Parcialmente, ocorre tambm a transformao cristalina:
Al2O3 Al2O3 ( 4 )
Da observao das equaes ( 1 ) e ( 2 ), conclui-se que, pelo menos idealmente, a soda
custica trabalha em circuito fechado. Na realidade, uma parte dela se perde, pela
combinao com a slica reativa, quando se forma em silicato duplo de alumnio e sdio,
insolvel; outra parte se perde atravs do arrastamento da soluo de aluminato de sdio
pelo resduo insolvel rejeitado e atravs do arrastamento da soluo de aluminato de
sdio pobre pelas partculas de alumna hidratada, quando esta, contendo alguma
umidade superficial, submetida calcinao, finalmente, alguma soda ainda se perde
52
por ocluso ou adsoro ao hidrato slido, produzido na hidrlise ( eq. 2 ) e ainda, atravs
de vazamentos, arrastamento para a atmosfera, etc.
3.8.6- EXECUO E PRTICA DO PROCESSO
3.8.6.1- Tratamento do Minrio
A bauxita recebida em bruto, tem granulometria variada. Para uma boa execuo do
ataque pela soluo custica ( digesto ), fez-se sua britagem em britador de martelos,
seguida de moagem mida em moinhos de barras.
3.8.6.2- Pr-Dessiliciao
Assim preparado, o minrio modo, em polpa a 50% de slidos com a soluo custica,
mantido, durante algumas horas, a uma temperatura da ordem de 850 C para promover a
dissoluo do ferro e a re-precipitao da slica reativa. Esta reao necessria para que
a slica no v precipitar-se depois sobre a alumina hidratada, na hidrlise, contaminando
o produto.
3.8.6.3- Digesto
A polpa proveniente dos tanques de pr-dessiliciao, a 85o C, bombeada
continuamente para autoclaves, onde tambm introduzida mais soluo custica, esta j
pr-aquecida cerca de 1400 C, onde mantido por agitao.
Da, obtida uma polpa contendo aluminato de sdio e uma fase slida, que o resduo
insolvel da digesto, chamado de lama vermelha. Esta polpa resfriada em tanques de
expanso, a presses decrescentes. O vapor desprendido no topo dos tanques
aproveitado em trocadores de calor, para pr-aquecer a soluo custica introduzida nos
autoclaves.
3.8.6.4- Separao do Resduo Insolvel ( lama vermelha )
O resduo separado da soluo til de aluminato de sdio por decantao em
espessador. A lama vermelha decantada no espessador tende a arrastar uma parte da
soluo til. Para uma mxima recuperao, a lama lavada em espessadores lavadores
e a uma filtrao a vcuo me um sistema de contra-corrente gua.
3.8.6.4- Precipitao ( hidrlise )
A soluo lmpida de aluminato de sdio, a temperaturas da ordem de 70 ~ 750 C
colocada em contato com sementes de cristais de alumina hidratada j previamente
obtidos por 30 hrs e decompe-se segundo a reao indicada ( 2 ). produzindo alumina
hidratada em cristais e regenerando a soda custica. Da, o material transferido para
tanques que so alimentados continuamente e tem tambm um transbordo contnuo,
sendo disposto em dois estgios. No primeiro estgio as partculas mais grossas
sedimentam ( produto propriamente dito ) e as demais so arrastadas com o transbordo,
indo para o segundo estgio,onde o sedimento a semente grossa , que recircula de
volta aos espessadores. O transbordo do segundo estgio vai para um espessador onde
as partculas slidas mais finas (semente fina ) se decantam e o transbordo constitui a
soluo custica regenerada.
3.8.6- Calcinao
53
O hidrato filtrado introduzido em fornos rotativos, onde submetido a temperaturas
crescentes de 2000 C na zona fria do forno, at cerca de 11000 C na zona quente. Este
aquecimento provoca a evaporao da umidade superficial do hidrato ( secagem ) e sua
posterior desidratao ( eq. 3 ). Atingida a temperatura de 11000 C, tem lugar, a reao de
converso parcial de Al2O3 em Al2O3 , que exotrmica.
O produto calcinado descarregado do forno atavs de resfriadores, onde ocorre troca de
calor com o ar secundrio. A partir da, transportado para os silos de armazenamento,
por sistema pneumtico.Vide Fluxograma do Processo Bayer.
3.9- OS PROCESSOS ELETROLTICOS PARA A PRODUO DO ALUMNIO
3.9.1- Processo Hall-heroult
O processo denominado Hall-Heroult consiste basicamente na reduo eletroltica do
xido de alumnio dissolvido em um banho de criolita fundida, numa clula de eletrlise.
A escolha da criolita (Na3AlF6) como solvente e eletrlito se deve a vrios fatores, dentre
eles:
sua voltagem de decomposio maior que a da alumina;
possui uma boa condutividade eltrica quando fundida;
sua temperatura de fuso relativamente baixa;
sua densidade menor que a do alumnio, quando ambos esto fluidos;
um bom solvente para a alumina.
Alguns aditivos, todos compostos de flor ( Al, Ca, Li ), podem ser introduzidos no
processo, visando atuar no ponto de fuso do banho eletroltico.
O procedimento para a preparao de alumnio consiste em decompor a alumina em
soluo dentro de um banho de criolita fundida, por meio da passagem de uma corrente
54
eltrica pelo banho, de uma parte por meio de um eletrodo em contato com o cadinho de
carbono, que contm a criolita, e, de outra parte, por meio de outro eletrodo de carbono
introduzido no banho.
Figura de Demonstrao
Esta combinao produz a decomposio da alumina, empregando uma corrente eltrica
sob uma baixa voltagem. O oxignio se dirige ao anodo, e combina com ele, e o alumnio
se deposita nas paredes do cadinho, que constituem o catodo, e se precipita como resduo
no fundo do cadinho. O banho permanece constante e serve indefinidamente se continua
sendo alimentado de alumina. O eletrodo positivo, o anodo, tem de ser substitudo depois
da sua combusto, pois esta impede a polarizao. A energia eltrica produz suficiente
calor para manter a alumina em fuso.
A principal reao eletroqumica que acontece no processo, a uma temperatura
aproximada de 9600 C pode ser assim representada.
2 Al2O3(dissolvida) + 3 C(s) = 4 Al(l) + 3 CO2(g)
Entretanto, algum metal sempre se dissolve no eletrlito e pode ser conduzido prximo ao
anodo, sendo ento, re-oxidado, de acordo com a seguinte reao:
2 Al + 3 CO2(g) = Al2O3(dissolvida) + 3 CO(g)
Esta reao gera perda de eficincia no processo e maior consumo de eletrodo (anodo).
Alm desta, inmeras outras reaes secundrias ( com eletrlito, aditivos, etc. ) tomam
parte no processo, cujos detalhes termoqumicos ainda so perfeitamente conhecidos.
O banho de uma clula eletroltica tem a seguinte composio aproximada:
* criolita (Al2O3 ) - 80 a 90%
* fluoreto de Al (AlF3 ) - 02 a 10%
* Fluorita ( CaF2 ) - 03 a 10%
* Alumina (Al2O3 ) - 02 a 06%
55
Os consumos caractersticos do processo, para cada tonelada de metal produzido so:
* Alumina 1900 ~ 2000kg
* Carbono ( anodo ) 490 ~ 520kg
* Fluoretos ( criolita, etc.) 30 ~ 50kg
* Energia Eltrica 14000 ~ 17000kwh
O metal produzido, que se deposita como resduo no catodo, deve ser retirado por meio
de um sistema de sifonagem, j que a clula totalmente vedada.
Clulas Eletrolticas
Os principais componentes de uma clula eletroltica so:
catodo, que uma carcaa de ao isolada, revestida internamente com blocos de
carbono pr-recozido (antracito ), no fundo e nas laterais do catodo, apoiados em
tijolos refratrios e isolantes;
anodo, que fica suspenso sobre o catodo, e parcialmente submerso no banho,
sustentado pela superestrutura . Existem 2 tipos bsicos, que por sua vez
caracterizam o tipo de clula eletroltica:
Pr-cozido ( Prebake ), constitudos de blocos de carbono e
Auto-cozido ( Soderberg ), constitudo de pasta andica. A corrente eltrica passa
pelos pinos, atravessa o carbono do anodo, entra no banho eletroltico para
decompor a alumina, vai ao leito de metal fluido, da, para o carbono do catodo e sai
por barras coletoras (de ao), nele engastadas.
sistema eltrico necessrio para operar as clulas parte da estao retificadora,
onde se origina a corrente contnua, que levada s clulas por meio de
barramentos de alumnio.
As clulas so ligadas em srie, ou seja, o barramento sai do catodo de uma e vai para o
anodo da outra, assim sucessivamente, at chegar de volta, para fechar o circuito.
56
a superestrutura tem o propsito de proporcionar um suporte (atravs de macacos mecnicos) no qual o
anodo possa ficar adequadamente suspenso, podendo ser levantado ou abaixado de acordo com as
necessidades prprias de operao da clula.
O grande consumo de energia eltrica uma das caractersticas marcantes do processo
eletroltico de obteno do alumnio. O desenvolvimento da indstria do alumnio primrio
enfoca principalmente esse aspecto, que tem inviabilizado a produo do metal em vrios
pases do mundo.
Eletricamente, duas grandezas so envolvidas: a corrente de linha, que a mesma para
todas as clulas e fixada por projeto e a voltagem das clulas, que uma caracterstica
individual de cada clula e que muda de uma para outra.
O rendimento energtico de uma clula eletroltica varia de 37,0 a 45,0%, mas a varivel
mais usada na avaliao do desempenho de uma linha de produo chamada eficincia
de corrente, baseada nas leis de Faraday. Sua faixa de variao situa-se entre 85,0 e
92,0%.
O consumo de energia est entre 14,0 e 17,0 kwh.kgAl-1.
3.9.2- FUSO
A fuso do alumnio , usualmente, realizada em fornos refratrios de revrbero, de
induo, rotativo ou de cadinho, com capacidade que varia de 500 quilos a 100 toneladas.
Alguns fornos so carregados pelo topo, caso em que a carga cai diretamente dentro do
metal lquido, que est dentro do forno, ou sobre uma carga ainda no lquida do metal.
Alguns fornos so carregados ao nvel do cho, atravs de portas laterais.
Em algumas fbricas , o alumnio fundido primeiro em um forno ( forno de fuso) e
transferido para um segundo forno ( for no de espera) para os ajustes de composio,
fluxao e controle adequado da temperatura antes do vazamento.
Na indstria do alumnio primrio , normal encontrarmos fornos de fuso/espera, onde o
metal das cubas transferido para o forno juntamente com a sucata de metal do
processo. Os fornos atuais so do tipo basculante para propiciar bom controle de
temperatura e vazo do metal para os equipamentos de vazamento e permitir rpido e
completo escoamento.
Na indstria do alumnio secundrio, so usados fornos rotativos para fundir sucata
secundria, material leve e borra. Nestes fornos , o metal recuperado na parte inferior de
uma camada lquida de sal protetora, a qual tambm serve para separar os xidos
metlicos do metal lquido.
3.9.3 - TRANSFERNCIA DE ALUMNIO LQUIDO
Para vazamentos com resfriamento direto do lingote, placa ou tarugo, o alumnio lquido ,
normalmente, transferido por gravidade do forno de fuso para o de espera e, deste, para
o molde.
Em fornos estacionrios, a vazo do metal de um furo de corrida do forno controlada por
tampes, ao passo que, em fornos basculantes, esta vazo funo da taxa de inclinao.
Aps deixar o forno, o metal escoa atravs da calha , levemente inclinada e revestida com
refratrios, para o equipamento de vazamento.
57
O sistema pode possuir controle de vazo e de nvel de metal lquido. Este controle pode
ser realizado manualmente por tampes controladores de nveis , vlvulas e bombas
especiais.
Para remover o hidrognio dissolvido, o metal lquido pode ser tratado no forno com um
agente fluxante. A desgazeificao (remoo de hidrognio) pode , tambm ser realizada
por sistema denominado em linha, quando o metal flui do forno para o equipamento de
fundio. Os dispositivos em linha, que utilizam princpios de filtrao de flotao, so,
tambm utilizados para remover incluses do lquido.
O metal lquido pode tambm ser movimentado de um forno para outro ou para um
equipamento de fundio por meio de cadinhos ou panelas. Quando a distncia tal, que
possa ocorrer excessivo resfriamento, o metal transportado atravs de recipientes
isolados, por meio de caminhes, dentro da fbrica ou nas vias pblicas.
No caso de fornos rotativos, o metal , normalmente, vazado diretamente em moldes.
Nesses casos, a velocidade de vazamento controlada pela posio do forno (rotao).
3.9.4- VAZAMENTO
O alumnio lquido vazado em placas e tarugos, por meio de equipamentos de
vazamento, atravs de processo de resfriamento direto semicontnuo, horizontal ou
fundio contnua. Outras formas para o alumnio e sua ligas so fundies em moldes de
areia , moldes permanentes, sob presso, etc.
3.9.5- BIBLIOGRAFIA
CAPOCCHI, J.D.T; MATOS, M. As Usinas Brasileiras de Metalurgia Extrativa dos Metais
No-Ferrosos ABM So Paulo, 1983
ASSOCIAO BRASILEIRA DO ALUMNIO ,manuseio do alumnio lquido, primeira
edio, So Paulo, 2000 ( Guia tcnico do alumnio)
MACHADO RAIMUNDO DE CAMPOS, A Indstria do Alumnio neste final de sculo. Ouro
Preto, Fundao Gorceix, 1988
REVISTA METALURGIA E MATERIAIS Edio 490
MACHADO, RAYMUNDO DE CAMPOS, l913 Apontamentos da histria do alumnio
primrio no Brasil. Ouro Preto, Fundao Gorceix, l985
www.abal.com.br
www.dnpm.gov.br
ANAIS Primeiro congresso internacional da indstria do alumnio
58
Captulo I Captulo I Captulo I Captulo IV VV V: : : : BALANO DE MASSA BALANO DE MASSA BALANO DE MASSA BALANO DE MASSA
59
4.1 CONCEITOS FUNDAMENTAIS
A termodinmica metalrgica busca responder duas perguntas bsicas:
- Qual o balano energtico e um processo,
- Qual a condio e equilbrio de uma dada reao
A primeira pergunta respondida pela 1 lei da termodinmica. Entretanto, para
estabelecer o balano de energia para um dado processo, alguns pr-requisitos devem ser
atendidos:
- Conhecimento adequado do balano de massa,
- Conhecimento dos diversos tipos de calores envolvidos.
Para lidar com o balano de massa necessrio lidar com alguns conceitos fundamentais:
- Numero de moles;
- equao de gs ideal;
- estequiometria de reaes qumicas
4.2- MOL
Sua definio precisa : O nmero de tomos contido em exatamente 12g de gs C
12
chamado o nmero de Avogadro, N ( N=6,02 x 10
23
). Um mol a quantidade material que
contm o nmero de avogadro de partculas.
Assim, os valores de massa atmica e massa molecular que se encontram tabelados na
literatura so referentes massa de um mol de tomos ou molculas.
O clculo de nmero de moles de um elemento ou composto presente em um determinado
sistema dado por:
N de moles = Massa (g) / Massa atmica ou molecular ( g/mol)
Este clculo adequado para compostos ou elementos slidos ou lquidos que so
facilmente pesados. Entretanto, para gases no usual ter-se a massa, normalmente a
quantidade de um gs medida em termos de volume. Desse modo, torna-se importante
desenvolver uma maneira de calcular o nmero de moles de um gs a partir de seu
volume. Para tal necessrio conhecer a lei de gs Ideal
4.3 - LEI DE GS IDEAL
Para gases a equao de estado a mesma, isto devido ao fato de que no estado
gasoso, as molculas so essencialmente independentes uma das outras o que por isso a
natureza das molculas individuais no afeta o comportamento do gs com um todo. Essa
independncia caracteriza o chamado gs Ideal e ela real para gases a baixa presso e
altas temperaturas (que normalmente o caso da metalurgia). A baixas temperaturas e
altas presses comeam a ocorrer desvios do comportamento ideal.
Para Temperatura constante, PV uma constante e sob presso constante, V
proporcional a T. Essas relaes podem ser reunidas em uma nica equao que
expressa o comportamento dos gases. A expresso que resulta :
60
PV = nRT
P: Presso ( atm)
V: Volume do gs( litros)
N: N de moles
R: Constante universal dos gases = 0,082054 atm.l.K
-1
.mol
-1
T: Temperatura (K)
A equao acima chamada de equao do gs ideal, onde pode ser notado que uma
expresso genrica que independe do gs considerado.
Uma condio de temperatura e presso particularmente importante a chamada
condio normal de temperatura e presso.
Para ela, tem-se:
- Presso : 1 atm - Temperatura: 0C ou 273K
O Volume de gs medido nas condies normais normalmente precedido pela letra N.
Assim 1 Nm
3
significa 1 m
3
de gs medido nas condies de 1 atm a 0C
Exemplo: Calcular o volume ocupado por 1 mol de gs nas condies normais.
Soluo: Usando a equao do gs ideal e substituindo valores, tem-se:
P= 1 atm ; T= 273 K; n= 1 mol ; R = 0,082504 atm.l.K
-1
.mol
-1
P
nRT
V =
=>
NL V 40 , 22
1
273 * 082054 , 0 * 1
= =
Um ponto importante a ser destacado que volume igual de gases, medidos nas mesmas
condies, contm o mesmo nmero de moles.
O estado ou a condio de uma mistura de vrios gases dependente no apenas da
presso, volume e temperatura, mas tambm da composio da mistura.
Uma das maneiras de expressar a concentrao de uma mistura atravs da frao
molar. As fraes molares Xi, so obtidas dividindo cada um dos nmeros de moles pelo
nmero total de moles de todas as substncias presentes.
n
t
= n
1
+n
2
+n
3
+.........
nt
ni
Xi =
A soma das fraes molares de todas as substncias de uma mistura igual a 1
Para gases, a frao molar se relaciona com a porcentagem em volume da seguinte
maneira:
61
100
%i
Xi =
As presses parciais so relacionadas de modo simples com as fraes molares dos
gases. Tem-se:
P
i
= X
i
* P
Os volumes molares so relacionados de modo simples com as fraes molares dos
gases. Tem-se:
Vi = Xi * V
Exemplo: Calcular os nmeros de moles de oxignio e nitrognio em 1Nm
3
de ar seco.
Soluo:
Para o ar seco tem-se : %O2 = 21 - % N2 = 79
Assim:
X
O2
= 21/100 = 0,21 X
N2
= 79/100 =0,79
Consequentemente:
PO2 = 0,21*1 = 0,21 atm
PN2 = 0,79*1 = 0,79 atm
Usando as relaes desenvolvidas anteriormente, tem-se:
moles
RT
V PO
no 375 , 9
273 * 0820504 , 0
1000 * 21 , 0 * 2
2 = = =
moles
RT
V PN
nN 267 , 35
273 * 0820504 , 0
1000 * 79 , 0 * 2
2 = = =
As expresses obtidas at agora permitem que se formule uma relao genrica para
clculo do nmero de moles de um gs contido num dado volume. Tem-se:
n
i
= V (Nm
3
) *1000*
4 , 22
1
*
100
%i
Os processos metalrgicos, de modo geral, sempre envolvem reaes qumicas. Desse
modo, importante saber lidar com as quantidades envolvidas nessas reaes.
62
4.1.3- ESTEQUIOMETRIA DE REAES QUMICAS
A definio de mol para abordar alguns problemas simples relativos a reaes qumicas.
Para tal, ser escolhido uma reao qumica de grande importncia na metalurgia: a
reao de queima do carbono com oxignio produzindo monxido de carbono,
representado abaixo:
C
(s)
+ O2
(g)
= CO
(g)
A equao para a reao qumica pode ser interpretada da seguinte maneira: 1 mol de
carbono slido combina-se com meio mol de oxignio gasoso para produzir um mol de
monxido de carbono gasoso. Um ponto importante nessas equaes que o nmero de
moles de cada elemento deve ser igual em ambos os lados do sinal de igualdade.
Exemplo: Deseja-se queimar 1 kg de carbono com oxignio, produzindo CO. Determinar o
volume de CO produzido .Caso esse oxignio esteja contido no ar, qual o volume de ar
necessrio a essa queima?
Soluo:
Primeiramente, determina-se o nmero de moles de carbono a ser queimado. Tem-se
moles
mol g
g
Nc 33 , 83
/ 12
1000 * 1
= =
Pelas propores envolvidas na reao, podem-se escrever as relaes abaixo:
n
O2
= n
c
n
CO
= n
c
Assim tem-se: n
O2
= 83,33/2 = 41,67 moles
n
CO
= 83,33 moles
Conhecendo os nmeros de moles, determina-se os volumes correspondentes nas
condies normais. Sabe-se que nossas condies cada mol ocupa 22,4 L litros, tem-se:
V
o2
= 41,67 * 22,4 = 933,41 NL = 0,933 Nm
3
V
o2
= 41,67 * 22,4 = 1866,59 NL = 1,867 Nm
3
Se o oxignio acima estivesse contido no ar, o volume de ar poderia ser calculado,
lembrando-se que no ar seco a porcentagem de O2 de 21%. Assim:
V ar seco = V
o2
* 100/21 = 0,933 * 100/21 = 4,443 Nm
3
63
4.4- BALANO DE MASSA
O balano de massa para qualquer processo metalrgico est baseado na seguinte
expresso: A matria no pode ser criada ou destruda em um dado sistema.
Matematicamente, essa expresso pode ser colocada da seguinte forma:
Entrada de massa = sada de massa + acumulao de massa
De um modo geral, nos processos metalrgicos, contnuos ou em bateladas, no existe
acumulao de massa. Desse modo, pode-se igualar as entradas e sadas de massa.
Os dados necessrios para o desenvolvimento de um balano de massa so: pesos e
analises qumicas de todos os materiais carregados ou produzidos no sistema.
As principais causas de erro que impedem o fechamento exato de um balano de massa
so:
- Erros de pesagem,
- Erros de anlise qumica: amostragem e equipamento
No raro atribuir a culpa dos desvios de controle de processos a tipos de modelos
matemticos utilizados, quando na verdade qualquer que seja o modelo ele nada mais far
que propagar os erros j existentes nas informaes fornecidas. Desse modo, de
extrema importncia minimizar os erros de pesagem e anlise qumica.
Exemplo: Um gs natural analisando 85%CH
4
, 10%C
2
H
6
, 4,5%N
2
e 0,5%CO
2
queimado
com ar seco. A analise ORSAT ( base seca) do gs produto da combusto de 9,8% de
CO
2
, 3,8% O
2
e 86,4% N
2
Calcular:
a) Nm
3
gs natural/Nm
3
de gs produto ( base seca)
b) Nm
3
de ar usado/Nm
3
de gs natural
c) Composio do gs produto, em base mida
Soluo:
Tomando como base 1 Nm
3
de gs natural, tem-se:
64
65
66
67
68
Captulo V Captulo V Captulo V Captulo V: : : : SIDERURGIA SIDERURGIA SIDERURGIA SIDERURGIA
69
5.1- Matrias- Primas utilizadas na Siderurgia
5.1.1- Minrio de Ferro
Os minrios de ferro que apresentam interesse econmico para a siderurgia so
basicamente os xidos. Os mais utilizados so a hematita e a magnetita. Estes minrios
so apresentados a seguir:
- Hematita - o tipo mais comum de minrio de ferro, constitudo essencialmente
pelo xido com frmula Fe
2
O
3
(trixido). Apresenta um teor nominal de 69,5% de
ferro, mas o teor real varia de 45 a 68% devido presena de ganga (impurezas).
Este tipo de minrio apresenta uma colorao cinza brilhante ao ser fraturado e
vermelho marrom depois de certo tempo de exposio no ambiente. Sua massa
especfica de 5,26 g/cm
3
.
- Magnetita - Constituda essencialmente do xido com frmula Fe
3
O
4
(perxido).
Apresenta um teor nominal de 72,4% de ferro, sendo que o seu teor real varia de
50 a 70%. um material de cor cinza escuro e apresenta propriedades
magnticas, o que facilita a sua concentrao nas operaes de beneficiamento.
Sua massa especfica de 5,17 g/cm
3
.
- Limonita - Consiste essencialmente em hematita hidratada (presena de gua)
com frmula qumica Fe
2
O
3
nH
2
O, na qual a proporo de molculas de gua de
hidratao pode variar de 1 a 3. Em conseqncia, varia tambm o teor nominal
de ferro sendo que o teor real normalmente no ultrapassa 60%. Apresenta-se
como um material de cor marrom ou amarela.
- Siderita - um tipo pouco freqente de minrio, ocorrendo normalmente como
componente de mistura da hematita e em pequenas propores. Apresenta-se na
frmula FeCO
3
(carbonato), sendo que seu teor real de ferro varia de 10 a 40%.
Apresenta uma cor clara a cinza esverdeado. Sua massa especfica gira em torno
de 3,85 g/cm
3
.
- Pirita - Tambm de pouca importncia, normalmente aparece como componente
de mistura de minrios de outros metais (minrios de cobre, por exemplo). Sua
frmula bsica FeS
2
. Sua massa especfica gira em torno de 5,0 g/cm
3
.
- Ilmenita - Apresenta a frmula qumica FeTiO
3
correspondendo a 36,80% de ferro,
31,57% de titnio e 31,63% de oxignio. Geralmente est associado com a
magnetita. normalmente extrado para a obteno do titnio, sendo o ferro um
subproduto. Sua massa especfica varia de 4,2 a 4,7 g/cm
3
.
- Olivinas - So silicatos que se apresentam sob diversas formas sendo uma das
mais importantes para a compreenso de fenmenos que ocorrem no
processamento dos aos a faialita (SiO
4
Fe
2
).
As formaes ferrferas bandeadas, denominadas itabirito, compostas de hematita
(Fe
2
O
3
) e slica, se constituem nos maiores depsitos de minrio de ferro. Essas
formaes enriquecidas pelos processos geolgicos possibilitaram a existncia de
itabiritos intercalados com hematita compacta com teores de ferro bastante altos.
O alto teor de ferro dos minrios dispensa em alguns casos, os processos de
concentrao, podendo o minrio ser utilizado diretamente, apenas com a adequao
granulomtrica. Os procedimentos fsicos para preparao mecnica tm por finalidade a
obteno de minrios de composio e dimenses uniformes e adequadas boa operao
nos reatores siderrgicos.
O minrio de ferro dividido em minrio bruto de mina, que uma mistura de
minrio grosso e fino, como sai da mina, minrio classificado que previamente
peneirado na mina para remover fragmentos grandes e finos, e minrio fino. Nas
70
instalaes preliminares de processamento de uma usina, o minrio bruto e o minrio
classificado sofrem um tratamento para que o minrio cujo tamanho maior que o limite
superior ao que pode ser carregado no alto-forno, britado.
Assim, a utilizao do minrio feita normalmente de duas formas: minrios
granulados e minrios aglomerados. Os granulados (entre 25 mm e 6 mm) so
adicionados diretamente nos fornos de reduo (alto-fornos, fornos de reduo direta ou
fornos de fuso redutora), enquanto os aglomerados so os minrios finos que devido
sua granulometria necessitam de uniformizao. Os principais processos de aglomerao
so a sinterizao e a pelotizao, indicados, respectivamente, para minrios de
granulometria entre 6,35 mm e 0,15 mm (sinter-feed) e menos de 0,15 mm (pellet-feed). A
produo de snter se realiza nas mesmas plantas da indstria siderrgica, fazendo parte
da linha de produo de siderrgicas integradas. A produo de pelotas, com dimetro em
torno de 15 a 10 mm, normalmente realizada pelas prprias mineradoras. Porm,
normalmente as plantas de pelotizao esto localizadas a beira-mar para reduzir os
custos com transporte e a degradao do produto (pelota) em operaes de
descarregamento de trens, por exemplo.
Como o processo desenvolvido no interior de um alto-forno envolve um fluxo gasoso
em contracorrente com a carga, torna-se necessrio a existncia de uma boa
permeabilidade da carga slida, de modo a garantir um escoamento suave e uniforme dos
gases. Um maior contato desses gases redutores com esta carga slida facilita a reduo
qumica do minrio de ferro, reduzindo o consumo de combustvel. Para tanto,
necessria a utilizao de materiais mais granulados no interior do alto-forno. Porm, at
que o material que compe a carga do alto-forno seja carregado no mesmo, este passa
por um grande nmero de operaes de manuseio, alm de ser submetido no interior do
alto-forno a uma grande presso, ou seja, deve suportar toda a carga acima do mesmo.
Desta forma, para que o material permanea ntegro, torna-se necessrio uma alta
resistncia mecnica. Diante de tantas exigncias, a gama de minrios utilizveis em alto-
forno ficava muito restrita, agravada pelo fato de que em lavra de minrio (extrao do
minrio), apenas 10~15% do total minrio "grosso" (NPO). Para possibilitar o
aproveitamento desse material fino, foram desenvolvidos processos os j citados
processos de pelotizao e sinterizao. A pelota apresenta uma resistncia
degradao no transporte bem maior do que o snter, facilitando a sua comercializao
pelas empresas mineradoras.
O menor tamanho do minrio melhora sua redutibilidade. Porm, quando uma
grande quantidade de finos carregada no alto-forno, a permeabilidade torna-se baixa,
prejudicando o processo. Portanto, o minrio deve ter um tamanho mximo em termos de
redutibilidade e um tamanho mnimo em termos de permeabilidade. A granulometria do
minrio de ferro atualmente controlada normalmente na faixa de um mnimo de 5 a 10
mm e de um mximo de 25 a 30 mm.
O minrio de ferro granulado, ou seja, in natura (Figura 1.6), normalmente
participa numa proporo de 5 a 20% dependendo muito da usina siderrgica, do grau de
utilizao de pelotas (Figura .1.6b) e de snter. As principais caractersticas qumicas deste
minrio so:
- Alto teor de ferro
- Baixos teores de fsforo, lcalis e enxofre.
71
Figura 1.6 Minrio de ferro granulado (in natura) e pelotas.
No caso do fsforo, aproximadamente 100% vai para o ferro-gusa. Alm disso,
estima-se que para cada 0,1% de fsforo no ferro-gusa, necessita-se de 1,0 kg de
carbono/tonelada de ferro-gusa. Os lcalis (Na
2
O e K
2
O) provocam formao de casco
(solidificao de camada de ferro-gusa) no alto-forno. O enxofre e o fsforo elevados
podem causar a desclassificao do ao na aciaria devido ao fato de provocarem
fragilidade no mesmo.
5.1.2- Fundentes
5.1.2.1) Definio:
So substncias minerais, com raras excees sintticas, com as funes de:
1) abaixar o ponto de fuso da mistura das gangas dos minrios e das cinzas dos
combustveis, nos processos da metalurgia extratativa;
2) abaixar o ponto de fuso melhorando a fluidez das escrias nos processos de refino;
3) abaixar o ponto de fuso de certos xidos em processos de eletrlise gnea.
5.1.2.2) Classificao Qumica:
a) cidos
b) Bsicos
c) Anfteros
FUNDENTES CIDOS
a) Slica (SiO
2
)
Empregada sob a forma de quartzo, quartzito, arenitos, areias de praia, minrios
silicosos. As argilas com alto teor de slica tambm so usadas como fundentes cidos. O
emprego dos fundentes cidos se d junto aos minrios de gangas bsicas, ou em
escrias bsicas.
72
b) Fluorita (CaF2)
um fluoreto de clcio natural. Alguns exemplos de emprego da fluorita podem ser
citados:
a) por escrias de refino do ao.
b) no banho eletroltico da produo de alumnio.
A fluorita tem ponto de fuso 1378C. A fluorita reage com a slica assim:
2CaF
2 +
2SIO
2
SiF4 + Ca
2
SiO
4
OBS.: O silicato bi-clcio forma com 38% de CaF
2
um composto euttico cujo ponto
de fuso 1130C.
5.1.2.3) FUNDENTES BSICOS
a) Calcrio (CaCO
3
)
um carbonato de clcio natural usado em conjunto com minrios de gangas
cidas na Siderurgia, na metalurgia do chumbo, na metalurgia do cobre, etc. Quanto mais
baixo o teor de slica, melhor a qualidade do calcrio.
b) Dolomita (CaCO
3
.MgCO
3
)
um carbonato duplo de clcio e magnsio. A dolomita tem emprego em condies
similares s do calcrio, e tambm aplicado em outras funes .
c) Criolita (AlF
3
.3NaF)
um fluoreto duplo de alumnio e de sdio, originalmente encontrado no estado
natural, na Groelndia, porm, hoje sinteticamente preparado nos prprios fornos de
reduo de alumnio, onde utilizado, como fundenteda alumina (Al
2
O
3
). A criolita com
aproximadamente 20% de Al2O3 forma o eletrlito da cuba de reduo. Ao passar a
corrente eltrica contnua, d-se a deposio do alumnio no ctodo.
d) Carbonato de Sdio(Na
2
Co
3
)
Tambm chamado barrilha densa, o fundente com poder dessulfurante, usado nas
escrias siderrgicas, em conjunto com a cal ou com o calcrio e pequena proporo
fluorita.
5.2.1.4) FUNDENTES ANFTEROS
a) xido de Ferro (Fe
2
O
3
, Fe
3
O
4
) e xidos de Mangans (MnO
2
)
b) Quando fundidos do origem aos monxidos FeO e MnO, respectivamente que
so fundentes notveis por serem anfteros. Funcionam como cidos ou como
bsicos, dependendo do meio em que se encontram
73
5.1.3) COMBUSTVEIS
5.1.3.1) CONCEITO
todo elemento ou substncia que combina com o oxignio, com velocidade
aprecivel de reao,de tal forma que o calor produzido na reao seja em quantidade
suficiente para quantidade industriais.
5.1.3.2) COMBUSTO
a reao de oxidao do combustvel com a conseqente transformao de energia
qumica em energia trmica.
Ex: C + O
2
=> CO
2
+ calor
Combusto Completa: Quando todas as substncias e elementos oxidveis que
compem o combustvel entram em combusto.
Combusto Incompleta: Quando no final da operao de combusto forem observadas
parcelas de elementos ou substncias por oxidarem.
5.1.3.3) ELEMENTOS GERADORES DE CALOR
Nas operaes metalrgicas os principais elementos geradores de calor quando
oxidados so: C, H, S, Mn, Al, P, Si, Mg.
O carbono e o hidrognio so os dois elementos de maior importncia e esto
sempre presentes nos gases e nos leos combustveis bem como nos carves vegetal e
mineral.
5.1.3.4) CINZAS
So resduos da queima de um combustvel, sendo substncias inorgnicas que
no produzem calor e faz parte da massa total de combustvel.
5.1.3.5) PODER CALORFICO
Denomina-se poder calorfico (PC) de um combustvel a quantidade de calor gerada
por unidade conhecida do combustvel. Para combustveis slidos e lquidos normalmente
o PC dado em kcal/kg e para gases o PC dado em Kcal/Nm.
- Poder Calorfico Superior (PCS): o calor obtido quando se considera que toda a gua
(de umidade e de formao) continua condensada no final da operao de combusto.
- Poder Calorfico Inferior (PCI): o calor obtido no final da operao considerando que
toda a gua (de umidade e de formao) passe para o estado do vapor.
- Calor latente de vaporizao (CLV): a diferena entre o PCS e o PCI, ou seja, o
calor gasto para vaporizar a gua (de umidade e de formao) contida no combustvel.
74
CLV = PCS - PCI
5.1.3.6) ANLISE DE UM COMBUSTVEL
- ELEMENTAR: Quando revela a porcentagem de cada elemento contido.
Ex: C:45% ; H: 40% ; O: 10% ; N: 5%
- IMEDIATA: Quando dada a porcentagem de algumas substncias. Normalmente
determina o teor de carbono fixo, materiais volteis e umidade.
Ex: Anlise do carvo: Cfx: 86% ; MV: 10% ; H
2
O: 3,5% ; S:0,5%
5.1.3.7) DETERMINAO TERICA DO PODER CALORFICO
- PCS:
PCS = 81000 + 34000 ( H O/8) + 2200 * S
- PCI:
PCI = 81000 + 34000 ( H O/8) + 2200 *S 586* ( 9H + H
2
O)
- CVL:
CVL = 586 * ( 9H + H
2
O)
- FRMULA PARA COMBUSTVEIS GASOSOS
PC = 3050 * CO + 2600 * H
2
+ 8600 * CH
4
+ 14300 * C
2
H
4
+ 5500 * H
2
S
5.1.3.8) PONTO DE IGNIO DE UM COMBUSTVEL
uma dada temperatura acima da qual a reao de combusto se processa de
forma espontnea, com velocidade aprecivel, de tal forma que o calor gerado
consideravelmente maior que o calor dissipado, onde a diferena entre ambos uma
quantidade de calor possvel de ser aplicada em operao industriais.
Os fatores que influenciam no ponto de ignio (PI), so:
- Granulometria
- Estado fsico
- Porosidade
- Presso ambiental
- Umidade do combustvel
75
5.1.3.9) CLASSIFICAO GERAL DOS COMBUSTVEIS
5.1.3.10) SLIDOS NATURAIS
a) LENHA
um combustvel natural slido de origem orgnica, constitudo de madeira tosca,
destinados queima em caldeiras, alguns fornos industriais ou ao uso domstico.
Metalurgia Baixa aplicao devido ao baixo poder calorfico (2800 a 4500 kcal/kg)
Alto teor de umidade
Composta basicamente de celulose (C
6
H
12
O
5
) e lignina (substncia que se deposita
na parede das clulas vegetais e, responsvel em grande parte pela rigidez da madeira).
Quanto maior o teor de lignina (substncia depositada nas paredes das clulas
vegetais responsvel pela rigidez da madeira), melhor o carvoeiamento.
Quando submetida a pirlise, os constituintes da lenha produzem:
Classificao
Geral dos
Combustveis
SLIDOS
LQUIDOS
GASOSOS
Naturais
Artificiais
Naturais
Naturais
Artificiais
Artificiais
Lenha
Turfa
Linhito
Hulha
Antracito
Coque metalrgico
Carvo Vegetal
Petrleo
leos pesados
leos leves
Gs Natural
Gs de leo
Gs de Coqueria
Gs de Alto-forno
Gases de gasognio
76
PRODUTO MADEIRA (%) LIGNINA (%)
Carvo 37,8 50,6
Alcatres 8,1 13,0
Metanol 1,0 0,9
Acetona 0,2 0,2
cido Actico 3,2 1,1
Gases e gua 49,7 34,2
A composio da lenha (base seca) geralmente Cfx de 25%, MV de 70% e Cinza
de 5%.
O produto mais visado da lenha o carvo vegetal, matria-prima de substancial
importncia para a metalurgia, principalmente para a siderurgia
b) CARVO MINERAL
O carvo mineral uma massa compacta, estratificada, oriunda da deteriorao de
materiais vegetais as quais passam por vrios estgios de decomposio decorrente de
aes geolgicas que provocam modificaes em suas propriedades fsicas e qumicas.
Quimicamente, ocorrem alteraes complexas na estrutura vegetal com
desprendimento de umidade, xidos de carbono e metano, enquanto, fisicamente, tem-se
mudanas de cor (escurecimento) e dureza e o aparecimento de resistncia semelhante
dos minerais.
Para causa de suas caractersticas fsicas e da natureza de seus depsitos, o
carvo classificado como uma rocha, embora tenha origem vegetal, da a denominao
freqentemente encontrada de carvo de pedra.
Devido ao maior ou menor tempo exposta decomposio, a matria vegetal d
origem a carves com diferentes propriedades, conforme tabela abaixo:
ESTGIO UMIDADE CARBONO HIDROGNIO OXIGNIO MAT. VOL
Madeira 20 50 6 42,5 75
Turfa 90 60 5,5 32,3 65
Carvo
Marrom
60-40 60-70 5 >25 >50
Linhito 40-20 65-75 5 16-25 40-50
Sub-
betuminoso
20-10 75-80 4,5-5,5 12-21 40-45
Betuminoso 10 75-90 4,5-5,5 5-20 18-40
Semi-
betuminoso
<5 90-92 4,0-4,5 4-5 5-20
Antracito <5 92-94 3,0-4,0 3-4 15
Turfa: um carvo mineral resultante do primeiro estgio de transformao da matria
vegetal (lenha), fossilizada e litificada pela presso das rochas sedimentares.
Ao de Fungos e bactrias menor MV
Canad, Finlndia, Sucia, EUA e Rssia Maiores produtores
77
Baixo poder calorfico 3500 kcal/kg utilizado para presso de vapor em caldeiras.
Utilizado tambm em termoeltricas. Rara aplicao na metalurgia.
Anlise mdia da turfa seca C = 60%; O=34%; H=6%
Linhito: um combustvel slido natural oriundo da transformao geolgica da turfa.
Idade geolgica maior.
Segundo estgio de transformao da lenha
Teor de umidade alto 30 a 40%
Grau de compactao maior, mas ainda com aspectos fibrosos
Maior concentrao de C
Anlise mdia C = 70%; O = 25%; H = 5%
Baixa utilizao na metalurgia torna-se pulverulento ao ser aquecido e baixo poder
calorfico ( ~ 6500 kcal/kg)
Hulha: A hulha tambm denominada carvo betuminoso, por possuir emm sua massa
alto teor de substncias oleosas, denominadas betume.
Estgio posterior de transformao geolgica
Poder calorfico entre 7000 e 8500 kcal/kg
Teor de umidade menor
Hulha matria-prima do coque metalrgico
Anlise mdia: C 69-78%; MV - 22-31%
Antracito: um combustvel com alto grau de compactao, tambm denominado carvo
duro.
Maiores teores de C (> 80%) e menores teores de MV
Originam-se geologicamente das hulhas
Poder calorfico: 7200 8800 kcal/kg
Utilizado em misturas para confeces de eletrodos
No-coqueificvel baixo teor de MV
ltima fase de transformao da lenha
Porm nem todos os carves minerais transformam em coque. A designo de um
carvo coqueificvel, depende de sua ao quando aquecido em ausncia de ar. Se o
carvo amolece e eventualmente se solidifica em massa mais ou menos slida, ele
classificado como um carvo coqueificvel, se ele desagrega com o aquecimento ou forma
uma massa fracamente consistente, classificado como no coqueificvel.
No Brasil, apenas o carvo metalrgico de Santa Catarina classificado como
coqueificante mas, mesmo assim, possui elevado teor de cinzas (18,5%) e de exxofre
(1,51%)
78
5.1.3.11) SLIDOS ARTIFICIAIS
a) COQUE METALRGICO
um combustvel slido obtido pela destilao do carvo betuminoso (hulha) de
teores prximos de 25% de materiais volteis. o principal combustvel para altos-fornos,
na produo de ferro gusa.
Tm como caractersticas:
- Aspecto poroso
- Cor cinza escuro
- Opaco
- Poder calorfico
- Resistncia mecnica
OPERAO DO COQUE METALRGICO
A operao de obteno do coque denominada por coqueificao e consiste na
pirolise da hulha em retortas apropriadas onde se d a separao das matrias volteis
(betume) do residual slido, atravs do calor. As matrias volteis, compostas por vrias
substncias, saem pela parte superior da retorta e so recolhidas por tubulaes, sendo
levadas para depsito, para ulterior aproveitamento; a parte residual slida, que fica no
interior da retorta ou clula de coqueificao, denominada por coque metalrgico, por ser
o combustvel, por excelncia, de uso corrente em inmeras operaes metalrgicas.
A temperatura de coqueificao varia na faixa de 500C a 1150C. O calor
necessrio ao processo de coqueificao gerado pela queima do gs de coqueira.
Coqueria o conjunto de clulas ou retortas de coqueificao, e o gs gerado na coqueria.
Sai da mistura de substncias que compem o betume da hulha. Desta forma a coqueria
funciona sem necessidade de energia calorfica externa.
O processo de coqueificao em questo denominado processo do sub-produto,
devido grande importncia que se d recuperao dos valiosos sub-produtos da hulha.
O fracionamento das matrias volteis fornece inmeras substncias comercializveis, o
que torna o processo econmico. Alguns dos sub-produtos citados acima so: alcatro,
pixe, naftalina, gs de coqueria, etc.
As 5 fases da coqueificao so:
1. desvolatilizao primaria
2. fluidez
3. inchamento
4. ressolidificao
5. desvolatilizao secundria
1. Desvolatilizao primria
a primeira fase de coqueificao, quando o carvo mineral passa por um
processo de liberao de gases. O nvel de temperatura nesta fase vai at 550C. Prximo
de 500C d-se produo do alcatro. A composio do gs sobremaneira varivel,
ficando na dependncia das caractersticas originais do carvo. Normalmente o gs
composto por CO
2
, H
2
, CO e hidrocarbonetos.
79
2. Fluidez
a fase da coqueificao em que os carves tornam-se plsticos antes da
decomposio total das matrias volteis. Esta fase j existe antes do trmino da fase
anterior, ou seja, abaixo de 550C.
3. Inchamento
O inchamento o aumento de volume do carvo no momento da sada dos gases.
H o inchamento dos poros devido sada das matrias volteis do interior do carvo. O
fenmeno do inchamento ocorre a temperaturas coincidentes com as temperaturas de
maior taxa de desvolatilizao e de fluidez mxima.
4. Ressolidificao
a fase por que passa o carvo no interior da clula, aps o inchamento, e que
consiste da perda gradativa da plasticidade do material, tornando-se um produto rgido
com aprecivel resistncia mecnica. nesta fase que aparecem as fissuras no coque. A
temperatura nesta fase est a nveis superiores a 550C.
5. Desvolatilizao secundria
o ltimo estgio da coqueifica nas faixas mais altas de temperaturas onde h a
liberao de H
2
. Ocorre a tambm a liberao de HCN e CO oriundos de anis de
nitrognio e teres mais fortemente ligados matriz.
b) CALOR NECESSRIO COQUEIFICAO
Como j foi dito, o calor necessrio coqueificao fornecido pela queima dos
gases da prpria coqueira. Este gs volta s instalaes da coqueira aps separado das
outras matrias volteis que saem da hulha.
A quantidade de calor necessria para a coqueificao de uma tonelada de hulha fica em
torno de 630 Mcal. Desta quantidade de calor, quando o coque descarregado da clula,
leva em sua massa aproximadamente 260Mcal/t o que lhe garante uma temperatura acima
de 700C, temperatura de ignio do coque, em mdia.
c) OPERAO DE EXTINO
Aps a operao de coqueificacao no interior da clula, operao que dura em torno
de 16 horas, a clula descarregada, o que se d com o coque em temperaturas bem
superiores a 700C, que o seu ponto de ignio, em mdia.
Saindo da clula, o coque em contato com o oxignio do ar comea a incendiar-se
espontaneamente, o que deve ser evitado para que o mesmo no seja perdido no todo ou
em parte.
A operao de extino cuida de abaixar rapidamente a temperatura do coque a
nveis inferiores temperatura de ignio. Esta operao feita por chuveiros de gua em
uma torre apropriada. A extino pode ser feita tambm com a passagem forada de
gases inertes como CO
2
, N
2
, pelo interior da carga do coque em um recipiente. No Brasil, o
processo de extino adotado o primeiro.
80
d) UTILIZAO DO COQUE
O coque usado como combustvel nos altos fornos e nos fornos de fuso de
metais como o forno cubil e fornos de cadinho. Nos altos fornos, o coque tem ainda a
funo de fornecer o C para a reduo dos minrios de ferro.
5.1.3.12) BRIQUETES DE CARVO
Com o desenvolver das operaes metalrgicas, em empresas que consomem o
carvo sempre h a seleo granulomtrica desse combustvel de maneira que os finos
ficam descartados e acumulados em determinados pontos do ptio de matrias primas.
Isto acontece porque os fornos exigem granulometras bem definidas de minrios e dos
combustiveis, para uma boa operao. Com o decorrer do tempo, torna-se necessrio o
aproveitamento dos finos supracitados, tanto por razes econmicas, quanto por questes
de espao fsico, nos ptios.
Briquetes de carvo so corpos prensados de finos de carvo misturados a ligantes
que normalmente so hidrocarbonetos, como alcatro, pixe ou melao de cana. A
prensagem se faz em mquinas chamadas briquetadeiras.
5.1.3.13) CARVO PULVERIZADO
So partculas de carvo finamente triturados em moinhos de bola. A granulometria
do carvo pulverizado deve ser tal que 80% esteja abaixo 200 meshes e 95% acima de
100 meshes. O carvo nestas condies torna-se altamente inflamvel e presta-se para
combusto em maaricos semelhantes a combustveis lquidos. H a aplicao de finos de
carvo atravs das ventaneiras de altos fornos, na produo de ferro gusa.
No Brasil, empresas como a Mannesmann e a Siderrgica Pains esto injetando
finos de carvo atravs das ventaneiras de seus altos fornos, obtendo considervle
economia de carvo granulado.
Os finos de carvo so obtidos pela moagem dos rejeitos dos carves classificados nos
momentos da descarga do carvo na usina siderrgica e da classificao de 100kg/t a
300kg/t, ou seja quilogramas de finos por toneladas de gusa produzida.
5.1.3.14) CARVO VEGETAL
O processo tradicional de obteno do carvo vegetal d-se pela queima ou
aquecimento de madeira, em temperaturas que variam entre 500 e 600C, na ausncia de
ar.
Empilham-se estacas de madeira, cobertas parcialmente por terra, para limitar a
entrada de ar, e procede-se queima. Trata-se de uma tcnica bastante primitiva, que no
permite o aproveitamento de nenhum subproduto, geralmente usada por pequenos
produtores, que operam no prprio local de desbaste das rvores.
O processo industrial utiliza fornos, preaquecidos temperatura de 300C, nos
quais so colocados pedaos relativamente pequenos de madeira seca. Esse processo
permite a produo em escala incomparavelmente maior de carvo vegetal destinado
siderurgia do ferro gusa e obteno de subprodutos, como metanol, cido actico, piche,
leo e gs. A madeira mais indicada o eucalipto, plantado em grandes extenses.
Graas principal caracterstica do carvo vegetal, que sua grande porosidade,
costuma-se empreg-lo como adsorvente, seja para desodorizador do ar, seja como
81
descorante de solues. Utiliza-se esse tipo de carvo vegetal em respiradores de
mscaras contra gases, para remoo de vapores txicos, e na purificao da gua.
Caractersticas do carvo vegetal
Cor escura (preta)
Opaco
Poder calorfico de aproximadamente de 7300 kcal/kg
Peso especfico de 220 a 250 kg/m3 (base seca)
Ponto de Ignio: 350 a 400C
Baixa resistncia mecnica (ao esmagamento)
Baixo teor de cinza
Anlise tpica: Cfixo = 83%; P = 0,035%; MV = 13,65%; Cinza = 3,0%
5.1.3.15) COMBUSTVEIS LQUIDOS
a) NATURAIS
Petrleo ou leo cru.
o nico combustvel lquido natural. Trata-se de um betume lquido. Como
combustvel metalrgico no empregado diretamente no estado em que se encontra.
Aps sua destilao, o petrleo d origem a vrios produtos de mltiplos usos.
DESTILAO DO PETRLEO:
PRODUTOS TEMPERATURAS DE DESTILAO
A) Gs de leo at 40C
B) Gasolina de 40C a 180C
C) Querosene de 180C a 230C
D) Diesel de 230C a 300C
E) leos combustveis de 300C a 400C
F) leos lubrificantes de 400C a 520C
G) Coque de petrleo, asfaltos =
resduos
b) ARTIFICIAIS
So combustveis obtidos pela destilao do petrleo.Os combustveis lquidos
derivados do petrleo so:
a) leos leves: querosene, gasolina, diesel. So combustveis que no tm aplicaes
industriais.
b) leos pesados: So tambm chamados de leos combustveis por serem usados
quase que exclusivamente como combustveis em indstrias metalrgicas. So os
combustveis lquidos de maior importncia para a indstria. Na nomenclatura da
Petrobrs, alguns leos combustveis recebem identificao como:
BPF baixo ponto de fuso, viscoso abaixo de 60C
BTE baixo teor de enxofre
Etc.
82
c) Alcatro de hulha: um combustvel resultante da destilao da hulha. No um
combustvel de emprego corrente, mas usado como combustvel metalrgico.
5.1.3.16) COMBUSTVEIS GASOSOS
a) NATURAIS: gs natural.
o nico combustvel natural gasoso. Trata-se de um betume gasoso. extrado
por meio de poos, semelhana do petrleo. composto basicamente por metano, CH
4.
Tem poder calorfico acima de 5500Kcal/Nm
3
. aplicvel industrialmente quando h
usinas prximas de sua extrao. O seu transporte a longas distancias oneroso.
Na natureza, o metano (CH
4
) formado pela decomposio da celulose (C
6
H
12
O
5
) por
hidrlise bacteriana:
(C
6
H
12
O
5
)
n
+ nH
2
O
microrganismos
3nCo
2
+ 3nCH
4
b) ARTIFICIAIS
a) Gs de leo: o gs obtido na destilao do petrleo. Tem poder calorfico entre 4000
e 7000 Kcal/Nm
3
. Parte deste gs (propano e butano) compe o GLP de uso domestico:
outra parte e matria prima na fabricao de plsticos.
b) Gs de coqueria: o gs obtido pela destilacao da hulha nas coquerias. empregado
na prpria coqueria (+ 30%) e em outras partes da usina siderrgica para aquecimento de
lingotes de ao, panelas, etc.
O poder calorfico fica entre 4000 e 5000 Kcal/Nm
3
. A anlise tpica de um gs de coqueria
est abaixo citada.
CH
4
= 28%; C
2
H
4
= 1,7%; C
2
H
6
= 3,0%;
H
2
= 53%; N
2
= 1,0%; CO
2
= 4,3%;
CO = 8%;
outros restantes por diferena.
c) Gs de alto forno: o gs sub-produto do alto forno, resultante de combustao
imperfeita do carbono na produo de ferro gusa. O poder calorfico do gs de alto forno
muito baixo, prximo de 1100 Kcal/ Nm
3
. A utilizao deste gs se d nos regeneradore de
calor (+ 40%) que aquecem o ar para o alto forno, e em misturas com o gs de coqueria
onde se aplica este gs.
Abaixo est citada uma anlise tpica do GAF.
CO = 22%; CO
2
= 8%; N
2
= 55%;
H
2
= 2%; CH
4
= 1,5%; O
2
= 0,5%;
outros, a diferena.
83
5.1.4- REFRATRIOS
Materiais naturais ou artificiais, geralmente no metlicos, mas no excludos aqueles que
contenham constituintes metlicos capazes de suportar temperaturas elevadas em
condies especficas de emprego sem se deformarem acentuadamente.
Os refratrios se desenvolvem em dois tipos:
REFRATRIOS NO MOLDVEIS E MOLDVEIS
REFRATRIOS NO MOLDVEIS: So constitudos essencialmente de misturas de
materiais refratrios granulados com ou sem ligantes e/ou aditivos (com alto controle na
mistura) empregados para construo ou reparaes monolticas aplicadas por socagem,
acomodao ou projeo bombeamento (concretos de fluncia livre).
Aplicao de refratrios monolticos:
- Panelas de ao, abbada Forno Panela, Distribuidores, soleiras, paredes, queimadores e
abobadas dos fornos de reaquecimento de tarugo, revestimento de forno eltrico.
REFRATRIOS MOLDVEIS: constitudo de peas padronizadas:
- Radiais 1, 2 e 3
- Arcos 1, 2 e 3
- Cunhas 1, 2 e 3
- Paralelos
- Semi isso, e peas especiais.
5.1.4.1 - CLASSIFICAO DOS REFRATRIOS QUANTO FORMA MODO DE
APLICAO -FINALIDADE
Granulados
Secas, midas e pega ao ar,
de pega a quente...
Argamassas
Plsticos refratrios
Concretos refratrios
Massas -De socar
-De projetar
-De tamponamento
-Tixotrpicas
-De reparo de
soleira
...
Moldveis
Peas
Tijolos
Placas
Blocos
Moldados
Refratrios
Granulados
Secas, midas e pega ao ar,
de pega a quente...
Argamassas
Plsticos refratrios
Concretos refratrios
Massas -De socar
-De projetar
-De tamponamento
-Tixotrpicas
-De reparo de
soleira
...
Moldveis
Peas
Tijolos
Placas
Blocos
Moldados
Refratrios
84
REFRATRIO CIDO
Refratrio tal como o tijolo de slica que contm uma proporo substancial de slica
livre e que pode quando aquecido reagir quimicamente com refratrios bsicos, escria
de fluxos.
REFRATRIO BSICO
Refratrios que consistem essencialmente de magnsia, cal , cromita ou mistura de
dois ou mais destes constituintes e que a quente, podem reagir quimicamente com
refratrios cidos, escrias e fluxos.
5.4.1.2. Principais caractersticas
Trmicas:
- Elevadas temperaturas
- Gradientes de temperaturas
- Alteraes de gradientes de temperaturas
Qumicas:
- Reaes de interfaces com escrias, metais lquidos, gases e fumaas.
Mecnicas:
- Cargas: impacto, compresso, flexo, abraso.
- Vibraes, Cavitaes
85
6- AGLOMERAO DE MINRIOS SINTERIZAO E PELOTIZAO
6.1- PELOTIZAO
A pelotizao um processo de aglomerao de partculas ultrafinas de minrio de ferro,
atravs de um tratamento trmico. Esta frao ultrafina (abaixo de 0,15 mm) encontrada
desta forma na natureza ou gerada no beneficiamento. A pelotizao tem como produto
aglomerados esfricos de tamanhos na faixa de 8 a 18 mm, com caractersticas
apropriadas para alimentao das unidades de reduo, tais como altos-fornos.
Nos altos-fornos, resumidamente, ocorre fuso e reduo do ferro, que passa da forma de
xido forma metlica. Neste tipo de equipamento, toda a carga de xido de ferro,
agentes redutores e combustveis adicionada anteriormente ao acendimento do forno.
No carregamento do forno faz-se uma pilha de material no interior do mesmo, chegando a
alturas de 30 metros em alguns casos. Devido a essas caractersticas do processo, so
necessrias ao material alimentado algumas propriedades.
Como o alto-forno abastecido antes do incio da combusto, so necessrios meios de
entrada e circulao de ar e gases de combusto, em todas as regies da carga. Por esse
motivo, imprescindvel que as partculas, seja de combustvel ou minrio de ferro,
tenham dimenses grandes o suficiente para que remaneam lacunas entre elas. Pela
mesma razo, preciso que estes materiais tenham resistncia mecnica suficiente para
suportar o prprio peso da carga do forno, para que no haja esmagamento e
conseqente obstruo do auto-forno, da a necessidade de pelotizao, em se tratando
de fraes finas de minrio.
Alm destes objetivos principais, a produo de pelotas tambm permite adio de maior
valor agregado ao produto, sendo possvel acrescentar na prpria pelota agentes
redutores do ferro como carvo mineral.
6.1.1 - PROCESSO
As etapas envolvidas no processo de pelotizao podem, de forma genrica, ser agrupadas em trs
estgios: Preparao das matrias-primas, formao das pelotas cruas e processamento trmico.
Preparao de matrias-primas
A preparao das matrias primas tem por objetivo adequar as caractersticas do minrio de ferro s
exigidas para a produo de pelotas cruas. Neste estgio preparada a mistura a pelotizar, que pode
comportar diferentes tipos de minrios e aditivos, estes utilizados para modificar a composio
qumica e as propriedades metalrgicas das pelotas. Em geral, incluem-se neste estgio as seguintes
etapas: concentrao / separao, homogeneizao das matrias primas, moagem, classificao,
espessamento, homogeneizao da polpa e filtragem.
Formao de pelotas
A formao de pelotas cruas, tambm conhecida por pelotamento, tem por objetivo produzir pelotas
numa faixa de tamanhos apropriada e com resistncia mecnica suficiente para suportar as etapas de
transferncia e transporte entre os equipamentos de pelotamento e o de tratamento trmico.
Forno de pelotizao
86
A fim de conferir s pelotas alta resistncia mecnica e caractersticas metalrgicas apropriadas, as
mesmas so submetidas a um processamento trmico num forno de pelotizao com o objetivo de
siterizar as pelotas. H no forno regies de secagem, pr queima, queima, ps-queima e
resfriamento. O tempo de durao de cada etapa e a temperatura a que so submetidas as pelotas tm
forte influncia sobre a qualidade do produto final.
6.2- SINTERIZAO
A sinterizao consiste em misturar e homogeneizar finos de minrios de ferro (sinter-feed), finos de
carvo ou coque, finos de fundentes (cal, etc.) e controlar a umidade inicial da mistura, seguida da
combusto do carvo, de modo que a temperatura seja elevada at a faixa de 1250 a 1350
o
C,
condio suficiente para que a umidade evapore e as partculas da carga se unam por caldeamento,
devido ocorrncia de uma fuso parcial do tipo redutora-oxidante, obtendo-se um material
resistente e poroso, com alguns centmetros de dimetro mdio denominado snter.
Na Figura I apresenta-se um fluxograma esquemtico de um processo de sinterizao.
Figura I - Fluxograma esquemtico do processo de sinterizao.
Mquina de
sinterizao
Misturador
Fundentes
Moinha de coque
Rejeitos
industriais.
Finos de minrio
de ferro
Snter (produto)
(5 a 50 mm)
Tratamento
Mecnico
Alto-forno
Finos (< 5 mm)
Carepa laminao e
lingotamento, ps
metlicos do alto forno e
aciaria, finos de cal da
calcinao, finos de
coque etc.
gua
87
No processo de sinterizao existe a necessidade de uma homogeneizao do minrio de
ferro antes do seu carregamento nas mquinas de sinterizao. Isto se faz necessrio porque os
depsitos minerais no so homogneos, ocasionando uma variao de propriedades fsicas e
qumicas medida que avana a frente de lavra. Ao mesmo tempo uma usina siderrgica pode ter
vrios fornecedores de minrio de ferro. Na homogeneizao, a deficincia de um parmetro ou
constituinte suprida pelo excesso existente em outro at que haja um conjunto (carga) que tenha
qualidade intermediria e mais ou menos constante.
A homogeneizao iniciada na etapa de formao de pilhas de armazenamento do minrio,
procurando-se realizar a deposio (stacker em ingls) de camadas horizontais superpostas, sendo a
retirada (denominada recuperao ou reclaimer em ingls) realizada em sees verticais
(transversais), de forma a remover uma quantidade que represente a composio mdia do material
estocado na pilha, ou seja, contribuir para a homogeneizao dos materiais.
A formao da pilha pode ser feita atravs de camadas superpostas simples na forma de um V
invertido, na forma de mltiplas camadas em V invertido e em espiral. A Figura 2.1.1 apresenta uma
imagem de um ptio de estocagem de matrias-primas e a Figura 2.1.2 mostra a formao de uma
pilha de minrio de ferro empregando-se o equipamento stacker/reclaimer, bem como a asperso de
gua sobre a pilha para evitar o arraste de material particulado pelo vento, o que acarretaria poluio
ambiental.
O termo homogeneizao refere-se ao processo de mistura de um s tipo de material,
enquanto que o termo blendagem (blending) corresponde mistura de vrios materiais com
caractersticas diferentes. Em ambos os casos, objetiva-se uma mistura tal que no decorrer do
processo industrial a qualidade (composio qumica, granulometria, propriedades fsicas) se
manter constante ao longo de um determinado perodo de tempo.
Pode-se resumir o fluxo do minrio de ferro, o calcrio (inclusive o dunito) desde a sua
chegada na usina siderrgica at a entrada na sinterizao e/ou calcinao como:
a) recebimento do minrio
b) realizao de amostragens de forma automtica
c) formao de pilhas nos ptios primrios
d) retirada do minrio das pilhas primrias
e) transporte do minrio de ferro e do calcrio para ou alto-forno ou para os silos de
mistura; o calcrio tambm enviado para a calcinao
f) transporte da mistura minrio + calcrio para os silos da sinterizao ou para os ptios de
homogeneizao (blendagem)
Os minrios de ferro para sinterizao so especificamente preparados para serem
sinterizados devendo possuir, portanto caractersticas fsicas e qumicas capazes de propiciar a
obteno de um aglomerado dentro das necessidades do alto-forno. Entretanto a mistura de minrios
denominada de Standard Snter Feed (SSF) depende alm destas caractersticas, de outros fatores,
comerciais, polticos, estratgicos, disponibilidade, viabilidade de fornecimento e de transporte.
As caractersticas fsicas que devem ser controlados no minrio de ferro so basicamente os
seguintes:
- Granulometria (finos < 5,0mm)
- Crepitao o fenmeno de degradao por ruptura do material em partculas menores
quando submetido bruscamente a temperaturas acima de 300
o
C, devido a presena de
umidade ou outros componentes que so vaporizados e aumentam a presso interna
provocando a fratura do material.
88
- Resistncia degradao do material quando aquecido a tendncia reduo da
granulometria do material (gerao de partculas finas por abraso ou ruptura); ensaio RDI
(Reduction Degradation Index).
- Redutibilidade ou reducibilidade (RI) capacidade de reao (reduo qumica) do minrio
com o gs redutor no alto-forno (CO); ensaio RI (Reduction Index).
- Resistncia mecnica - resistncia a impactos medida atravs do teste de queda (Shatter
Test).
- Finos de aderncia
Com exceo da resistncia mecnica e da redutibilidade, os nveis de controle devem ser os mais
baixos possveis.
Os minrios de ferro para sinterizao so especificamente preparados para serem sinterizados
devendo possuir, portanto caractersticas fsicas e qumicas capazes de propiciar a obteno de um
aglomerado dentro das necessidades do alto-forno. Entretanto a mistura de minrios denominada de
Standard Sinter Feed (SSF) depende alm destas caractersticas, de outros fatores, tais como
comerciais, polticos, estratgicos, disponibilidade, viabilidade de fornecimento e de transporte.
Em relao s caractersticas fsicas considera-se que o minrio de ferro para sinterizao
deve apresentar: granulometria adequada, poder de aglomerao a frio, porosidade, forma de gro,
crepitao, densidade. Como exemplo de uma adequada distribuio granulomtrica tem-se:
- 0% de frao > 10,0 mm
- 45% a 60% da frao de 1 a 10,0 m
- e menor de 15% da frao < 200 mesh
O poder de aglomerao a frio est relacionado com a capacidade dos minrios sofrerem uma
micropelotizao sob o efeito da umidade e mistura. Isto pode ser observado no manuseio do
minrio (empilhamento e ou armazenamento em silos). Esta caracterstica provavelmente traduz o
conjunto das outras agindo positivamente para facilitar a micropelotizao. A produo de uma
mquina de sinter est intimamente relacionada com o poder de aglomerao a frio dos minrios.
Em relao s caractersticas qumicas pode-se dizer que a composio qumica que um
minrio deve apresentar para a sinterizao depende de um contexto amplo, a saber:
- Balano de carga para o alto forno (devido ao nvel de participao do sinter na carga
metlica do alto-forno).
- O tipo e o volume de escria de Alto Forno.
- A qualidade do Sinter.
Normalmente no caso dos minrios brasileiros de elevado teor de ferro, enxofre, titnio e
lcalis, o controle qumico resume-se nos teores de slica (SiO
2
), Alumina (Al
2
O
3
) e Fsforo (P).
O sinter-feed geralmente utilizado um concentrado de hematita com granulometria abaixo de 5 a 8
mm, fornecido pelas mineradoras. Basicamente, os minrios de ferro, fundentes, adies, material
reciclado (p de alto-forno, lixo industrial, carepa), snter de retorno e combustveis slidos (coque,
carvo vegetal ou antracito), convenientemente dosados e devidamente umidificados so misturados
em equipamentos do tipo misturadores e carregados na unidade de produo (panelas ou esteira
contnua). A umidade importante para controlar a permeabilidade da camada, proporcionar
mistura uma dada resistncia mecnica e facilitar a micropelotizao.
O calor gerado em um forno sobre o leito promove a queima de combustvel presente na superfcie
da mistura. O ar aquecido aspirado por um sistema de exausto passa a queimar todo o combustvel
disseminado na mistura. A frente de combusto progride at o fundo do leito, impulsionada pelo
fluxo de ar aspirado. Os gases quentes gerados promovem a vaporizao da gua, a decomposio
dos carbonatos e hidratos (calcrio, dolomita, etc.), a reduo parcial do xido de ferro (minrio),
provocando tambm a fuso parcial (superficial) das partculas que permanecem ligadas por uma
matriz da escria formada no processo. A continuidade da suco do ar permite o resfriamento do
89
bolo (mistura), obtendo-se, assim, um aglomerado de minrio de ferro denominado snter. Na Figura
II apresenta-se uma representao esquemtica do processo de sinterizao em uma mquina
contnua. Sobre a grelha adicionada uma camada de aproximadamente 5 mm constituda de
minrio ou snter bitolado com granulometria na faixa de 8 a 16 mm. Esta camada denominada de
bedding ou falsa grelha necessria para filtrar parte dos gases inerentes ao processo de
sinterizao, proteger as grelhas e evitar a aderncia da mistura a sinterizar nas grelhas.
Figura II Fluxograma operacional de uma mquina contnua.
Aps o resfriamento final e a classificao granulomtrica conveniente, o snter
considerado uma matria-prima para o alto-forno. Normalmente consumido em propores
elevadas na carga metlica (80 a 90%), dependendo da opo da usina siderrgica.
As principais caractersticas exigidas para o snter so:
- no conter elementos qumicos indesejveis para o alto-forno;
- composio qumica estvel;
- elevado teor de ferro;
- baixo volume de escria;
- elevada resistncia mecnica;
- granulometria estvel;
- baixa porcentagem de finos;
- baixa degradao sob reduo;
- possuir alta redutibilidade.
Exaustores
Alimentao
Forno de ignio
Resfriador
Caldeira
Finos de retorno Peneiramento Altos-Fornos
Caldeira
Gs de coqueria ou
gs misto
Mquina de
sinterizao
Chamin
Mistura
crua
Snter
90
b
a
d
c
Vamos nos deter em analisar as caractersticas dos outros componentes do snter: fundentes, adies
e matrias-primas de gerao interna.
Figura III Imagens de unidades de sinterizao no sentido do carregamento (a), no sentido do
descarregamento (b e c) e o snter j granulado (d). Imagens cedidas pela Companhia Siderrgica de
Tubaro - CST.
Os fundentes podem ser divididos em:
- Bsicos (portadores de CaO e/ou MgO)
- cidos (portadores de SiO
2
e/ou Al
2
O
3
)
Os principais fundentes so:
- Calcrio (portador de CaO)
- Cal (portador de CaO)
- Dunito (portador de MgO e SiO
2
)
- Serpentinito (portador de MgO e SiO
2
)
- Dolomita (portador de MgO e SiO
2
)
- Quartzo (portador de SiO
2
)
A utilizao destes feita conforme a ganga dos minrios. Se a ganga for cida, o fundente tem que
ser bsico e vice-versa. Desta forma, produz-se um snter com a basicidade compatvel com a
marcha operacional do alto-forno. A composio qumica destes fundentes a mesma tanto para a
sinterizao quanto para o alto-forno, porm a granulometria varia:
- 0 a 3,0 mm aproximadamente para sinterizao
91
- 10 a 30 mm aproximadamente para o alto-forno.
Existem algumas matrias-primas originadas dentro da usina decorrentes de outras etapas do
processo siderrgico que por suas caractersticas podem e devem ser utilizadas na sinterizao,
trazendo benefcios econmicos e ambientais, com a aprecivel reduo de descartes no processo.
Como exemplos de matrias-primas geradas em outras unidades de uma siderrgica podem ser
citados:
- Carepa de laminao, de escarfagem, de lingotamento contnuo - possui um elevado teor de
FeO (~60%), favorecendo a reduo do uso de coque na sinterizao.
- P de alto-forno - origina-se no coletor de p do alto-forno, apresentando um alto teor de
carbono, favorecendo a diminuio do consumo de combustvel (coque) na sinterizao.
- Lixo industrial - basicamente composto de minrios e fundentes, originados da limpeza da
rea industrial e deve ser peneirado para sua utilizao.
- Ps gerados na calcinao - so decorrentes do processo de preparao da cal para a aciaria.
- P de CDQ - originado do apagamento a seco do coque na coqueria, sendo importante
aproveit-lo devido ao seu alto contedo de carbono.
A mistura total da sinterizao composta aproximadamente de:
- Mistura parcial (65% a 72%)
- Coque (3,2 a 3,5%)
- Retorno (25 a 30%) em funo das condies de processo, da qualidade e quantidade de
matrias-primas e do coque.
Observa-se que no incio do processo industrial de sinterizao o objetivo precpuo era o
aproveitamento dos finos de minrios de ferro gerados na prpria mina ou nas instalaes de
tratamento mecnico do minrio, alm dos rejeitos industriais, de maneira a transform-los em
material de granulometria maior que pudesse ser utilizado nos altos-fornos. Entretanto, o snter
produzido somente com minrio de ferro e combustvel, denominado de no auto-fundente, era de
baixa redutibilidade porque continha muita faialita, oriunda da slica da ganga dos minrios. As
adies de fundentes, principalmente calcrio e quartzo, eram feitas diretamente no alto-forno,
trazendo como inconveniente um aumento no consumo de combustvel (coke rate), tanto pela
deficincia de redutibilidade da carga metlica quanto pela calcinao do calcrio dentro do alto-
forno, s custas de um combustvel mais caro.
Assim, o processo de sinterizao evoluiu no sentido de se produzir um snter que j contivesse
todos os fundentes necessrios no alto-forno. Surgiu ento na dcada de 50 do sculo XX, o snter
auto-fundente, que possui maior redutibilidade, contribuindo para reduzir o consumo especfico de
coque no alto-forno.
Existem dois principais modelos de mquinas de sinterizao, um mais antigo, o de Greenawalt de
produo interrupta surgido no final do sculo XIX, em franca decadncia, e o mais recente, surgido
no sculo XX, de produo contnua, o Dwight Lloyd, e se presta aplicao em escala maior,
compatvel com as capacidades dos modernos altos-fornos. As diferenas bsicas entre os processos
so apresentadas na Tabela I.
92
Tabela I - Caractersticas tpicas das mquinas de sinterizao.
Greenawalt Dwight Lloyd
Pequena rea til
(20 30 m
2
)
Elevada rea til
(200 600 m
2
)
Setor de carga fixa
(Panela)
Setor de carga mvel
(Esteira)
Forno ignio mvel Forno de ignio fixo
Descarga interrupta Descarga contnua
As principais etapas do processo de sinterizao utilizando uma mquina contnua so:
- Dosagem das matrias-primas;
- Realizao da mistura;
- Sinterizao propriamente dita e
- Tratamento mecnico do snter.
Do ptio primrio as matrias-primas so enviadas aos silos de mistura de onde saem nas
percentagens requeridas pelo balano de massas, atravs das balanas dosadoras, via sistema de
correias transportadoras, e deste ponto ao ptio de mistura, no qual se tem uma pilha em formao e
outra pilha em consumo. O minrio de ferro blendado (misturado) enviado aos silos de minrio da
sinterizao, onde tambm encontramos silos com calcrio, silos com cal, silos de retorno de
sinterizao e silos de coque para sinterizao.
Na etapa de dosagem, as matrias-primas so adicionadas na proporo definida pelo clculo
de carregamento (em funo da qualidade das matrias-primas e padro de qualidade objetivado para
o snter), utilizando-se dos silos e sistema de carregamento da sinterizao.
Aps a dosagem do material dos silos de minrio da sinterizao, estes so enviados ao
misturador, equipamento que consiste basicamente de um corpo cilndrico, inclinado, com uma
rotao constante, no qual o material entra de um lado e sai de outro lado. Numa primeira fase
adiciona-se gua, via sistema de asperso para atingir o nvel de umidade desejado. Numa segunda
fase as partculas aderem-se e ocorre a formao de micro-pelotas, devido umidade, ao
tamboreamento (movimento em cascata da mistura sob rotao) e ao sistema de aletas. Em algumas
unidades, pode-se utilizar um de disco pelotizao entre dois misturadores, processo conhecido
como HPS.
Na etapa de sinterizao propriamente dita, a mistura a ser sinterizada aquecida de
aproximadamente 60C para 1200/1350C, desencadeando todas as reaes de sinterizao, que
podem variar de acordo com a composio qumica do leito de sinterizao. Estas reaes podem ser
resumidas como:
(a) Ao se atingir temperaturas prximas de 100C, inicia-se a evaporao da umidade da mistura,
que ir condensar-se nas regies inferiores do leito, que se encontram mais frias; forma-se, ento,
uma regio em que a umidade da mistura superior mdia; acima de 100C inicia-se a zona de
secagem.
(b) Entre 150 e 200C, mesmo no curto intervalo de tempo, toda a umidade j foi evaporada e inicia-
se a desidratao dos hidrxidos em funo do calor do gerado no processo.
(c) Quando a mistura atinge a faixa de 500 a 700C, em funo da sua reatividade, inicia-se a
combusto com elevado desprendimento de calor, elevando a temperatura do ambiente para 1250
a 1350C.
(d) A decomposio dos carbonatos inicia-se em torno de 700C, com consumo de calor do processo.
(e) Na faixa de 900 a 1350C, que define a zona de combusto, tambm chamada de zona de
sinterizao ou mesmo de reao, ocorrem as reaes no estado slido ou semi-lquido,
93
formando-se o magma de snter, ou seja, o conjunto de silicatos, ferritos de clcio e xidos
primrios ou secundrios que, aps cristalizao, constituem o snter. A reao a seguir, de
combusto do combustvel da mistura que, alm de produzir grande quantidade de calor, torna o
ambiente ligeiramente redutor, suficiente para uma reduo parcial da hematita (Fe
2
O
3
) para
magnetita (Fe
3
O
4
).
(f) Atingida a temperatura mxima do processo, sob atmosfera ligeiramente redutora, inicia-se o
resfriamento do material semi-fundido sob atmosfera fortemente oxidante, pois o nico gs
existente acima da zona de combusto o ar. Em temperatura ainda bastante elevada ocorre,
ento, uma reoxidao da magnetita para hematita. A cerca de 900C, o ciclo de reaes
qumicas se completa, iniciando-se o resfriamento propriamente dito e produzindo a estrutura
sinterizada final.
Para concluir o processo, o snter da camada superficial, numa espessura de aproximadamente 7 cm,
sinterizado diretamente pelo calor do forno de ignio e resfriado bruscamente pelo ar temperatura
ambiente logo que sai do forno, tem estrutura mais frgil, sendo denominado snter frgil (soft
sinter).
O snter para ser usado no alto-forno deve apresentar determinadas caractersticas, tais como:
tamanho (granulometria) e resistncia. O tratamento mecnico do snter consiste basicamente em
adequ-lo para estas exigncias. Ao sair da mquina, o bolo de snter passa por vrias solicitaes
mecnicas (quedas, transporte, resfriamento, britagem e peneiramento) provocadas ou no, que iro
prepar-lo para ser enviado para o alto-forno.
Outros materiais podem entrar como matrias-primas da sinterizao como a escria de alto-forno,
finos de snter do alto-forno e de pelotas, etc. tambm no est computada a entrada de gs de
coqueria ou natural como combustvel do processo, alm do ar comprimido e a energia eltrica
consumida no processo.
Na etapa de sinterizao propriamente dita, o processo se desenvolve de acordo com o
desenvolvimento de dois fenmenos distintos:
- Fenmeno fsico de transferncia de calor da camada superior para a inferior do leito de
sinterizao, proporcionada pela suco forada de ar, criando uma frente trmica, cuja velocidade
de propagao proporcional vazo de ar. Depende da altura de camada, umidade e granulometria
da mistura, condicionamento da mistura, densidade de carregamento e intensidade de ignio, dentre
outros;
- Fenmeno qumico de combusto do combustvel contido na mistura a sinterizar que,
produzindo calor, gera uma frente de reaes qumicas, cuja evoluo funo da reatividade e da
quantidade de combustvel, da umidade e composio qumica da mistura.
Esses dois fenmenos so inteiramente dependentes entre si, pois de um lado, o combustvel s
entra em combusto, desencadeando o processo, aps a mistura atingir uma certa temperatura,
determinada pela reatividade do prprio combustvel. De outro lado, a transferncia de calor ser
funo do nvel de combusto alcanado.
A quantidade de ar usada no processo depende da quantidade necessria no s para a combusto,
mas como meio de transferncia de calor. Para se obter alta temperatura de chama deve-se pr-
aquecer o ar e o combustvel. A velocidade de transferncia de calor do leito para o ar e do gs para
o leito no varia muito medida que aquele passa atravs deste, mas a queima do combustvel varia
com sua reatividade e com o teor de oxignio do ar. Assim, para se obter a mxima temperatura de
chama, as velocidades de avano das frentes de transferncia de calor e de combusto devem ser
iguais, mantendo-se superpostas, e formando uma frente nica. Para este caso, que pode ser
conseguido com uma mistura bem permevel e combustvel muito reativo, o rendimento do processo
94
ser baixo. Isto porque, a despeito do estreitamento benfico da frente de combusto ou reao, o
tempo de permanncia da camada a altas temperaturas ser muito escasso para que se desenvolvam
todas as reaes do processo.
Um coque fino mais reativo que um coque grosso, isto indicando que a granulometria do
combustvel muito importante no processo. Se o coque muito grosso ou pouco reativo, ento a
frente de transferncia de calor ficar avanada em relao frente de combusto. Dessa forma, tem-
se um perfil de temperatura desajustado. Comportamento semelhante (perfil desajustado) se verifica
com carvo vegetal que, pelo fato de ser muito reativo, a sua velocidade de queima maior que a
velocidade de transferncia de calor, ocorrendo inevitavelmente o alargamento da frente de reao, o
que acarreta um menor rendimento trmico e maior consumo de combustvel.
O fenmeno de transferncia de calor e o fenmeno qumico de combusto do coque, ocorrendo
simultaneamente, definem as zonas de sinterizao e assim todo o processo de aglomerao da
mistura. O esquema apresentando na Figura 2.3.3 mostra as diversas zonas numa mquina de
sinterizao do tipo contnua. Podem ser identificadas no processo de sinterizao as seguintes zonas
principais:
Zona mida - constituindo a base do leito da mistura a sinterizar, tem como limite superior a
temperatura de 100C, ocorrendo nela uma super-saturao em gua (super-mida);
Zona de secagem - onde as temperaturas so compreendidas entre 100 e 500C, ocorrendo
inicialmente a evaporao da umidade presente na mistura e depois a desidratao dos
hidrxidos;
Zona de combusto ou de reao - compreende toda a regio acima de 500C, quando se inicia a
combusto do combustvel, passando pelo ponto de temperatura mxima do processo e chegando
at 900C, quando se inicia o resfriamento do sinter. As principais reaes que ocorrem nessa
zona so: combusto do combustvel (exotrmica), decomposio dos carbonatos (endotrmica),
reaes na fase slida, reduo e reoxidao dos xidos de ferro e finalmente as reaes de
formao do magma (de fase lquida);
Zona de resfriamento - tem incio abaixo de 900C, quando termina a reao. Nessa fase do
processo tem lugar o resfriamento e recristalizao de todo o magma de sinter, produzindo a
estrutura final e conferindo determinadas propriedades ao sinter.
Admitindo-se que a vazo de ar/gs atravs de uma mquina de sinterizao permanea constante, a
espessura da frente de combusto depende basicamente dos seguintes fatores:
- Da permeabilidade da mistura a sinterizar, que determina a velocidade da frente trmica
ou de transferncia de calor atravs do leito de sinterizao; funo principalmente da
umidade, granulometria e micro-aglomerao das partculas da mistura a sinterizar.
- Da reatividade e volume do coque na mistura, que determinam o tempo da reao de
ignio e consequentemente de todas as reaes qumicas; a reatividade funo da
granulometria, teor de carbono fixo e caractersticas de produo do coque.
Observa-se que a transferncia de calor ocorre da seguinte maneira:
- Na regio acima da zona de combusto, o ar retira calor do sinter j formado
transportando-o para as regies inferiores;
- Na zona de combusto ocorrem quase todas as reaes do processo, a uma temperatura
superior a 1200C, sendo que o gs e o material slido trocam entre si as funes de
receptor e fornecedor de calor;
- Abaixo da zona de combusto os gases superaquecidos passam a fornecer calor para a
mistura, que se aquece bruscamente da temperatura ambiente at mais de 1200C. Esse
aquecimento feito em aproximadamente 1 minuto e em uma faixa muito estreita do leito
de sinterizao (5 %).
95
Outros materiais podem entrar como matrias-primas da sinterizao como a escria de alto-
forno, finos de sinter do alto-forno e de pelotas, etc. tambm no est computada a entrada de gs de
coqueria ou natural como combustvel do processo, alm do ar comprimido e a energia eltrica
consumida no processo.
O termo bedding utilizado para indicar o minrio ou snter bitolado com granulometria na
faixa de 8 a 16 mm utilizado para filtrar parte dos gases inerentes ao processo de sinterizao,
proteger as grelhas e evitar a aderncia da mistura a sinterizar nas grelhas.
Na Figura III apresenta-se um balano de materiais numa sinterizao contnua tpica
sugerido pela United Nations Enviroment Programme
1
.
Figura III - Balano parcial de materiais numa sinterizao tpica.
950 kg Minrio de ferro
35 kg Moinha de coque
30 litros gua
150 kg Fundentes
250 kg Finos de retorno
1000 kg
Sinter
peneirado
20 kg CO
150 kg CO
2
1,5 kg SO
2
0,6 kg NO
x
0,2 kg Particulado
250 kg Finos de retorno
0,5 kg P
96
7- ALTO-FORNO
Os altos-fornos so responsveis por cerca de 95% da produo mundial de ferro primrio.
Uma considerao importante a respeito desta rota tecnolgica est relacionada com o tipo de
combustvel/redutor utilizado, ou seja, carvo vegetal ou coque. Existem trs tipos bsicos de alto-
fornos:
a) mini altos-fornos a carvo vegetal - utilizados pelas usinas no-integradas com
capacidade para a produo que varia de 55 a 350 t/dia de ferro-gusa;
b) alto-fornos a carvo vegetal - utilizados em usinas integradas, mas sem a unidade de
coqueria, com capacidade de produo na faixa de 1.000 a 2.500 t/dia.
c) alto-fornos operando com coque - utilizados em usinas integradas com capacidade de
produo de cerca de 3.500 a 13.000 t/dia.
Existem situaes em que os grandes alto-fornos a carvo vegetal podem sofrer
adaptaes para operar com uma carga predominantemente de coque, em funo de vantagens
econmicas momentneas.
No caso de empresas que utilizam mini altos-fornos a carvo vegetal, o produto para a
venda o ferro-gusa slido, solidificado em pequenos lingotes ou pes de ferro-gusa, ou mesmo
o ferro-gusa lquido, que transportado por carretas em panelas refratrias para uso por empresas
dotadas de aciarias situadas perto do alto-forno (normalmente numa distncia entre 10 e 20 km).
Nos outros tipos de alto-fornos, o produto o ferro-gusa lquido que transportado para a
aciaria em carros-torpedo ou em panelas de ferro-gusa (processo que vem sendo
progressivamente substitudo). Na aciaria o ferro-gusa constitui a principal matria-prima metlica
para a fabricao de aos em convertedores a oxignio. O contedo trmico do ferro-gusa, em
termos de composio qumica e temperatura, responsvel pela quase totalidade do
fornecimento de energia ao processo. A proporo de ferro-gusa lquido na carga do convertedor
depende de sua composio e temperatura (contedo trmico), da qualidade do ao a ser
produzido, da qualidade de carga slida e da disponibilidade de sucata. Normalmente a carga
lquida varia entre 80% para convertedores produzindo aos baixo teor de carbono e 85 a 90%
para aos alto carbono; podendo chegar at a 100% da carga. Outro fator que determina o uso de
ferro-gusa lquido est relacionado sua disponibilidade. Em algumas situaes esta taxa
definida pelo tipo de ao que ser fabricado e pelas dimenses do convertedor.
O minrio de ferro, o carvo mineral e o calcrio, as trs principais matrias-primas de uma
usina siderrgica integrada, em termos quantitativos, podem ser transportadas para a usina por
navios, trens ou caminhes. No caso do transporte realizado por trens, as empresas podem dispor
de equipamentos denominados de virador de vages, acelerando o descarregamento dos
minrios. Aps o seu descarregamento e recebimento, as matrias-primas so transportadas para
os ptios de armazenamento ou silos de estocagem utilizando-se correias transportadoras.
Em linhas gerais o processo de produo de ferro-gusa nos alto-fornos consiste em
carregar pelo topo do alto-forno as matrias-primas (carga slida) como minrio de ferro
(granulado e/ou snter e/ou pelota) coque ou carvo vegetal e fundentes (calcrio), enquanto o
ar, enriquecido ou no com oxignio ou carvo pulverizado, insuflado pelas ventaneiras na parte
inferior do forno (Figura 1.2). O coque ou o carvo vegetal queimado (entra em combusto)
gerando gases redutores em alta temperatura. Esses gases seguem um fluxo ascendente e entram
em contato com a carga de minrios descendentes, reagindo com esta carga, reduzindo e fundindo
o minrio, originando o ferro-gusa e a escria que so vazados do forno para as casas de corrida.
As matrias-primas slidas carregadas pelo topo do alto-forno levam cerca de 6 a 8 horas para
descer at a regio inferior, transformadas em produtos lquidos na forma de ferro-gusa e escria,
aps sofrer uma srie de reaes qumicas.
97
Figura 1.2 - Representao esquemtica simplificada do processo de produo de ferro-gusa no
alto-forno.
Ferro-gusa
Escria
Exausto
de gases
CO, CO
2
, H
2
H
2
O, N
2
, CH
4
Temperatura = 80 a 200
o
C
Carga
Minrio (granulado e/ou
snter e/ou pelota
Carvo vegetal ou coque
Fundentes (calcrio)
Adies
Temperatura = 25
o
C
Ferro-gusa lquido
Temperatura = 1300 a 1450
o
C
Carga deslocando-se
para baixo, reagindo
entre si e com os gases
ascendentes
Ar das ventaneiras
Temperatura = 500 a 800
o
C
Revestimento
refratrio
G
a
s
e
s
G
a
s
e
s
200
500
850
1000
1300
1900
o
C
98
Fundentes
Podem ser consideradas como fundentes as matrias-primas cujas substncias agem em
um determinado meio escorificando (separando) as impurezas introduzidas pelos minrios e
dando condio para posterior retirada do produto desejado, neste caso o ferro-gusa. Tambm
podem ser feitas adies de matrias-primas portadoras de elementos que, em menores
propores, contribuem para se obter um determinado propsito, seja no produto, seja no
processo, como exemplo temos o minrio de mangans que fornece Mn ao ferro-gusa e age como
elemento dessulfurante e a ilmenita, que fornece titnio que age na proteo ao cadinho do alto-
forno, da mesma forma agem a magnetita titanfera, briquetes e concentrados de TiO
2
.
99
Figura 1.1 - Ptios primrios e de blendagem para estocagem de matrias-primas.
Figura 1.2 - Formao (a) e recuperao (b) de uma pilha de minrio com o stacker/reclaimer
(Imagens cedidas pela Companhia Siderrgica de Tubaro - CST).
a
b
Ptios de Blendagem
Ptios primrios
Blender/reclaimer
(Blendadora/
recuperadora)
Stacker/reclaimer
(empilhadora/
recuperadora)
100
Figura 1.3 Transporte de minrios via ferroviria, virador de vages, detalhes de uma
recuperadora para formao de pilhas de minrios e asperso de gua para evitar a emisso de
particulados de minrios (Imagens cedidas pela Companhia Siderrgica de Tubaro - CST).
Figura 1.4 - Ptios para estocagem de diversos tipos de carvo mineral numa usina siderrgica
integrada. (Imagens cedidas pela Companhia Siderrgica de Tubaro - CST).
101
Carvo Mineral
Durante sculos, a lenha e o seu derivado o carvo vegetal, foram praticamente os nicos
combustveis conhecidos, tanto para o consumo domstico, como para a reduzida indstria,
inclusive na rea da metalurgia. Nos meados do sculo XVIII (1735), foi descoberto o coque
metalrgico, derivado das hulhas ou carvo de pedra (espcie de carvo mineral, intermedirio
entre antracito e linhito), que passou ento, a substituir o carvo vegetal nas regies de hulhas
abundantes (Pensilvnia nos EUA, Ruhr na Alemanha, Inglaterra, Rssia e Frana).
O carvo vegetal apresenta uma grande variao em suas propriedades, em funo do tipo
de madeira e das variveis do processo de carbonizao. Por sua vez, o coque permite obter uma
maior estabilidade de suas caractersticas. O reflexo disso no dia a dia se traduz no fato de que a
operao de um alto-forno a carvo vegetal mais complexa e sujeita a maiores transtornos.
A turfa considerada o estgio inicial da transformao da matria vegetal em carves
minerais, resultante da decomposio de vegetais de pequeno desenvolvimento (musgos e
arbustos) em um ambiente de gua doce. A turfa foi sendo modificada durante vrios sculos,
resultando na sua transformao progressiva em linhito e depois, nos diversos tipos de carvo
betuminoso, at chegar ao antracito, ltimo estgio das transformaes sofridas pela turfa, que
contm o mnimo de umidade e matrias volteis e o mximo de carbono.
Com a introduo da mquina a vapor (1775), e principalmente, com a extraordinria
expanso das aplicaes da mquina a vapor a partir da chamada Revoluo Industrial que se
iniciou nos primrdios do sculo XIX e as suas conseqncias na ativao da metalurgia, dos
transportes marinhos e ferrovirios, a hulha suplantou a lenha como o grande combustvel
industrial. A lenha s conservou sua importncia nas regies pobres de hulha, caso que inclui toda
a Amrica Latina, em particular o Brasil, onde seu consumo industrial chega a cifras superiores a
100 milhes de m por ano. Um metro cbico (estere) de lenha de madeira pesa em mdia 500 kg.
O seu poder calorfico mdio de 4.000 kcal/kg O poder calorfico das hulhas em mdia de 6.500
kcal/kg.
O carvo mineral do Brasil encontrado nos estados Rio Grande do Sul, Santa Catarina,
Paran, So Paulo, Gias, Piaui, Maranho, Par e Amazonas, mas somente as jazidas dos
estados sulinos, principalmente as de Santa Catarina e as do Rio Grande do Sul, podem ser
lavradas economicamente. Em So Paulo e Paran as jazidas so nfimas, usadas somente em
pequenas termoeltricas e em aplicaes industriais de importncia reduzida.
O coque praticamente no tem materiais volteis e o carvo vegetal tem um alto teor deles.
Esses materiais volteis contm muito CO e H
2
, gases combustveis que saem no topo. Portanto, o
poder calorfico dos gases de topo de um alto-forno a carvo vegetal maior do que o dos gases
de topo de um alto-forno a coque. Isso importante para o projeto dos trocadores de calor
(Glendon ou Cowper) que utilizam esses gases para o aquecimento do ar soprado.
102
Minrio de Ferro
Os minrios de ferro que apresentam interesse econmico para a siderurgia so
basicamente os xidos. Os mais utilizados so a hematita e a magnetita. Estes minrios so
apresentados a seguir:
- Hematita - o tipo mais comum de minrio de ferro, constitudo essencialmente pelo
xido com frmula Fe
2
O
3
(trixido). Apresenta um teor nominal de 69,5% de ferro, mas o
teor real varia de 45 a 68% devido presena de ganga (impurezas). Este tipo de minrio
apresenta uma colorao cinza brilhante ao ser fraturado e vermelho marrom depois de
certo tempo de exposio no ambiente. Sua massa especfica de 5,26 g/cm
3
.
- Magnetita - Constituda essencialmente do xido com frmula Fe
3
O
4
(perxido).
Apresenta um teor nominal de 72,4% de ferro, sendo que o seu teor real varia de 50 a
70%. um material de cor cinza escuro e apresenta propriedades magnticas, o que
facilita a sua concentrao nas operaes de beneficiamento. Sua massa especfica de
5,17 g/cm
3
.
- Limonita - Consiste essencialmente em hematita hidratada (presena de gua) com
frmula qumica Fe
2
O
3
nH
2
O, na qual a proporo de molculas de gua de hidratao
pode variar de 1 a 3. Em conseqncia, varia tambm o teor nominal de ferro sendo que o
teor real normalmente no ultrapassa 60%. Apresenta-se como um material de cor
marrom ou amarela.
- Siderita - um tipo pouco freqente de minrio, ocorrendo normalmente como
componente de mistura da hematita e em pequenas propores. Apresenta-se na frmula
FeCO
3
(carbonato), sendo que seu teor real de ferro varia de 10 a 40%. Apresenta uma
cor clara a cinza esverdeado. Sua massa especfica gira em torno de 3,85 g/cm
3
.
- Pirita - Tambm de pouca importncia, normalmente aparece como componente de
mistura de minrios de outros metais (minrios de cobre, por exemplo). Sua frmula
bsica FeS
2
. Sua massa especfica gira em torno de 5,0 g/cm
3
.
- Ilmenita - Apresenta a frmula qumica FeTiO
3
correspondendo a 36,80% de ferro,
31,57% de titnio e 31,63% de oxignio. Geralmente est associado com a magnetita.
normalmente extrado para a obteno do titnio, sendo o ferro um subproduto. Sua
massa especfica varia de 4,2 a 4,7 g/cm
3
.
- Olivinas - So silicatos que se apresentam sob diversas formas sendo uma das mais
importantes para a compreenso de fenmenos que ocorrem no processamento dos aos
a faialita (SiO
4
Fe
2
).
As formaes ferrferas bandeadas, denominadas itabirito, compostas de hematita (Fe
2
O
3
)
e slica, se constituem nos maiores depsitos de minrio de ferro. Essas formaes enriquecidas
pelos processos geolgicos possibilitaram a existncia de itabiritos intercalados com hematita
compacta com teores de ferro bastante altos.
O alto teor de ferro dos minrios dispensa em alguns casos, os processos de concentrao,
podendo o minrio ser utilizado diretamente, apenas com a adequao granulomtrica. Os
procedimentos fsicos para preparao mecnica tm por finalidade a obteno de minrios de
composio e dimenses uniformes e adequadas boa operao nos reatores siderrgicos.
O minrio de ferro dividido em minrio bruto de mina, que uma mistura de minrio
grosso e fino, como sai da mina, minrio classificado que previamente peneirado na mina para
remover fragmentos grandes e finos, e minrio fino. Nas instalaes preliminares de
processamento de uma usina, o minrio bruto e o minrio classificado sofrem um tratamento para
que o minrio cujo tamanho maior que o limite superior ao que pode ser carregado no alto-forno,
britado.
Assim, a utilizao do minrio feita normalmente de duas formas: minrios granulados e
minrios aglomerados. Os granulados (entre 25 mm e 6 mm) so adicionados diretamente nos
fornos de reduo (alto-fornos, fornos de reduo direta ou fornos de fuso redutora), enquanto os
aglomerados so os minrios finos que devido sua granulometria necessitam de uniformizao.
Os principais processos de aglomerao so a sinterizao e a pelotizao, indicados,
respectivamente, para minrios de granulometria entre 6,35 mm e 0,15 mm (sinter-feed) e menos
103
de 0,15 mm (pellet-feed). A produo de snter se realiza nas mesmas plantas da indstria
siderrgica, fazendo parte da linha de produo de siderrgicas integradas. A produo de pelotas,
com dimetro em torno de 15 a 10 mm, normalmente realizada pelas prprias mineradoras.
Porm, normalmente as plantas de pelotizao esto localizadas a beira-mar para reduzir os
custos com transporte e a degradao do produto (pelota) em operaes de descarregamento de
trens, por exemplo.
Como o processo desenvolvido no interior de um alto-forno ilustrado na Figura 2.1.5
envolve um fluxo gasoso em contracorrente com a carga, torna-se necessrio a existncia de uma
boa permeabilidade da carga slida, de modo a garantir um escoamento suave e uniforme dos
gases. Um maior contato desses gases redutores com esta carga slida facilita a reduo qumica
do minrio de ferro, reduzindo o consumo de combustvel. Para tanto, necessria a utilizao de
materiais mais granulados no interior do alto-forno. Porm, at que o material que compe a carga
do alto-forno seja carregado no mesmo, este passa por um grande nmero de operaes de
manuseio, alm de ser submetido no interior do alto-forno a uma grande presso, ou seja, deve
suportar toda a carga acima do mesmo.
Desta forma, para que o material permanea ntegro, torna-se necessrio uma alta
resistncia mecnica. Diante de tantas exigncias, a gama de minrios utilizveis em alto-forno
ficava muito restrita, agravada pelo fato de que em lavra de minrio (extrao do minrio), apenas
10~15% do total minrio "grosso" (NPO). Para possibilitar o aproveitamento desse material fino,
foram desenvolvidos processos os j citados processos de pelotizao e sinterizao. A pelota
apresenta uma resistncia degradao no transporte bem maior do que o snter, facilitando a
sua comercializao pelas empresas mineradoras.
O menor tamanho do minrio melhora sua redutibilidade. Porm, quando uma grande
quantidade de finos carregada no alto-forno, a permeabilidade torna-se baixa, prejudicando o
processo. Portanto, o minrio deve ter um tamanho mximo em termos de redutibilidade e um
tamanho mnimo em termos de permeabilidade. A granulometria do minrio de ferro atualmente
controlada normalmente na faixa de um mnimo de 5 a 10 mm e de um mximo de 25 a 30 mm.
O minrio de ferro granulado, ou seja, in natura (Figura 2.1.6a), normalmente participa
numa proporo de 5 a 20% dependendo muito da usina siderrgica, do grau de utilizao de
pelotas (Figura 2.1.6b) e de snter. As principais caractersticas qumicas deste minrio so:
- Alto teor de ferro
- Baixos teores de fsforo, lcalis e enxofre.
Figura 1.6 Minrio de ferro granulado (in natura) e pelotas.
No caso do fsforo, aproximadamente 100% vai para o ferro-gusa. Alm disso, estima-se
que para cada 0,1% de fsforo no ferro-gusa, necessita-se de 1,0 kg de carbono/tonelada de
ferro-gusa. Os lcalis (Na
2
O e K
2
O) provocam formao de casco (solidificao de camada de
ferro-gusa) no alto-forno. O enxofre e o fsforo elevados podem causar a desclassificao do ao
na aciaria devido ao fato de provocarem fragilidade no mesmo.
104
2 ALTO-FORNO
O alto-forno um reator metalrgico empregado na produo de ferro-gusa, atravs da fuso
redutora de minrios de ferro em presena de carvo vegetal ou coque e fundentes, os quais so
carregados pelo topo e, na descida, so transformados pela ao dos gases ascendentes,
provenientes da combusto do carvo com o oxignio soprado pelas ventaneiras, obtendo-se
escria e o ferro-gusa, depositados no cadinho e as poeiras e os gases no topo. No interior do
alto-forno, esto reagindo slidos, lquidos e gases. A temperatura varia de 150
o
C no topo at
2100
o
C nas regies inferiores. De maneira geral constitudo de (Figura 2.4.1):
- equipamentos de descarga e pesagem de matrias-primas;
- equipamentos de carga no topo do forno;
- o forno propriamente dito;
- equipamentos para operao de alta presso;
- os regeneradores de calor.
A carga slida do alto-forno, constituda de combustveis/redutores (carvo vegetal ou coque),
minrio de ferro (granulado e/ou snter e/ou pelota) e, eventualmente, fundentes, peneirada,
pesada e armazenada em silos. Nos fornos modernos utiliza-se tremonha de pesagem em cada
silo de matria prima. Os silos so dispostos e dimensionados de acordo com o planejado para
cada carga (carga metlica, coque e fundente). Utiliza-se um sistema de carregamento em lotes
(batches), bem definidos, normalmente separados em coque e minrios (snter, pelotas, minrios).
Estes materiais so transportados dos silos, at o topo do forno atravs de correias
transportadoras ou sistema de carrinhos (vagonetas ou skips) que se deslocam sobre trilhos ou
ainda cestos com fundo mvel (para alto-fornos pequenos). A carga slida carregada de maneira
peridica, sendo realizada a drenagem contnua ou peridica de lquidos (ferro-gusa e escria)
pela parte inferior, com a contnua injeo de ar quente e hidrocarbonetos pelas ventaneiras, alm
da remoo de gases e p pelo topo.
O emprego do carvo vegetal ou do coque como combustveis/redutores no modifica os
fundamentos do processo apresentados na Figura 2.1. Porm, o fato destes materiais
apresentarem diferenas de propriedades, faz com que na prtica, existam duas situaes
distintas. Para ilustrar estas diferenas bsicas, apresentam-se na Tabela 2.1 as caractersticas do
carvo vegetal e do coque.
Tabela 2.1 - Caractersticas tpicas do carvo vegetal e do coque.
Item Unidade Carvo Vegetal Coque
Carbono fixo % 65-75 ~88
Materiais volteis % 25-35 ~1
Cinza % 2-5 10-12
Enxofre % 0,03-0,10 0,45-0,70
Composio da cinza
SiO
2
% 5-10 50-55
CaO % 37-56 4-5
MgO % 5-7 4-5
Al
2
O
3
% 2-12 25-30
Fe
2
O
3
% 6-13 5-7
P
2
O
5
% 8-12 0,4-0,8
K
2
O % 15-25 2-4
Na
2
O % 2-3 1-3
Resistncia compresso kgf/cm
2
10-80 130-160
Faixa granulomtrica mm 9-10 25-75
Densidade kg/m
3
180-350 550
Reatividade - Maior Menor
105
Os equipamentos de carga do topo do forno so empregados para introduzir a matria-prima
transportada pela correia principal e tambm evitar vazamento de gs pelo topo. Nos fornos
pequenos convencionais utilizam-se equipamentos de carga de topo de tipo Mckee (2 cones),
permitindo o carregamento em dois estgios e a distribuio circunferencial da carga na goela do
forno. Para operao com alta presso o tipo 3 cones tem sido usado, com modificaes. Nos altos-
fornos mais recentes a utilizao do topo tipo Paul Wurth tem prevalecido, pelo fato deste sistema,
que utiliza uma calha rotativa que pode ter ngulo de inclinao varivel, permitir uma distribuio
da carga muito mais flexvel que os mtodos anteriores. Na Figura 2.4.2 so mostrados estes dois
sistemas.
Uma vez completado um ciclo de carga com o material descarregado de forma uniforme na periferia
do cone grande, estando fechado o cone menor, baixado o cone grande deixando escorregar a carga
para o interior do alto-forno. A freqncia de carregamento estabelecida de forma que a altura da
coluna da carga seja mantida aproximadamente constante, o que pode se verificado atravs de
sondas.
106
Figura 2.4.1 - Fluxograma tpico da rea do alto-forno e imagem de uma instalao industrial.
Sistema de
limpeza dos
gases
Gasmetro
Gases
Carga
Coque ou
carvo vegetal
COG
Minrio ferro
(granulado e/ou
snter e/ou de
pelota)
Ferro-gusa
Escria
Finos de
carvo
Escria
(co-produto)
Ferro-gusa
lquido
Termeltrica
ou fornos
Coque
Snter
Pelota
Carvo
vegetal
ou
Fundentes
Regeneradores
107
(a) (b)
Figura 2.4.2 Representao esquemtica dos equipamentos de carga do topo do forno do tipo
com 2 cones ou Mckee (a) e do tipo Paul Wurth (b) dotado de calha giratria e inclinao varivel.
Uma preocupao na etapa de carregamento com a distribuio da carga, tanto de coque ou
carvo vegetal como a de minrio de ferro. Ao cair no interior do forno, o material pode formar
montes na forma de um M, se a distncia de queda for elevada (altura da coluna de carga menor)
ou ao contrrio, montes na forma de um V. A disposio em forma de M favorece o excesso de
coque junto s paredes e no centro do alto-forno, enquanto que um arranjo na forma de V, o
minrio tende a segregar-se, ou seja, h uma tendncia para concentrao de finos do minrio
junto s paredes do forno, dificultando a passagem de gases, e uma regio mais permevel no
centro do forno. Esta ltima condio, denominada de marcha central, favorece o aumento de
produtividade, mas provoca um aumento no consumo de combustvel e freqente formao de
casces. Independente do equipamento utilizado, quando a relao entre as espessuras das
camadas de minrio e de coque (relao minrio/coque) cresce provoca a reduo do fluxo gasoso
neste local.
O controle da marcha do forno pode ser feito atravs da variao da altura de queda ou
alterando-se a granulometria dos materiais carregados, de forma que no exista sempre uma
predominncia de passagem dos gases s prximo s paredes ou s pela parte central do forno. A
passagem preferencial pelo centro faz com que, depois de certo tempo, os pequenos pedaos
sejam colados s paredes, reduzindo a seo livre do forno, prejudicando a operao do mesmo.
Por outro lado, a passagem preferencial na regio prxima s paredes, provoca um maior
desgaste dos refratrios.
Para garantir a marcha do forno de acordo com o procedimento operacional adotado pela usina
siderrgica, utilizado no topo dos altos-fornos, que empregam o sistema de duplo cone, um
sistema de carregamento normalmente constitudo dos seguintes equipamentos:
a) Tremonha de recebimento: responsvel por receber e armazenar as cargas de minrio e
coque;
b) Distribuidor rotativo: responsvel pela distribuio axial da carga no interior do alto-forno;
c) Placas mveis: tem a finalidade de direcionar a queda da carga no interior do alto-forno;
d) Cone grande e cone pequeno: so usados na descarga e pressurizao do forno;
e) Sondas de nvel: medem a velocidade de descida de carga, comunicando aos demais
equipamentos do sistema de carregamento, o momento de execuo de cada atividade;
108
f) Vlvulas selo: responsveis pela pressurizao do topo do alto-forno. A vlvula de alvio
utilizada para igualar a presso do cone pequeno e da tremonha do topo (presso
atmosfrica), aps a transferncia do material para o cone grande; aliviada a presso, a
tremonha de cone pequeno tem a presso atmosfrica, o que permite o recebimento do
material na tremonha do topo.
Uma seqncia de carregamento de um forno dotado de sistema de duplo cone apresentada na
Figura 2.4.4a e na Figura 2.4.4b tem-se uma representao esquemtica de uma seqncia de
carregamento de um forno dotado de sistema Paul Wurth.
109
(a) (b)
(c) (d) (e)
Figura 2.4.4a. Representao esquemtica de uma seqncia de carregamento de um forno
dotado de sistema de duplo cone: (a) fechar o cone grande, girar as calhas rotativas, descer a
sonda mecnica; (b) fechar o cone pequeno, recolher a sonda mecnica, abrir o cone grande; (c)
abrir o cone pequeno; (d) parar a calha rotativa e (e) fechar o cone grande, girar a calha rotativa e
descer a sonda mecnica, ou seja, igual ao passo (a). Em todas as etapas realizado o controle
de presso pelas vlvulas.
110
(a) (b)
(c) (d) (e)
Figura 2.4.4b. Representao esquemtica de uma seqncia de carregamento de um forno
dotado de sistema Paul Wurth: (a) abrir a vlvula 2 correspondente a tremonha que ir carregar,
recuperando aproximadamente 90% do gs para a linha aps o separador de neblina; (b) abrir a
vlvula selo superior e inclinar a calha de distribuio para a tremonha que ir carregar; (c) retornar
a calha de distribuio para a posio 0, fechar a vlvula selo superior; (d) recolher a sonda
mecnica, abrir as vlvulas de controle de fluxo e de selo inferior; (e) fechar as vlvulas de controle
de fluxo e de selo inferior, girar as calhas rotativas, descer a sonda mecnica e abrir a vlvula 2
para um novo carregamento. Em todas as etapas realizado o controle de presso pelas vlvulas.
111
Na Figura 2.4.3 apresentam-se as diversas regies do alto-forno em funo do seu perfil.
Na regio ou seo denominada goela, efetuado o carregamento e distribuio da carga do alto-
forno a partir do equipamento da carga do topo. Chapas de ao ou peas de ferro fundido so
utilizados como revestimento de desgaste na parede interna da goela para evitar abraso no
refratrio na entrada da carga do alto-forno. O equipamento de distribuio da carga pode ser
calha rotativa ou uma armadura mvel. O volume interno de um alto-forno definido como sendo
o volume compreendido entre o limite superior da goela e o nvel do furo de ferro-gusa no cadinho.
Figura 2.4.3 Regies de um alto-forno de acordo com o seu perfil (a) e de acordo com o
comportamento da carga (b).
A regio da cuba revestida por tijolos refratrios, cujo tipo varia de acordo com a temperatura
interna do forno. Possui um formato tronco-cnico e compreende a maior regio volumtrica do
forno. O ventre possui o maior dimetro no alto-forno e est sujeito a severas condies de eroso
de seus refratrios com o pr-aquecimento, reduo e fuso parcial da carga. Nos grandes alto-
fornos, a espessura dos tijolos varia de 800 a 1000 mm. Para uma maior proteo, so utilizados
sistemas de refrigerao, garantindo maior vida til desta regio.
A rampa um cone invertido ligando o ventre ao cadinho. Normalmente, tijolos de carbono so
usados no seu revestimento, com espessuras de 500 a 800 mm. Um resfriamento com gua
realizado externamente atravs de chuveiros, camisas ou staves. Devido sua localizao na
zona de fuso da carga, o desgaste do refratrio mais severo na rampa.
O dimetro do cadinho, juntamente com o volume interno, usado para fornecer as dimenses do
alto-forno. A parede interna do cadinho revestida de tijolos de carbono. O cadinho pode
apresentar mais de um furo para escoamento do ferro-gusa lquido. Os vazamentos so efetuados
de 9 a 15 vezes por dia, buscando sempre o menor nmero de vazamentos. As ventaneiras so
posicionadas na parte superior do cadinho, todas no mesmo nvel e com a distribuio mais
uniforme possvel. As ventaneiras, cujo nmero pode chegar a 40, so geralmente feitas de cobre
e devem possuir um sistema eficiente de refrigerao com gua.
cuba
cadinho
goela
ventre
rampa
soleira
Cadinho
Regio de coque
estagnado ou
homem morto
Z
o
n
a
G
r
a
n
u
l
a
r
Gases
Carga Minrio ferro
(granulado e/ou
snter e/ou de
pelota)
Coque ou
carvo vegetal
Zona de
amolecimento e fuso
Zona de
Combusto
Z
o
n
a
d
e
G
o
t
e
j
a
m
e
n
t
o
Ferro-gusa
Camada de
amolecimento
e fuso
Regio de
coque ativo
Escria
Anel de vento
Ventaneira
Casa de
corrida
Escria
112
Com o aumento das dimenses dos altos-fornos, o aquecimento da soleira tornou-se um problema
crtico para o controle operacional dos fornos. No incio era enfatizada a proteo da fundao de
concreto, hoje, a refrigerao da soleira est diretamente voltada para a vida do refratrio. A
refrigerao efetuada de diversas maneiras, como por exemplo, a construo de um duto de
tijolos na parte inferior da soleira para fornecer refrigerao por ar, ou por gua em sistema forado
atravs de tubos embutidos.
A carcaa do alto-forno refrigerada para evitar superaquecimento da mesma. Os sistemas de
refrigerao mais usados no mundo atualmente so os staves coolers, cuja principal vantagem a
melhor vedao de gs e a menor incidncia de queimas, garantindo refrigerao mais eficiente
por um perodo maior. O stave cooler nada mais do que um tubo de ao fundido colocado dentro
de uma carcaa de ferro fundido, sendo esta fixada parte interna da chaparia do alto-forno. O
stave cooler nada mais que um tubo de ao fundido colocado dentro de uma carcaa de ferro
fundido, sendo esta fixada parte interna da chaparia do alto-forno.
Basicamente o alto-forno tem o seu processo baseado na reao de combusto atravs da
combinao do carbono com o oxignio do ar, que injetado pelas ventaneiras numa velocidade
que varia de 180 a 280 m/s. Assim sendo, pode-se imaginar que para aumentar o rendimento da
combusto, i.e., reduzir o consumo de combustvel, aquecer o ar de combusto uma boa medida.
Por este motivo, foram adotados os altos-fornos com regeneradores de calor, que permitem elevar
a temperatura do ar. Os regeneradores so trocadores de calor que recebem o ar na
temperatura ambiente, aquecendo-o para temperatura de at 1300
o
C. O ar assim aquecido
corresponde a cerca de 10% da energia necessria para a obteno do ferro-gusa no alto-forno.
Este ar ser enviado ao anel de vento e em seguida para as ventaneiras do alto-forno. O anel de
vento uma construo tubular que envolve o alto-forno na altura da rampa.
Nos regeneradores, o calor gerado na combusto dentro do forno armazenado, forando a
passagem dos gases que deixam o forno por uma cmara de regenerao, que consiste numa
carcaa de ao com uma estrutura interna formada por tijolos refratrios. Alm da cmara de
regenerao tambm existe uma cmara de combusto que tem como objetivo permitir a
combusto completa dos gases que deixam o forno. O regenerador recebe o ar na temperatura
entre 150 a 200
o
C, chamado de ar frio, e eleva esta temperatura para a faixa de 1000 a 1300
o
C,
dependendo do projeto do regenerador. Basicamente existem 2 tipos de regeneradores em funo
do tipo de cmara de combusto: a) de cmara de combusto externa (tipo Cowper) e b) de
cmara de combusto interna. O aquecimento do regenerador pode ser feito atravs da utilizao
de gases que deixam o prprio alto-forno, podendo ser misturado com o gs de coqueria quando
este for disponvel.
O funcionamento dos regeneradores resume-se em dois estgios
2
:
- Combusto ou aquecimento: perodo onde os gases (COG + BFG) so queimados e o
calor armazenado na cmara de regenerao (empilhamento de tijolos refratrios) e
direcionando os gases queimados para a chamin.
- Ventilao ou sopro: perodo onde o ar de sopro aquecido atravs de sua passagem na
cmara de regenerao retirando o calor armazenado.
Para um bom funcionamento utiliza-se 3 ou 4 regeneradores, tendo-se sempre 2 em
combusto e 1 (ou 2) em sopro.
O gs misto e o ar frio entram pelo queimador, onde feita a mistura e o incio da combusto. Na
cmara de combusto feita a queima completa do gs misto. O domo a parte superior do
regenerador e tem a finalidade de inverter o sentido de fluxo dos gases queimados e distribuir os
gases para o empilhamento de tijolos refratrios (normalmente tijolos perfurados) durante a fase de
combusto. Na fase de ventilao o sentido do ar quente inverso. A rea da superfcie de
aquecimento no empilhamento de tijolos refratrios normalmente supera 40.000 m
2
. Alm disso,
necessrio que haja uma espessura dos tijolos refratrios suficiente para armazenar o calor. A
2
Outros autores preferem dividir em 4 estgios: aquecimento, sopro, abafado (regenerador aquecido e
isolado com todas as vlvulas fechadas) e manobrando (uma fase intermediria entre todas as outras).
113
relao rea/peso varia entre 20 a 24 m
2
/t de refratrio e a capacidade de armazenagem trmica
por rea varia entre 23 a 26,3 kJ/m
2
.
A quantidade de gases gerados no alto-forno cerca de 500 a 1600 Nm
3
/t de ferro-gusa. Os gases
que saem no topo do alto-forno, arrastam consigo poeiras (cerca de 10 a 15 g/Nm
3
de p) que no
podem ser lanadas na atmosfera. Este gs impuro tambm no pode ser usado como
combustvel. Por isso, todo o gs passa por um sistema de coleta e limpeza de gases que
separa todas as partculas slidas, formando uma lama que aproveitada na sinterizao. O p de
alto-forno o subproduto resultante do processo de limpeza na passagem do gs de alto-forno
atravs do balo de p (sedimentao a seco, do material mais pesado, no fundo do balo). Este
p tem uma composio que varia de acordo com a matria prima usada, porm,
aproximadamente composto por 25 a 40% de Fe, 40 a 45% de C, 5 a 7% de SiO
2
e 2 a 4% de
CaO. A lama de alto-forno o subproduto resultante do processo de limpeza dos gases, formado
durante o processo de lavagem dos gases, nos Venturis. A lama formada o produto da
separao da gua e slidos, realizada nos espessadores. Um dos maiores problemas da lama o
elevado teor de ZnO, podendo haver restries quanto ao seu uso na Sinterizao.
O gs de alto-forno contm de 21 a 25% de CO, 18 a 22% de CO
2
, 2 a 5% de H
2
, possuindo cerca
de 820 kcal/Nm
3
de poder calorfico, e por isso ele recuperado. Para tal, o gs de alto-forno
purificado mandado para o um gasmetro, onde misturado a outros gases combustveis
gerados na usina, mistura que pode ser usada na produo de energia eltrica ou ser enviado para
fornos na laminao e calcinao.
A quantidade de gases gerados no alto-forno cerca de 500 a 1600 Nm
3
/t de gusa. Como este gs
contm cerca de 10 a 15 g/Nm
3
de p, ele no pode ser usado como combustvel diretamente. O
p de alto-forno o subproduto resultante do processo de limpeza dos gases, formado durante a
passagem do gs de alto-forno atravs do balo de p. O seu princpio baseia-se na sedimentao
a seco, do material mais pesado, no fundo do balo de p. O material recuperado pode ser
reaproveitado atravs do seu envio para a sinterizao. A lama de alto-forno o subproduto
resultante do processo de limpeza dos gases, formado durante o processo de lavagem dos gases,
nos Venturis. A Lama formada o produto da separao da gua e slidos, realizada nos
espessadores. Um dos maiores problemas da Lama o elevado teor de ZnO, podendo haver
restries quanto ao seu uso na Sinterizao.
A casa de corrida (Figura 2.4.4) o local onde se encerra a operao de reduo dos xidos
ferrosos, tendo como resultado o ferro-gusa e a escria, que so conduzidos atravs dos canais
situados no piso da casa de corrida e separam-se devido diferena de densidade, indo o ferro-
gusa para o carro-torpedo e a escria para o granulador de escria ou para o poo de escria
(Dry Pit) ou panelas, conforme o lay-out de cada usina. A densidade do ferro-gusa de 6,8 t/m e
a da escria de cerca de 1,5 t/m.
Para a retirada do ferro-gusa e da escria do interior do alto-forno, so realizadas perfuraes na
carcaa do mesmo, na altura da regio chamada cadinho, onde se encontram armazenados o
ferro-gusa e a escria no estado lquido. Estas perfuraes so feitas nas regies chamadas furos
de gusa, por onde so vazadas as corridas. O equipamento usado para abertura do furo de gusa
um perfurador pneumtico e para o seu fechamento um canho obturador (Figura 2.4.4).
114
Figura 2.4.4 - Exemplos da casa de corrida (a), do perfurador do furo de ferro-gusa (b), da coleta
de amostra, de um canho obturador (d) para o seu fechamento e do canal de corrida (e).
A ferramenta de perfurao usada a broca ou a barra. Geralmente as brocas so usadas com
refrigerao, podendo ser atravs de gua, ar comprimido, nitrognio ou uma combinao destes
trs refrigerantes. Nos intervalos entre corridas o canho deve ser carregado com massa de
obturao, e no instante do fechamento furo de gusa, essa massa injetada atravs, com um
volume tal que seja suficiente para o fechamento e manuteno do comprimento do furo de gusa.
Granulador de escria o equipamento que tem a funo de resfriar a escria, conferindo-lhe a
forma de pequenos gros. Os granuladores de escria adquiriram importante funo como
equipamentos auxiliares na produo do ferro-gusa, pois agregam valor escria, e dessa forma
tambm contribuem para minimizar impactos ambientais, com a destinao de ptios para
estocagem deste rejeito. Ou seja, o que no passado era um rejeito, hoje mais uma fonte de
recursos para as usinas.
Inicialmente o reaproveitamento da escria era economicamente invivel devido a sua elevada
dureza aps resfriamento direto, aumentando os custos de cominuio (fragmentao). Nesta
situao a escria representava um rejeito com srios problemas de armazenamento, devido ao
grande volume produzido. Uma soluo para este problema foi a sua granulao, atravs dos
granuladores de escria. Quando granulada, a escria adquire maior valor agregado, em relao
resfriada atravs de deposio nos Dry Pit, sendo importante insumo na fabricao de
catalizadores, cimento, pastilhas de freio, etc. Como comercialmente a escria resfriada atravs do
poo de secagem de escria ou Dry Pit, no possui valor, a utilizao deste esquema feita
apenas em casos emergenciais ou em quando o sistema de granulao encontra-se em
manuteno.
O ponto final do trajeto do ferro-gusa atravs dos canais da casa de corrida o CBG (calha
basculante de gusa), que despeja o ferro-gusa para um nvel inferior, onde se encontra
estacionado um carro-torpedo. Estes equipamentos so recipientes revestidos com tijolos
a
b c
escria
Sada de
escria
Furo de
ferro-gusa
Ferro-gusa
Sada de
ferro-gusa
e
d
c
115
refratrios em seu interior e devido a sua geometria, tem reduzida perda de calor para o meio-
ambiente, permitindo o armazenamento de ferro-gusa em seu interior por perodos superiores a 30
h, podendo armazenar at 500 t de ferro-gusa.
Para aumentar a produtividade do alto-forno, reduzindo ao mesmo tempo o consumo de coque por
tonelada de ferro-gusa lquido produzido (coke rate), so empregadas tcnicas de injeo de
combustveis pelas ventaneiras (leo mineral, carvo pulverizado, gs natural, alcatro, etc.) bem
como o enriquecimento do ar de combusto com o oxignio. Uma das tcnicas que vem sendo
empregada nas grandes siderrgicas nos ltimos anos o sistema conhecido como PCI
(Pulverized Carbon Injection) ou IPC em portugus (Injeo de Carvo Pulverizado), que consiste
basicamente na injeo de carvo pulverizado via ventaneiras, empregando-se ainda o nitrognio
diludo com o carvo como fludo de transporte.
O carvo pulverizado injetado pelas ventaneiras pode desempenhar as funes de combustvel e
fonte de gases redutores, mas no pode constituir um leito permevel para suportar a carga dos
materiais como faz o coque. O uso do carvo injetado propicia os seguintes benefcios:
- A reduo de custos pela substituio de coque por carves no-coqueificveis, de baixo
custo;
- A produo do alto-forno pode ser incrementada sem a necessidade de investimento na
ampliao da coqueria.
- A injeo de carvo pulverizado possibilita uma maior flexibilidade operacional do que a
operao apenas com coque (all coke) porque permite um melhor ajuste (reduo) da
temperatura da chama na zona de combusto, atravs da alterao da taxa de injeo.
O enriquecimento do ar injetado pelas ventaneiras com oxignio tambm uma importante tcnica
empregada pelas usinas siderrgicas para aumentar a produo. Porm, a utilizao de taxas de
enriquecimento elevadas, acima de 3%, ocasiona uma elevao exagerada da temperatura da
chama. Entretanto, pode-se operar com taxas de enriquecimento acima de 6% se
concomitantemente trabalhar-se com taxas de injeo de carvo acima de 10 kg/tonelada de ferro-
gusa, com consumo de coque em torno de 300 kg/tonelada de ferro-gusa.
O alto-forno funciona de forma contnua, ou seja, no deve ter sua produo paralisada, a no ser
para manutenes programadas em equipamentos considerados crticos para seu funcionamento
seguro. Estas paradas duram em torno de 24 horas, sendo realizadas tipicamente a cada 3 meses
nos grandes alto-fornos a coque. Nestas ocasies devem ser preparados carregamentos que se
caracterizam pela maior quantidade de coque de forma a suprir a energia perdida durante os
perodos de parada, principalmente atravs dos refratrios. Uma parada para manuteno
completa do alto-forno (campanha) que implica na troca de todo o seu revestimento refratrio
ocorre a cada perodo de 12 a 14 anos, levando de 3 a 6 meses para ser realizada. Porm existem
alto-fornos que tem sua campanha que j supera 20 anos.
Alm da campanha do alto-forno, do consumo de combustvel (coque ou carvo pulverizado), a
produtividade do alto-forno pode ser analisada em termos da relao entre a produo mdia diria
e o volume interno do alto-forno (toneladas/dia/m
3
). Considerando este item a produtividade situa-
se na faixa de 1,8 a 2,9 t/dia/m
3
.
Na Figura 2.2.8 apresenta-se um balano de materiais em um alto-forno tpico sugerido pela United
Nations Enviroment Programme
3
.
3
United Nations Environment Programme, Steel Industry and the Environment Technical and Management Issues,
Technical Report 38, 1998.
116
Figura 2.4.5 Imagens da casa de corrida e do carro-torpedo para transporte de ferro-gusa lquido
do alto-forno para a aciaria (imagens cedidas pela Companhia Siderrgica de Tubaro - CST).
117
2.4.1 - EQUIPAMENTOS
.
Figura 2.4.3 Representao esquemtica do efeito da concentrao de finos de minrio no fluxo
de gases no alto forno.
.
Figura 2.4.6 Representao esquemtico de um alto forno com o sistema de aquecimento do ar
de combusto atravs de regeneradores.
Regeneradores
Vagonete de carregamento
Refratrio
Cadinho
Coque
Minrio de
ferro e
calcrio
Ar
Carregamento
Gases de
retorno
Cones
Carro-torpedo
Anel de vento
Ferro-gusa
lquido
Escria
A
B
C
A
B
C
Situao ideal
Situao no ideal
(formao canais preferenciais)
A
B
C
A
B
C
Situao ideal
Situao no ideal
(formao canais preferenciais)
118
Figura 2.4.8 Fluxograma do processo de injeo de carvo pulverizado pelas ventaneiras do alto-
forno (sistema PCI).
Figura 2.4.9 Sistema PCI e detalhe das ventaneiras atravs das quais o carvo injetado no
interior do alto-forno.
ALTO FORNO 1
ALTO FORNO 2
CARVO
ANTRACITO
1
2
4
5
6
7
8
9
10
1- Ptio de Carvo e/ou Antracito
2- Correia Transportadora
3- Silos de Regularizao
7- Silo de Finos
8- Vasos de Injeo
9- Rota de Injeo AF-1
4- Silo do Moinho
5- Moinho
6- Peneiras
2
3
10- Rota de Injeo AF-2
ALTO FORNO 1 ALTO FORNO 1
ALTO FORNO 2 ALTO FORNO 2
CARVO CARVO
ANTRACITO ANTRACITO
1
2
4
5
6
7
8
9
10
1- Ptio de Carvo e/ou Antracito
2- Correia Transportadora
3- Silos de Regularizao
7- Silo de Finos
8- Vasos de Injeo
9- Rota de Injeo AF-1
4- Silo do Moinho
5- Moinho
6- Peneiras
2
3
10- Rota de Injeo AF-2
Ventaneira Tubo de sopro
Anel de
vento
Local para introduo
da lana de injeo
Ventaneira Tubo de sopro
Anel de
vento
Local para introduo
da lana de injeo Homem
morto
Zona ativa de
coque/ Zona
gotejamento
Zona de combusto
Zona de coeso
Ventaneira
Lana
PCI
Sopr
o
119
Figura 2.4.10 - Balano parcial de materiais em um alto-forno tpico.
1000 kg
Ferro-gusa
1 kg CO
0,3 kg CO
2
0,14 kg SO
2
0,9 kg NO
x
85 kg Particulado
75 kg Hidrocarbonetos
poliaromticos
0,2 m
3
guas servidas
0,010 kg Slidos em
suspenso
0,02 kg leo
0,001 kg Cianeto
0,002 Metais
324 kg Escria
0,4 kg P da casa
de corrida
0,019 kg Lama da
limpeza de gases
1500 kg Sinter e/ou
pelota e/ou calcrio
150 kg Minrio de
ferro granulado
415 kg Coque
30 litros gua
35 kg Carvo mineral
250 kg finos de
120
Raw Coal
Blast Furnace L
10 000 t HM / d
Natural
Gas
Nitrogen
Booster Compressors
2000 t
Injection Station
2 x 19
834 t
2 x 42 t/h
2 x 42 t/h
Pulverizers
121
2.4.2 ZONAS DE REAES DO ALTO-FORNO
Apesar de serem utilizados desde o sculo XV, a estrutura interna da carga dos alto-fornos
s ficou bem conhecida a partir dos trabalhos de resfriamento e dissecao de diversos altos-
fornos realizados pelos russos e japoneses a partir do ano de 1964. Na dissecao, o alto forno
resfriado com gua ou com nitrognio, de forma que se possa congelar as diversas regies do
mesmo, seguida da anlise dos aspectos fsicos e qumicos destas regies (composio,
granulometria, espessura, etc). Assim, foi possvel obter um grande conhecimento tcnico que
possibilitou uma melhor compreenso do processo de produo de ferro-gusa em altos-fornos. Um
dos resultados mais importantes da dissecao dos fornos foi a determinao da sua estrutura
interna, na qual ficou classificou-se diversas zonas bem distintas apresentadas abaixo e
visualizadas na Figura 2.4.11:
- Zona granular: Regio onde toda a carga de minrio de ferroe de coque permanece
slida e granular, permanecendo em camadas alternadas como foram carregadas,
existindo apenas duas fases (gases e slidos); portanto a reduo dos xidos de ferro
ocorre apenas no estado slido.
- Zona de amolecimento e fuso ou zona coesiva: Regio onde ocorre o amolecimento e
fuso da carga ferrfera, sendo onde reside a maior resistncia a passagem dos gases,
divido a unio (coeso) entre o partculas semi-fundidas de minrio de ferro, existindo
ainda camadas de coque. Situa-se na faixa de temperatura entre o incio de
amolecimento e a fuso da carga metlica. O seu perfil depende da distribuio de fluxo
gasoso no interior do alto-forno, que depende da relao minrio/coque ao longo do
dimetro do forno. A atuao na relao minrio/coque ao longo do dimetro do forno
constitui importante parmetro operacional do alto-forno, denominado de distribuio
da carga ou marcha do forno. Nesta regio acontece a absoro de Si pelo ferro.
Nesta zona existe ainda uma regio denominada de zona de reserva trmica, onde a
temperatura, tanto da carga como do gs constante (1.000
o
C).
- Zona de gotejamento: Regio onde o metal e a escria, ambos lquidos, escoam pelos
poros do atravs do homem morto (coque slido) at se depositarem no cadinho.
Durante a descida das gotas de ferro-gusa acontecem importantes reaes que
incorporam os elementos de liga ao ferro-gusa.
- Zona de combusto (raceway): Regio em frente das ventaneiras, onde ocorre a queima
do carvo ou do coque. uma regio parcialmente vazia devido elevada energia
cintica das do sopro de ar quente. medida que as partculas de coque circulam, vo
sendo queimadas, gerando o gs redutor e a energia de aquecimento do forno. A
absoro de Si e do S do gs continua a acontecer.
- Zona de coque estagnado ou homem morto (tambm chamada de cadinho): Coluna de
carvo vegetal ou de coque existente no cadinho do alto-forno. No cadinho se depositam
o ferro-gusa lquido e a escria que se separam em duas camadas por diferena de
densidade. No cadinho ainda ocorrem reaes entre as fases metlicas e escorificadas,
tais como a de dessulfurao do ferro-gusa. Acima do cadinho e em parte da rampa, a
carga slida composta apenas de coque, que no rola em direo as ventaneiras. Este
coque ser consumido pelas reaes de combusto ou tendo o seu carbono absorvido
pelo metal lquido. O homem morto ou regio de coque estagnado tem sobre si grande
parte do peso de toda coluna de carga do alto forno e, dependendo da relao de foras
entre o peso da carga e o empuxo exercido pelo ferro-gusa lquido, escria lquida e ar
soprado, pode ou no ser apoiada no fundo do cadinho. A acumulao em excesso de
escria e ferro-gusa no cadinho pode causar srios danos operacionais, como por
exemplo, superaquecimento e fuso das ventaneiras, marcha irregular do forno, etc.
122
Figura 2.4.11 - Zonas no interior de um alto-forno de acordo com o comportamento da carga.
Figura 2.4.12 Configurao da zona de amolecimento e fuso ou coesiva.
Gusa
C+ FeO = Fe + CO
2
(Homem Morto)
Gases
Minrio
Minrio
Minrio
C
SiO
2
Al
2
O
3
CaO
MgO
FeO
C
C
xidos de ferro
CO
2
Ferro-gusa
Escria
(Homem Morto)
Final da
fuso
Incio da
Fuso
Gases
C
C
C
xidos de ferro
Reduo direta
CO
2
Cadinho
Regio de coque
estagnado ou homem
morto
Z
o
n
a
G
r
a
n
u
l
a
r
Gases
Carga
Minrio ferro
(granulado e/ou sinter
e/ou de pelota)
Coque ou carvo
vegetal
Zona de amolecimento e
fuso
Zona de
Combusto
Z
o
n
a
d
e
G
o
t
e
j
a
m
e
n
t
o
Ferro-gusa
Camada de
amolecimento e
fuso
Regio de
coque ativo
Escria
123
Nas equaes representando reaes qumicas apresentadas neste texto, os seguintes
smbolos so usualmente empregados: < > = slido, ( )
g
= gs, { } = lquido, ( ) = escria, [ ] =
soluto na fase metlica. Outros autores preferem utilizar outra simbologia: __ soluto na fase
metlica e sem smbolo para gs.
As reaes que ocorrem no interior do alto forno sero analisadas a partir das ventaneiras,
ou seja, a partir da zona de combusto. Nesta zona, devido elevada velocidade de injeo do ar
pelas ventaneiras (180 a 280 m/s) o coque passa a recircular, permitindo que o carbono do coque
combine-se com o oxignio fornecido pelo ar quente soprado, de acordo com a seguinte reao
exotrmica
4
, ou seja, que libera energia:
<C>
coque
+ (O
2
)
ar
(CO
2
)
gs
-94,1 kcal/Mol (c1)
Devido alta temperatura do gs CO
2
formado, ocorre a combinao deste com o carbono
do coque, porque o CO
2
instvel acima de 1000
o
C na presena de carbono e para as presses
reinantes nesta regio, atravs de uma reao endotrmica, ou seja, absorvendo energia,
conhecida como reao de Boudouard ou Solution Loss (reao de perda por soluo):
(CO
2
)
gs
+ <C>
coque
(2CO)
gs
+41,2 kcal/Mol (c2)
Esta reao se desenvolve rapidamente, de forma que para efeito de anlise
termodinmica, as duas reaes podem ser somadas (lei de Hess), resultando na reao
exotrmica:
<2C>
coque
+ (O
2
)
ar
(2CO)
gs
-52,9 kcal/Mol (c3)
Nota-se assim que a combusto do carbono do coque na regio das ventaneiras (zona de
combusto ou raceway) gera o gs redutor (CO) para a reduo dos xidos de ferro e a gerao
de energia para aquecimento da carga, com seu conseqente amolecimento e fuso nas outras
zonas do forno.
Em frente ventaneira tem-se tambm a reao de decomposio do vapor dgua
presente devido umidade do ar soprado, gerando o gs hidrognio que ser tambm um gs
redutor no processo:
(H
2
O)
gs no ar
+ <C>
coque
(CO)
gs
+ (H
2
)
gs
+41,2 kcal/Mol (h1)
Como a reao acima absorve calor, costuma-se injetar uma certa quantidade de vapor
dgua junto com o ar quente de modo a exercer um melhor controle da temperatura da chama,
que normalmente supera 2100
o
C.
Como o ar de combusto carrega um alto teor de nitrognio (aproximadamente 79% de
nitrognio para 21% de oxignio), haver tambm a presena deste elemento mas que no
apresenta reaes significativas.
O perfil trmico do alto forno aliado s condies termodinmicas e cinticas impostas pela
reao de Boudouard, permitem, para fins de estudo, dividir o alto forno em duas partes, em
funo principalmente da reatividade do carbono do coque:
a setor de preparao: onde o carbono do coque praticamente no reage, constituindo
assim um material inerte.
b setor de elaborao: onde o carbono do coque reage como CO
2
, restituindo o poder
redutor do gs atravs da reao de Boudouard.
4
Determinada pela diferena entre a somatria das entalpias de formao dos compostos resultantes (lado direito) da
reao e a somatria das entalpias de formao dos reagentes (lado esquerdo).
124
Foi dito anteriormente que o CO
2
s instvel, isto passa a reagir com o carbono do
coque, acima de 1000
o
C, gerando o CO que o gs redutor imprescindvel para a realizao das
reaes objetivadas no alto-forno. Portanto, deve-se procurar transferir o mximo possvel de
oxignio dos xidos de ferro para os gases, antes de entrar na regio onde o carbono passe a ser
consumido para formar o CO pela reao de Boudouard.
Para permitir um melhor entendimento da delimitao que existe entre os setores de
preparao e elaborao, utiliza-se um diagrama de equilbrio entre os elementos ferro, carbono e
oxignio. Neste diagrama, apresentado na Figura 2.4.13, possvel observar quais so os
compostos formados em funo da variao de temperatura e da porcentagem do gs CO. Por
exemplo, para a temperatura de 700
o
C o gs contm 60% de CO e 40 % de CO
2
e para a
temperatura de 900
o
C o gs contm 96% de CO e 4 % de CO
2
, ou seja, o aumento da temperatura
favorece a formao de CO. O aumento de presso pelo contrrio favorece a formao de CO
2
.
importante salientar ainda que os gases no forno passam por um intenso gradiente trmico, com
temperaturas da ordem de 1900 a 2100
o
C prximo s ventaneiras at 150 a 250
o
C quando deixam
o topo do forno. Ao mesmo tempo existe um gradiente de presso, com presses acima de 2,5 atm
na zona de combusto e que pode chegar abaixo de 0,2 atm no topo. Outro ponto importante
lembrar que o tempo de percurso do gs num forno varia de 4 a 8 segundos, no permitindo que
as reaes qumicas atinjam o equilbrio.
Figura 2.4.13 - Diagrama de equilbrio Fe-C-O que permiti analisar quais so os compostos
formados em funo da variao de temperatura e da porcentagem do gs CO. Neste caso
apresenta-se a curva de equilbrio terico da reao de formao do CO. Com o carvo de
madeira e com o coque esta curva deslocada para a direita (mais intensamente com o coque).
O gs presente na zona de combusto constitudo basicamente de CO, apresentando,
portanto, elevado poder redutor (ponto A na Figura 2.4.13). medida que as reaes de reduo
se processam (deve-se fazer uma anlise como se estivssemos nos deslocando na direo do
topo do alto-forno), a temperatura e o potencial redutor do gs cai (devido ao maior teor de CO
2
) e
atingirmos o setor de preparao, representada pelo ponto B na figura, localizado sobre a linha de
equilbrio FeO-Fe.
A parte superior do forno, fundamentalmente uma setor de preparao, pode ser
considerada como um reator em contra corrente, ou seja, a carga de minrio de ferro seca, pr-
aquecida e pr-reduzida pelos gases ascendentes no forno.
C
O
(
%
)
Temperatura (
o
C)
427 527 627 727 827 927 1027
A
B
100
80
60
40
20
0
0
20
40
60
80
100
C
O
2
(
%
)
CO
2
+ C 2CO (1)
FeO + CO Fe + CO
2
(2)
Fe
3
O
4
+ CO 3FeO + CO
2
(3)
125
Na zona granular, pertencente ao setor de preparao, ocorrem as reaes que
promovem a evaporao da umidade da carga, ou seja:
{H
2
O} (H
2
O)
gs
(h2)
Tambm ocorre a formao de vapor dgua atravs da reao:
(CO
2
)
gs
+ (H
2
)
gs
(CO)
gs
+ (H
2
O)
gs
(h3)
e a reao de deposio do carbono:
(2CO)
gs
<C> + (CO
2
)
gs
(c4)
Nesta zona granular ocorre grande parte das reaes de reduo do minrio de ferro. A
penetrao do gs redutor nos poros do minrio de ferro aumenta a superfcie de contato
favorecendo as reaes, ao mesmo tempo que o gs oxidado segue o caminho inverso. O material
carregado no forno entra em contato em contra corrente com os gases e aquecido nos primeiros
4 a 6 metros abaixo do topo at temperaturas na faixa de 600 a 800
o
C. A reduo da hematita
(xido presente em maior quantidade no minrio) realizada em estgios sucessivos, conforme as
seguintes equaes:
<3Fe
2
O
3
> + (CO)
gs
<2Fe
3
O
4
> + (CO
2
)
gs
-12,6 kcal/Mol (f1)
<Fe
3
O
4
> + (CO)
gs
<3FeO> + (CO
2
)
gs
+9,6 kcal/Mol (f2)
<FeO> + (CO)
gs
<Fe> + (CO
2
)
gs
-4,3 kcal/Mol (f3)
Observando o diagrama Fe-C-O da Figura 2.4.13 nota-se que a reduo da wustita (FeO)
necessita de um elevado potencial de gs redutor (concentrao de CO no gs). Esse gs, aps a
reduo da wustita sobe no forno e reduz facilmente a magnetita (Fe
3
O
4
) e a hematita (Fe
2
O
3
)
devido ao baixo potencial redutor necessrio. As equaes f1, f2 e f3 so chamadas de reduo
indireta. Analisadas em conjunto, a reduo indireta levemente exotrmica. Como o CO
2
resultante destas reaes o ltimo estgio da combusto do carbono, consegue-se a maior
utilizao possvel da energia qumica deste elemento, quanto maior for a quantidade de oxignio
removido atravs das reaes indiretas.
A reduo do xido de ferro tambm ocorre atravs de uma reao direta, do tipo
endotrmica, representada pelas seguintes equaes:
<3Fe
2
O
3
> + <C>
coque
<2Fe
3
O
4
> + (CO)
gs
(f4)
<Fe
3
O
4
> + <C>
coque
<3FeO> + (CO)
gs
(f5)
<FeO> + <C>
coque
<Fe> + (CO)
gs
+37,3 kcal/Mol (f6)
Estas reaes consomem e degradam o coque, porm, apresentam a vantagem de um
consumo menor de carbono para cal mol de oxignio removido, porque um dos produtos das
reaes, o CO, ainda pode sofrer uma ps-combusto e ser convertido em CO
2
ao sofrer outras
reaes de reduo do tipo indiretas. A faixa de temperaturas em que os xidos reagem so
semelhante s faixas das reaes indiretas para cada xido.
Entretanto, deve-se procurar favorecer as reaes indiretas em relao s reaes diretas
para diminuir a necessidade de consumo de combustvel, o prprio coque, pelo processo. A
introduo de hidrognio como fazendo parte dos combustveis injetados, desloca as condies de
entre as reaes de forma a favorecer as reaes indiretas.
126
Outras reaes do tipo direta ocorrem com o gs hidrognio, proveniente da reao de
decomposio do vapor dgua presente devido umidade do ar soprado na zona de combusto
(reao h1) como por exemplo a reao que ocorre a :
<FeO> + (H
2
)
gs
<Fe> + (H
2
O)
gs
+5,7 kcal/Mol (h4)
As reaes de reduo dos xidos Fe
2
O
3
, Fe
3
O
4
e FeO ocorrem respectivamente nas faixas
de temperatura de 550
o
C, 620
o
C e de 620 a 800
o
C.
O setor de elaborao do forno tambm um reator em contra-corrente, porm mais
complexo do que o vigente no setor de preparao. Neste setor os gases provenientes da
combusto do coque (essencialmente o CO e o N
2
) deixam a zona de combusto em
temperaturas elevadas e transmitem calor para o ferro-gusa e a escria na zona de gotejamento
e prosseguem no seu movimento ascendente penetrando na zona de amolecimento e fuso
onde existe um elevado gradiente trmico.
Na zona de amolecimento e fuso o ferro reduzido, ou seja, o <Fe> absorve carbono,
abaixando o seu ponto de fuso, gotejando pelos interstcios do coque incandescente (zona de
gotejamento) e caindo para o cadinho.
A reduo da slica (SiO
2
) para silcio (Si) e a incorporao deste elemento ao ferro-gusa
esto intimamente relacionadas com o perfil trmico do forno. Esse um aspecto de extrema
importncia porque exerce grande influncia no processo de elaborao do ao no convertedor LD,
uma vez que o percentual de Si no ferro-gusa um parmetro fundamental para o clculo do
balano trmico na aciaria, afetando ainda a quantidade de escria formada, o consumo de
fundentes e o desgaste do refratrio do convertedor.
As principais fontes de slica no alto-forno so a ganga do minrio de ferro ( o maior
componente da ganga do minrio) e as cinzas do coque.
A transferncia do silcio para o ferro-gusa pode acontecer de duas formas: diretamente
pela escria para o ferro-gusa atravs de reaes entre o ferro-gusa e a escria:
(SiO
2
) + [2C] [Si] + (2CO)
gs
(i1)
ou indiretamente, onde o Si transferido da escria ou da cinza do coque para a fase gasosa
como SiO
2
e este reage com o carbono do ferro-gusa lquido, incorporando o Si:
(SiO
2
) + <C>
coque
(SiO)
gs
+ (CO)
gs
(i2)
(SiO)
gs
+ [C] + [Si] + (CO)
gs
(i3)
Pesquisas realizadas concluram que a reao i1 muito lenta e, portanto, as reaes i2 e
i3 prevalecem, sendo que a reao i2 fortemente favorecida pelo aumento da temperatura e
prejudicada com o aumento da presso. A reao i3 favorecida pelo aumento da zona de
gotejamento, ou seja, pela elevao da zona coesiva, o que aumenta o tempo disponvel para a
reao se processar. Deve-se lembrar que a quantidade de (SiO)
gs
proporcional ao teor de SiO
2
na cinza do coque. Outro aspecto a ser considerado o fato de que para a reduo da slica, seria
necessria uma quantidade de energia muito grande, razo pela qual no acontece a separao
direta do silcio do oxignio no alto forno. Isto pode ser ilustrado pela reao:
<SiO
2
> <Si> + (O
2
)
gs
+215,6 kcal/Mol (i4)
Uma outra possibilidade seria a reduo da atravs da combinao com o ferro e o
carbono para formar o silicieto de ferro apresentado apenas terica e o silcio incorporado ao
ferro. Porm isto exige um elevado consumo de combustvel para elevao da temperatura. Este
fenmeno pode ser descrito pela equao:
127
<SiO
2
> + <2C>
coque
<FeSi> + (2CO)
gs
+132,5 kcal/Mol (i5)
A temperatura acima de 1200
o
C, grande parte da slica se combina com o CaO e o MgO
para formar a escria.
A respeito do controle do teor de silcio no ferro-gusa vrios autores concluram que existem
condies para oxidao do silcio incorporado atravs das reaes anteriores atravs das
seguintes mecanismos:
[Si] + (2MnO) (SiO
2
) + [2Mn] (i6)
[Si] + (2FeO) (SiO
2
) + [2Fe] (i7)
Como foi dito anteriormente, a reduo do minrio de ferro inicia-se da periferia para o
centro das partculas (sinter, pelota ou minrio). Porm , se a quantidade de slica presente na
carga for muito elevada, forma-se uma camada na periferia das partculas de faialita (FeO-SiO
2
),
que tende a impedir o progresso da reduo, diminuindo a temperatura de amolecimento e fuso
da carga, aumentando a espessura zona coesiva, dificultando o fluxo de gases no forno. O ncleo
das partculas permanece como FeO que liberado quando a faialita fundida nas zonas de
temperatura mais alta atravs da reao:
<FeO> +<C>
coque
{Fe}+ (CO)
gs
(f7)
Porm a fuso do FeO ocorre por uma reao endotrmica, o que provoca o esfriamento do
forno. Alm disto, o ferro formado apresenta uma temperatura de fuso 150
o
C mais elevada do que
o FeO, o que provavelmente levar a formao de uma fase slida nesta regio. Estes dois
fenmenos podem provocar o arriamento ou engaiolamento do forno.
Para evitar este grave problema, tem-se produzido sinter e/ou pelotas com basicidade mais
elevada, ou seja, a relao entre a quantidade de cal e de slica deve ser maior do que 1,5
(CaO/SiO
2
1,5), com teores de MgO na faixa de 1,2 a 2,0. O MgO e CaO adicionados combinan-
se com a SiO
2
aumentando a temperatura de fuso da pelcula formada em torno das partculas de
minrio, dando tempo para acontecer a completa reduo do FeO para Fe, permitindo que se
trabalhe com temperatura de chama mais alta no alto-forno, o que diminui o consumo de
combustvel (coke-rate) e aumenta a permeabilidade da carga, ou seja, melhora a produtividade do
alto-forno.
O minrio e o coque contm ainda outras impurezas que podem ser reduzidas no alto-
forno. Estas impurezas so absorvidas pelo ferro-gusa, pela escria ou deixam o forno junto com
os gases no topo. O mangans pode ser proveniente do minrio de mangans ou a escria de
aciaria carregado no forno. As reaes dos xidos de mangans com o gs carbnico so
exotrmicas e podem ocorrer na coluna de carga, na parte mdia e inferior da cuba:
<2MnO
2
> + (CO)
gs
<2Mn
2
O
3
> + (CO
2
)
gs
-112,4 kcal/Mol (m1)
<Mn
2
O
3
> + (CO)
gs
<2Mn
3
O
4
> + (CO
2
)
gs
-40,7 kcal/Mol (m2)
<Mn
3
O
4
> + (CO)
gs
<3MnO> + (CO
2
)
gs
-12,2 kcal/Mol (m3)
A incorporao de mangans pelo ferro-gusa ocorre na zona de gotejamento ocorre
atravs da reao endotrmica:
<MnO> + [C] [Mn] + (CO)
gs
+65,6 kcal/Mol (m4)
128
A reao m4 mais difcil de ocorrer porque exige temperaturas elevadas, de forma que
geralmente entre 50 a 75% do MnO que carregado no alto-forno, na forma de ganga do minrio
de ferro, reduzido, sendo que o restante incorporado pela escria.
A decomposio do calcrio (calcinao) adicionado como fundente ocorre acima de
970
o
C:
<CaCO
3
> <CaO> + (CO
2
)
gs
+40,3 kcal/Mol (a1)
<MgCO
3
> <MgO> + (CO
2
)
gs
(a2)
A cal formada importante para a efetivao da dessulfurao com ser visto a seguir.
A incorporao de fsforo pelo ferro-gusa lquido muito fcil, sendo talvez, o nico
elemento que passa totalmente para o ferro-gusa:
<P
2
O
5
> + [5C] [5P] + (CO)
gs
(p1)
O fsforo acompanha o minrio de ferro principalmente na forma de apatita (fosfato de
clcio) que reduzido em presena de slica, de acordo com a seguinte reao:
<3CaOP
2
O
5
> + <3SiO
2
> + <5C> <3CaO SiO
2
> + [2P] + (5CO)
gs
(p2)
Deve-se lembrar que esta reao indesejvel porque o fsforo, em condies normais,
prejudica as propriedades mecnicas dos aos.
Tambm a incorporao do enxofre indesejvel porque a presena deste elemento
dificulta a fabricao do ao porque devem ser utilizadas vrias tcnicas (forragem do convertedor,
emprego de escrias sintticas), adies (cal), equipamentos (estaes de dessulfurao) para
reduzir a presena dos mesmos. O enxofre oriundo principalmente no coque, mas tambm pode
estar presente no minrio de ferro na forma de sulfetos (FeS, MnS e FeS
2
). Este elemento deve
apresentar teor mnimo no ao para vrias aplicaes, por exemplo abaixo de 0,002%, por que
reduzem as propriedades mecnicas. Uma forma de incorporao atravs das reaes:
<FeO> + (COS)
gs
<FeS> + (CO
2
)
gs
-19,1 kcal/Mol (s1)
A reao que permite a remoo parcial do enxofre atravs da cal ou do mangans:
<FeS> + <CaO> <FeO> + <CaS> -3,6 kcal/Mol (s2)
<FeS> + <MnO> <FeO> + <MnS> +2,2 kcal/Mol (s3)
<FeS> + [Mn] <FeO> + <MnS> -26,4 kcal/Mol (s4)
A presena do FeO prejudica a dessulfurao de forma que a este fenmeno deve ocorrer
atravs de outra reao que acontece em temperaturas mais elevadas, devido ao fato de ser
endotrmica:
<FeS> + <CaO> + <C> [Fe] + <CaS> + (CO)
gs
+43,6 kcal/Mol (s5)
Esta reao mais provvel devido ao excesso de carbono reinante no alto forno. Um teor
de cal mais elevado tambm favorece esta reao.
Pode-se agora justificar porque que a etapa de extrao do ferro a partir do seu xido
denominada de reduo, designao tambm atribuda ao setor de uma usina siderrgica que
rene as reas de ptio de matrias-primas, coqueria, sinterizao e alto-forno. A formao do
minrio de ferro acontece atravs de uma reao de oxidao (ou reao andica) do tipo:
129
Fe Fe
2+
+ 2e
-
.
Os eltrons liberados so absorvidos pelo oxignio:
O
2
+ 2e
-
O
2-
.
O on Fe
2+
atrado pelo on O
2-
para formar xidos do tipo Fe
2
O
3
, Fe
3
O
4
, e FeO,
dependendo da proporo entre os tomos de oxignio e ferro (tambm podem ser formados os
ons O
1-
e Fe
3+
). O termo reduo tem sua origem no fato de que a separao do ferro do oxignio
ocorre atravs da combinao preferencial do oxignio com o carbono (oriundo do carvo vegetal
ou do coque), ou seja, atravs da reao de reduo (ou reao catdica):
Fe
2+
+ 2e
-
Fe.
Se considerarmos o ltimo estgio da reduo, isto , depois do xido de ferro ter passado
de Fe
2
O
3
para Fe
3
O
4
e finalmente para FeO, a reao de reduo direta pode ser escrita como:
Fe
2+
O
2-
+ C
4+
+ 4e
-
Fe + C
4+
O
2-
+ 2e
-
ou atravs da reao indireta:
Fe
2+
O
2-
+ C
4+
O
2-
+ 2e
-
Fe + C
4+
(O
2-
)
2
Para a remoo do enxofre dissolvido no ferro-gusa a seguinte reao deve ocorrer:
(CaO) + [S] + [C] (CaS) + (CO)
gs
(s6)
Entre os principais elementos indesejveis no alto-forno esto os metais de baixa
temperatura de fuso e ebulio, tais como: o zinco, o cobre, o chumbo e os metais alcalinos
(sdio e potssio por exemplo).
Os metais alcalinos entram no forno como silicatos complexos na ganga da carga e na
cinza do coque. Estes elementos so reduzidos forma metlica em temperaturas em torno de
800
o
C, ou seja, abaixo da temperatura de formao do ferro-gusa e acima da temperatura de
ebulio dos mesmos (882 e 779
o
C para o Na e K respectivamente). Isto faz com que estes
elementos permaneam no forno (cuba) porque os mesmos so volatizados na parte inferior e
ascendem no forno, mas so novamente oxidados na parte superior e passam a descer com a
carga ou aderem s paredes do forno. Este ciclo se repete, provocando o aumento da quantidade
de material aderido com o passar do tempo, passando a formar casces no interior do forno e
afetando a estrutura da carga, reduzindo a eficincia operacional, como por exemplo, o aumento
da presso interna do forno e a de sopro ou mesmo o desgaste acentuado do refratrio. Por
exemplo, para o sdio, as reaes envolvidas so:
<Na
2
SiO
3
> + <C>
coque
<2Na> + <SiO
2
> + (CO)
gs
(n1)
(2Na)
gs
+ (CO)
gs
+ <Na
2
O> + <C>
coque
(n2)
Algumas das partculas de xido aderem a carga (de minrio ou de coque) que descem o
forno so novamente reduzidas e vaporizadas segundo as reaes:
<Na
2
O> + <C>
coque
<2Na> + (CO)
gs
(n3)
<2Na> (Na
2
)
gs
(n4)
130
Esta reaes,que ocorrem respectivamente a 1020 e 882
o
C contribuem para a continuao
do ciclo dos metais alcalinos no alto-forno.
Parte do Na
2
O pode reagir com o CO
2
e se transformar em carbonato de sdio (Na
2
CO
3
),
um material duro, que pode ser arrastado pelo gs para fora do forno na parte superior ou ser de
difcil remoo quando se formar nas partes mais inferiores do forno.
<Na
2
O> + (CO
2
)
gs
+ <Na
2
CO
3
> (n4)
Um outro composto que pode ser formado o cianeto de sdio atravs da reao:
<Na
2
O> + <3C>
coque
+ (N
2
)
gs
(2NaCN)
gs
(n5)
Este cianeto um gs que pode ser reoxidado no interior do forno ou ser condensado para
o estado lquido e ser arrastado para fora do forno, solidificando-se no contato com o ar. Deve-se
ter a mxima ateno porque os cianetos so venenos letais.
Um efeito adicional dos metais alcalinos a fragmentao das partculas de coque, devido
ao fato dos gases formados impregnarem ou reagirem com o carbono do coque, como mostrado
nas reaes apresentadas, provocando a reduo da permeabilidade da carga, comprometendo
inclusive o escoamento do ferro-gusa e da escria lquidos para o cadinho, podendo provocar a
fuso das ventaneiras. Outro aspecto a ser considerado o fato da presena de metais alcalinos
acelerarem as reaes de reduo dos xidos de ferro, provocando o inchamento e crepitao das
partculas de minrio de ferro, aumentando a quantidade de finos, afetando tambm a
permeabilidade e dificultando o fluxo gasoso.
Todas as reaes apresentadas para o sdio, acontecem tambm com o potssio. O zinco,
proveniente de rejeitos internos da usina tais como lama e escria de aciaria tambm apresenta
um comportamento semelhante, porm no forma silicatos estveis, no sendo possvel elimin-lo
pela escria do alto-forno. Os vapores de zinco podem penetrar nas fendas do refratrio do forno,
provocando a sua deteriorao ou se depositarem nas tubulaes de sada de gases, podendo
obstru-las. Para diminuir os efeitos deletrios do zinco, pode-se adicionar o CaCl
2
na mistura a
sinterizar, induzido a gaseificao de zinco sob a forma de ZnCl
2
, menos prejudicial ao processo.
O material carregado no alto-forno pode conter ainda metais como titnio, cromo, cobre,
etc. Compostos a base de cobre so reduzido no forno e o cobre passa para o ferro-gusa,
podendo ser prejudicial na aciaria, visto que no possvel a sua eliminao devido a sua no
oxidao nas temperaturas de elaborao do ao. O xido de cromo que pode estar presente no
minrio pode ser reduzido mas em temperaturas elevadas, ocasionando um maior consumo de
combustvel, atravs da reao:
<Cr
2
O
3
> + <3C>
coque
<2Cr> + (3CO)
gs
-204,6 kcal/Mol (r1)
A maior dificuldade de se trabalhar com minrios de ferro contendo titnio o aumento
brusco da viscosidade da escria devido formao de carboneto de titnio. Alm disso, o xido
de titnio pode formar casces no canal de vazamento e em outros pontos do forno. A reduo do
titnio ocorre atravs da reao:
<TiO
2
> + <2C>
coque
<Ti> + (2CO)
gs
+169,6 kcal/Mol (t1)
A formao da escria ocorre na altura da rampa do alto-forno como resultado da reduo
e fuso da ganga do minrio, dos fundentes e da cinza do coque e da combinao dos
constituintes destes materiais. Estas combinaes geram principalmente silicatos e aluminatos:
- CaOSiO
2
, FeOSiO
2
, Al
2
O
3
SiO
2
, MgOAl
2
O
3
e CaOAl
2
O
3
.
131
Os compostos SiO
2
, MgO, CaO, Pb
2
O
5
e CaS so proveniente do minrio de ferro e dos
fundentes, O minrio tambm pode conter Al
2
O
3
, TiO
2
, MnO
2
, PbO
2
, ZnO, FeO e MnS. As cinzas
do coque contm cerca de 40% de SiO
2
e S.
A temperatura de fuso da escria depende fundamentalmente de sua composio
qumica. Porm, por se tratar de um material cermico, mesmo aps o incio da fuso, o material e
a escria podem permanecer com uma ampla faixa de temperatura com a mistura das fases slida
e lquida, mantendo uma alta viscosidade. A combinao dos xidos citados nas propores
normais presentes no alto forno resulta em escrias com temperatura de fuso na faixa de 1200 a
1400
o
C. Os diagramas de fase ternrios so instrumentos extremamente teis para mostrar a
variao das temperaturas de incio e fim de fuso em funo da composio qumica das escrias
de alto forno. O principal diagrama o que leva em conta a presena dos xidos CaO,SiO
2
e
Al
2
O
3
. A viscosidade da escria afetada pela sua temperatura de incio e fim de fuso, analisado
pelos diagramas de fases ternrios, instrumentos de anlise relativamente complexos. Um mtodo
mais fcil de ser aplicado atravs da relao entre os principais xidos formadores da escria:
3 2 2
O Al SiO
MgO CaO
+
+
Quando esta relao se aproxima de 1, a escria fluda. Se o teor de cal aumentar, a
escria perde sua fluidez. A adio de dolomita, que contm MgO, a escria se torna mais fluida.
Deve-se lembrar que a proporo de cal especialmente importante para a remoo de enxofre do
ferro-gusa. As escrias de alto-forno a coque normalmente tem a seguinte constituio: 42 a 46%
de CaO, 35% de SiO
2
, 12 a 15% de Al
2
O
3
, 1 a 6% de MgO, 1 a 1,5% de FeO, 1,4 a 1,8% de MgO,
1,2 a 1,4% de S.
A proporo de escria gira em torno de 300 a 365 kg/t de ferro-gusa. Apesar da escria
ser reaproveitada, principalmente para a fabricao de cimento, uma quanto maior a sua
proporo, menor a produtividade do alto forno e maior o consumo de combustvel, embora possa
favorecer a dessulfurao.
132
8 REFINO PRIMRIO:
Os processos de fabricao de ao so designados pelo tipo de forno (Bessemer,
Siemens-Martin, LD, Eltrico, etc.) e a natureza da escria (cida ou bsica).
A transformao do gusa lquido em ao envolve:
a) a diminuio dos teores de carbono, silcio, fsforo, enxofre e nitrognio a nveis
bastante baixos:
b) a adio de sucata ou minrio de ferro para ajustar a temperatura do ao bruto;
c) o ajuste dos teores de carbono, mangans, elementos de liga e da temperatura
no forno ou na panela de vazamento.
Nas duas ltimas dcadas, procurou-se pr-tratar o gusa lquido, pela dessulfurao e,
at com um pr-refino, ( desiliciazao, desfosforao e dessulfurao ).
8.1 - PROCESSOS DE SOPRO PNEUMTICO:
At 1856, quando Henry Bessemer na Gr-Bretanha e William Kelly, nos Estados
Unidos, quase simultaneamente, inventaram o processo de sopro pneumtico, o ao
era obtido apenas pela refuso de pequenas quantidades de sucata em fornos de
cadinho ou pelo penoso processo de pudlagem em fornos de revrbero.
Inicialmente o convertedor com sopro atmosfrico utilizava revestimento cido (pedra
silicosa). Devido a necessidade de se baixar o teor de fsforo, foi-se necessrio utilizar
escrias bsicas, desta forma, o revestimento cido do convertedor Bessemer se
consumia muito rapidamente, pois reagia com a escria.
Graas aos trabalhos de Sidney Gilchrist Thomas, o convertedor recebeu o revestimento bsico
(dolomtico), em 1877. Tal descobrimento permitiu a remoo do fsforo dos minrios europeus
com teor mais elevado deste elemento.
No processo Bessemer cido, o conversor carregado com gusa lquido a uma
temperatura de 1300 a 1400C e o calor necessrio para:
a) elevar a temperatura do ar at a do metal lquido,
b) fundir as adies,
c) compensar as perdas trmicas de conduo e conveco atravs do revestimento e
pela radiao da camada superior do banho.
Em princpio, a operao do conversor consiste na injeo de ar sob presso pela parte
inferior por meio de canais nos refratrio chamados de ventaneiras, fazendo com que o
ar atravesse o banho de gusa lquido.
O oxignio do ar combina-se com o ferro, formando o FeO que, por sua vez, combina-
se com o silcio, o mangans e o carbono; portanto, estas impurezas so eliminadas,
seja sob a forma de escria, (SiO2, MnO), ou de gs, (CO), que inflama-se na boca do
convertedor.
Um dos fatores mais importantes era a temperatura do gusa: tanto o seu calor sensvel
(temperatura fsica), como o seu calor latente, isto , o teor de elementos que, ao
133
queimar, geravam calor. Um gusa "fisicamente quente" permitia a adio de sucata no
conversor. (aproveitando-se assim, pontas e recortes das operaes laminao) e,
tambm, sopragem rpida sem projees.
A temperatura do gusa, ao ser vertido no conversor, no deveria ser superior a 1250C.
Para a produo do ao Bessemer, preferia-se gusa com a seguinte composio: Si =
1,10 a 1,50%; Mn = 0,40 a 0,70%e P = 0,090% mximo. O silcio, se mais baixo, teria a
tendncia de causar corridas frias. O mangans, acima de 0,70%, ocasionava uma
escria muito fluida, resultando em projees e mais difcil separao entre ela e o ao.
8.2- PROCESSOS DE SOPRO A OXIGNIO
A idia original foi exposta pelo prprio Sir Henry Bessemer em 1856, porm, as
dificuldades na obteno do oxignio puro, em quantidades industriais, no permitiram
a sua utilizao prtica.
Somente aps do desenvolvimento das grandes instalaes para produo de
oxignio, que a idia foi novamente retomada por vrios metalurgistas. Em 1939, Otto
Lellep em Oberhausen e em 1941, Carl Valerian Schwarz em Aachen na Alemanha;
em 1947, Prof. Robert Durrer na Sua e, em 1949, Heribert Trenkler na ustria,
experimentaram a utilizao de oxignio em convertedores.
Finalmente, em novembro de 1952, iniciou-se a operao da Aciaria I da Voest, com
dois convertedores de 30 ton., sendo que a primeira instalao no hemisfrio sul foi a
da Cia. Siderrgica Belgo-Mineira em Monlevade-MG, inaugurada em outubro de 1957.
As vantagens dos processos a oxignio so:
a) rapidez na transformao do gusa em ao;
b) o reaproveitamento da sucata de recirculao, (gerada na prpria usina) e que
corresponde a 20% do ao bruto. Esta sucata isenta das impurezas que a sucata
externa externa (ferro velho ), contm.
MATERIAIS UTILIZADOS:
1- OXIGNIO
Deve-se ter no mnimo 99,5% de pureza. Os restantes 0,2 a 0,3% consistem em: 0,2%
de argnio e 0,005% mximo de nitrognio, (importante para evitar fenmenos de
envelhecimento sob tenso).
A vazo de O2 deve ser a velocidades supersnicas para penetrar na camada de
escria e, tambm, para evitar o entupimento dos bocais da lana. , igualmente
relevante para determinar a altura do bocal em relao ao banho, de importncia para
controlar o grau de oxidao da escria e de remoo do enxofre e do fsforo.
2- GUSA
Contm: 4,0 a 4,5% de C, 0,5 a 1 ,5% de Si, 0,3 a 2,0% de Mn, 0,03 a 0,05% de Se
0,05 a 0,15% de P.
O metal lquido, depois de vazado na panela, ao resfriar, atinge a saturao com o
carbono.
134
No vazamento do alto forno, a temperatura do gusa de 1480 a 1510C, pois at o
carro torpedo chegar ao convertedor haver uma perda de temperatura do gusa de
cerca de 135o
C, e o processo de refino necessita de uma temperatura do gusa acima
de 1400o
C. Com a queda da temperatura, o excesso de carbono deixa o banho sob a
forma de grafite, poluindo o ambiente.
Entre 80 a 75% da carga do convertedor constituda de gusa lquido, sendo o
restante, de sucata.
A dessulfurao do gusa pode ser feita no carro torpedo ou na panela de carga. Neste
ltimo caso, o grau de tratamento pode ser ajustado individualmente para cada corrida.
Os agentes dessulfurantes utilizados so: Magnsio, Carboneto de Clcio e o
Carbonato de Clcio. O uso deste ltimo tem dois inconvenientes: alto consumo
especfico e baixo poder dessulfurante.
A injeo de magnsio tem como base a elevada afinidade deste com o enxofre. Como
o magnsio tem baixo poder de ebulio (1100o
C) e vaporiza facilmente, deve ser
misturado com cal ou coque (formando briquetes).
A gerao de escria varia de 5 a 16 kg/t de gusa, dependendo da taxa de injeo e da
escumagem efetuada.
3- SUCATA
So usadas: tanto a sucata interna, (pontas de lingotes, de placas ou blocos, de
tarugos ou de corte de chapas), como a externa, (sucata de operaes industriais: de
estamparia ou prensagem, ou de obsolescncia: ferro-velho). Com a sucata externa, h
o risco de contaminao, (metais no ferrosos, tintas, etc.).
4- ESCORIFICANTES
Usa-se cal, dolomito calcinado e fluorita. Na cal, procura-se alta porosidade e elevada
reatividade.
Cal dolomtica pode ser usada para proteger o revestimento de magnsia ou de
dolomita do conversor, procurando-se operar com 4 a 6% de MgO na escria.
O consumo de cal dolomtica da ordem de 30 a 35 kg por t de ao. A fluorita promove
a dissoluo da cal e baixa o ponto de fuso, alem de estimular a fluidificao da
escria.
5- FERRO-LIGAS
Fe-Cr e maiores quantidades de Fe-Mn podem ser adicionados no estado lquido
durante o vazamento. Pode-se empregar um forno de induo para este fim, evitando-
se ter que superaquecer o banho para dissolver as ferro- ligas.
6- REFRATRIOS
A durao do revestimento tem evoludo pela utilizao de refratrios de melhor
qualidade e pelo emprego de revestimentos diferenciados, embora, por outro lado, as
temperaturas do ao lquido tenham aumentado por causa do lingotamento contnuo e
135
do desenvolvimento da metalurgia secundria.
Um amplo leque de materiais est disposio, como tijolos de dolomito ligado com
alcatro; dolomito enriquecido com carbono, ligado com alcatro; dolomito-grafite
enriquecido com carbono, ligado com alcatro; dolomito enriquecido com magnsia,
ligado com alcatro; magnsia, ligada com alcatro; magnsia, ligada com alcatro e
impregnada com piche; magnsia-grafite, ligada com alcatro ou resina, magnsia,
queimada, impregnada de alcatro.
Aditivos metlicos, como alumnio, magnsio e silcio, ou combinaes destes
elementos, so usados para evitar a oxidao do carbono. Estes metais no s
aumentam a resistncia oxidao, como tambm, reduzem a porosidade e evitam a
penetrao da escria, pela formao de xidos e carbonetos; outrossim, melhoram a
resistncia a quente, tanto corroso com eroso.
O consumo de refratrio depende do tipo de revestimento, da geometria do conversor e
do programa de produo, variando entre 1 ,5 a 8 kg/t de ao.
8.3 - CONVERTEDOR LD.
O convertedor tem a forma de um barril sendo basculado para carga ou vazamento, em
torno de um eixo horizontal, acionado por conjuntos de motores e redutores. Para a
chaparia, utilizado um ao baixa liga ao cromo-molibdnio. Logo junto carcaa
metlica, em ao resistente ao envelhecimento, com 35 a 75 mm de espessura, colocada uma
camada de tijolos de magnsia calcinada, como revestimento permanente, seguindo-se uma camada
de magnsia apisoada, como separao e uma camada de desgaste, em blocos de dolomita calcinada
impregnada com alcatro.
O fundo de chapa metlica reforada, seguindo-se vrias fieiras de tijolos de
magnsia, at a camada de desgaste, em blocos de magnsia calcinada e impregnada.
A lana consiste de 3 tubos concntricos, de ao sem costura, terminando num bocal
de cobre eletroltico; no interno, flue o oxignio; o intermedirio, para a alimentao
da gua de resfriamento e o esterno, para o retomo da gua aquecida. A ponta da
lana contm 3 a 5 dutos em forma de venturi, para obter a velocidade supersnica do
gs. Um sistema de talha eltrica, comandado da plataforma do conversor, suspende
ou abaixa a lana. Dispositivo de segurana impede a sua queda, no caso de ruptura
do cabo de sustentao; a durao mdia de uma lana de algumas centenas de
corridas.
136
OPERAO
Com o convertedor inclinado, a sucata carregada por uma calha ou por um vago
basculador, seguindo-se o gusa lquido.
Colocado na posio vertical, introduz-se a lana de oxignio at a altura pr-
determinada (1,0 a 1,5m distante do banho). A presso de oxignio varia de 10,5 a
12,6 atmosferas.
Aps a ignio, que ocorre depois de alguns segundos, faz-se o carregamento da cal
por meio do silo montado sobre o forno.
O tempo de sopro varia entre 17 a 18 minutos e o tempo total da corrida de
aproximadamente 35 minutos. O rendimento em ao produzido, em relao aos
materiais carregados, da ordem de 90%. O consumo de oxignio a 99,5% de pureza
, aproximadamente, de 57 Nm3
por tonelada de ao.
137
Completado o sopro, a lana retirada e o conversor basculado para a horizontal.
Mede-se a temperatura do banho com um pirmetro de imerso e colhe-se uma
amostra para anlise, que feita entre 3 a 5 minutos.
No final do vazamento, retm-se a escria no conversor com o "tampo flutuante" de
modo a vedar o furo de corrida quando a escria comear a vazar.
Para vazar a escria, bascula-se completamente o conversor para o lado oposto sobre
o pote de escria e prepara-se o conversor para a corrida seguinte.
As adies de liga so feitas no jato, durante o vazamento na panela.
REAES:
A primeira reao que ocorre no convertedor o oxignio que sai da lana e encontra o
ferro metlico no banho lquido. Este contato ocorre no pela afinidade do oxignio pelo
ferro, pois outros elementos como silcio, carbono e mangans, possuem mais
afinidade pelo oxignio, mas pela grande quantidade de ferro no banho (mais de 97%).
A reao ento :
2Fe + O2 2FeO
Em seguida devido maior afinidade do silcio pelo oxignio, este reage com o FeO,
retornando o ferro para o banho.
2FeO + Si SiO2 + 2Fe
Em seguida o mangans se oxida da mesma forma.
FeO + Mn MnO + Fe
A silica formada combina-se com o FeO, MnO e cal do fundente para formar a escria
FeO + SiO2 2FeO.SiO2
CaO + SiO2 CaO.SiO2
MnO + SiO2 MnO.SiO2
Em seguida a oxidao do carbono
FeO + CO Fe + CO2
2C + O2 2CO
C + O2 CO2
A partir dos convertedores LD desenvolveram-se outros processos de refino a oxignio
procurando-se fazer uma melhor distribuio dos gases no interior do convertedor de
modo a facilitar as reaes de oxidao das impurezas e com isto melhorar a qualidade
do ao produzido.
8.4 - CONVERTEDOR LD-KGC.
Este convertedor o utilizado pela CST. Pela lana feita a injeo de oxignio pela
138
boca do convertedor, e pelo fundo sopra-se argnio com a finalidade de promover
melhor homogeneidade do banho e facilitar as reaes de oxidao.
O argnio injetado pelo fundo do convertedor por meio de canais no refratrio
chamados de ventaneiras. Aps terminado o sopro, reduz-se a vazo do argnio ao
mnimo para evitar o entupimento das ventaneiras pela escria que ficou retida no
convertedor. Somente neste ltimo caso pode-se substituir o argnio pelo nitrognio.
8.5- CONVERTEDOR K-BOP E Q-BOP.
Com a melhoria dos materiais refratrios, pode-se desenvolver o convertedor K-BOP
que utiliza a injeo de oxignio por cima com lana e tambm por baixo, substituindo o
argnio. Com isto obteve-se melhorias significativas na qualidade do ao.
O processo Q-BOP (Quick ou Quiet-Basic-Oxygen Process) inicialmente chamado de
processo OBM (Oxygen-Botton-blowing-Max-hutte) foi desenvolvido na Alemanha, a
partir de 1967,pela Eisenwerk- Gesellschaft Maximilliams-hutte, em colaborao com a
Air Liquide (Canad). Estudos semelhantes foram realizados ao mesmo tempo pelo
CRM e pelas Forges de Thy-Marcinelle et Monceau, na Blgica.
O processo se constitua pela injeo de oxignio somente pelo fundo, como o utilizado
por Bessemer. Porm, devido s altas temperaturas geradas nas ventaneiras, era
necessrio a utilizao de fluidos refrigerantes. Utilizou-se hidrocarbonetos
gasosos(propano, butano, gs natural, etc...) como fludo re frigerante.
O processo Q-BOP , hoje o maior desafio ao processo LD. Os defensores do
processo (Q-BOP) alinham, como vantagens sobre o LD um menor investimento,
menores custos operacionais e maior produtividade, e como desvantagens o consumo
de gs natural ou outro hidrocarboneto, e de nitrognio, durante o basculamento e
parada do forno. Essas informaes. Entretanto, devem ser objeto de certas consideraes.
9- REFINO SECUNDRIO:
9.1 - DEFINIO
Os processos de fabricao do ao so processos oxidantes, portanto, a quantidade de
oxignio no mesmo supera em muito teores admissveis para alguns produtos. Durante
o vazamento ocorre tambm a absoro de alguns gases como nitrognio e hidrognio.
Depois do vazamento, com a perda de temperatura a solubilidade desses gases no ao
diminui drasticamente, formando bolhas e incluses.
Desta forma, foram desenvolvidas tcnicas de desoxidao onde se obtem os valores
desejados.
Alem da desoxidao, o refino secundrio permite o ajuste de temperatura, da
composio qumica, adio de elementos especiais, dessulfurao para teores abaixo
de 0,005%, desfosforao e descarburao para teores abaixo de 0,002%.
Refino secundrio definido como o trabalho metalrgico de refino ou ajuste da
composio qumica e da temperatura, realizado fora do forno primrio de fuso,
fazendo-se uma ou mais das seguintes operaes unitrias:
139
a) Tratamento sob vcuo, para remoo de gases,
b) Agitao por borbulhamento de gs, para homogenizar o banho,
c) Mistura completa de adies,
d) Refino de ao pelo uso de escria sinttica,
e) Manuteno de uma atmosfera de gs inerte na panela,
f) Aquecimento do ao lquido.
Alguns dos motivos seriam:
1. Aumento da produtividade no conversor a oxignio, ao descarburar a nvel baixo,
(0,03 a 0,06% de C), seguindo-se uma recarburao e o ajuste da temperatura, na
panela.
2. Aumento da produtividade do forno eltrico, ao produzir aos especiais, transferindo-
se as operaes antes realizadas com uma Segunda escria, para o forno de
tratamento.
3. Melhor controle da temperatura para o Lingotamento Contnuo.
4. Maior facilidade em atingir limites estreitos de composio e de propriedades
mecnicas.
5. Obteno de nveis de hidrognio inferiores a 1,5 ppm e alcanar reduzidos teores
de enxofre.
6. Fabricao de aos para esmaltao ou inoxidveis ferrticos de baixo teor de
Carbono.
7. Produo de aos ao cromo contendo carbono, em conversor a oxignio.
8. Obteno de nveis bastante baixos de enxofre, (normalmente inferiores 0,010%).
Em resumo as vantagens econmicas seriam:
a) reduo nos gastos com materiais, tais como os elementos de liga,
b) menor consumo de energia,
c) aumento de produo, pois a unidade primria aliviada de todo o trabalho
metalrgico, como: descarbonetao, dessulfurao, ajustes de composio, etc.
9.2 - CLASSIFICAO DOS PROCESSOS
Pode-se agrupa-los em duas categorias:
1. SISTEMAS COM INJEO.
Sua simplicidade de operao e baixo custo operacional e de capital, os recomendam
para aos comuns, em grande volume e exigncias limitadas de qualidade, podemos
citar:
1.1. agitao com gs inerte
1.2. introduo de arame ou fita
1.3. Balas de alumnio
1.4. Injeo de p
140
1.5. Escria sinttica
Esquema do sistema de injeo de gs inerte na panela por tijolo poroso.
Esquema de um processo de injeo de finos na panela.
2. SISTEMAS COM TRATAMENTO DO AO SOB VCUO.
2.1. desgaseificao no jato
Para grandes peas forjadas, onde se objetiva a remoo do hidrognio
2.2. desgaseificao com recirculao
Seu custo de capital j mais elevado. So usados, no para remover o hidrognio e
diminuir as incluses no metlicas, mas tambm, na descarbonetao, para produzir
aos de bem baixo teor de carbono e para controlar rigidamente a composio e a
temperatura de lingotamento.
Este processo consiste em se posicionar uma cmara de vcuo sobre a panela de ao,
comunicando-se com ela por meio de tubos revestidos de refratrios (pernas).
Estabelece uma presso negativa (vcuo) em relao panela de modo a fazer o
metal lquido circular da panela para uma cmara de vcuo, por uma das pernas e
retornar ao banho pela outra perna continuamente at mxima desgaseificao.
Para que esta circulao ocorra, necessrio injetar em uma das pernas um gs
neutro, normalmente argnio, de modo a provocar uma diminuio da densidade do
ao em uma das pernas, fazendo com que o ao suba para o interior da cmara.
O ao junto com as bolhas de gs chega ao interior da cmara a alta velocidade, se
dispersando em pequenas gotculas, liberando assim os gases dissolvidos. O ao
desgaseificado retorna para a panela pelo outro tubo.
Deste modo, criada uma diferena de densidade no ao entre as duas pernas,
fazendo como que ocorra a circulao do ao. Este processo denominado de RH.
141
2.3. refino na panela
So mais caros para instalar e operar. Por isso, so usados para o refino de aos de
elevada qualidade, com propriedades mecnicas superiores.
Em qualquer tipo de tratamento secundrio, a distncia entre o nvel do metal e a borda
livre da panela deve ser suficiente para:
1. conter quaisquer respingos causados pelo sopro com oxignio e a injeo com gs
inerte,
2. evitar o extravazamento de metal em agitao,
3. manter o calor confinado panela, no caso de usar arco voltaico.
A construo de uma panela prova de vcuo exige alguns cuidados:
1. no pode ter furos de ventilao, (usados para a secagem do revestimento da
panela normal).
2. As soldas devem ser prova de vcuo;
3. A flange na borda da panela deve suportar o peso da tampa de vcuo, com todos os
seus acessrios;
4. Os tampes porosos e as vlvulas de gaveta devem, tambm, ser instalados prova
de vcuo.
A unidade de Refino Secundrio de ao na CST, localiza-se entre o Convertedor e o
Lingotamento Contnuo, processo este chamado de Metalurgia da Panela, ou seja,
tratamento fsico e qumico do ao na panela. Funciona ainda como um "pulmo" para
as unidades de lingotamento, sendo responsvel pelo sincronismo entre os
convertedores e as mquinas de lingotamento.
Existem atualmente na CST, dois equipamentos nesta unidade, que so o IR-UT
(Injection Refining-up Temperature) e o RH-KTB (Ruhstall Heraeus -Kawasaki Top
Blowing).
As principais atividades do IR-UT so:
Reaquecimento de corridas atravs da adio de alumnio (aluminotermia);
Ajuste fino de composio qumica;
Homogeneizao do ao lquido (composio qumica e temperatura);
Remoo de incluses no metlicas atravs do borbulhamento do argnio;
Controle da morfologia de incluses atravs da injeo de p Ca-Si;
Resfriamento de corridas atravs de adio de sucata;
Dessulfurao do ao para produo de materiais com enxofre muito baixo.
As principais atividades do RH-KTB so:
Remoo de hidrognio;
Ajuste fino de composio qumica;
Homogeneizao do ao lquido { composio qumica e temperatura);
Descarburao (natural ou forada);
Ajuste de temperatura {aquecimento qumico ou resfriamento com sucata).
O processo RH-KTB, diferencia-se do RH pela adio de uma lana de oxignio na
cmara de vcuo com a finalidade de descarburao mxima e aquecimento do banho
142
pela reao do gs CO com o oxigenio gerando CO2 e liberando grande quantidade de
calor.
Estes dois equipamentos so de fundamental importncia no processo produtivo da
CST, atualmente, na medida que permitem a fabricao de aos para aplicaes mais
nobres e de maior valor agregado {TIN PLATE, API, IF, etc).
Esquema do processo de injeo IR-UT utilizado pela CST.
Esquema do processo de desgaseificao vcuo RH.
143
Esquema do processo de desgaseificao vcuo RH-KTB, utilizado na CST
10- LINGOTAMENTO CONTNUO
bastante antigo o desejo de lingotar diretamente o tarugo destinado laminao de
barras, eliminando-se o pesado e custoso laminador desbastador, bem como aumentar
o rendimento total em produtos de ao.
Em 1840, G. E. Sellers nos Estados Unidos patenteava um processo de lingotamento
contnuo de tubos de chumbo. Em 1843, J. Laing e em 1865, o prprio Sir Henry
Bessemer, haviam solicitado patentes para o lingotamento contnuo de ferro malevel,
destinado fabricao de chapas. Em 1886, B. Atha obteve a patente para o
lingotamento contnuo de tarugos de ao carbono de 100 x 100 mm.
Durante muitos anos, grande nmero de pesquisadores dedicou-se a desenvolver a
tcnica de vazamento e, entre 1930 a 1940, Siegfried Jungnhans, na Alemanha,
conseguiu lingotar continuamente, de incio lato e alumnio, e depois, o prprio ao.
O lingotamento contnuo de ao que produz placa de ao diretamente do ao lquido
em um nico equipamento foi o mais importante avano tecnolgico nos processos
metalrgicos desde os anos sessenta, pois permitiu a substituio do lingotamento
convencional feito atravs de lingoteiras, que um processo bastante oneroso porque
envolve equipamentos adicionais como forno-poo, laminador desbastator,
estripadores, manuteno de lingoteiras, transportes internos(pontes rolantes, etc.),
para obter a placa de ao. O lingotamento contnuo eliminou os gastos com os
equipamentos citados resultando alm de reduo de tempo e custo em melhoria da
qualidade do ao.
A importncia da solidificao nos processos metalrgicos do lingotamento contnuo,
tais como, estrutura cristalogrfica, distribuio de incluses no metlicas, micro e
macro segregaes e as propriedades mecnicas, esto intimamente ligadas aos
fenmenos de solidificao do ao.
Desta forma, a transferncia de calor durante a solidificao no processo de
lingotamento contnuo influencia fortemente na qualidade do produto e na produtividade
do processo, por isto, grande ateno dedicada a automao deste item. Entretanto,
existem outros fatores operacionais que tambm influenciam na qualidade e
144
produtividade como nvel do molde e do distribuidor, velocidade da mquina e so
tambm controlados automaticamente.
10.1 - CARACTERSTICAS
O lingotamento continuo compreende a seguinte seqncia de operao:
a) Fluxo do metal lquido atravs de um distribuidos para alimentar o molde,
b) Formao de uma casca solidificada, no molde em cobre, resfriado a gua,
c) Extrao contnua da pea,
d) Remoo de calor do ncleo ainda lquido, por meio de sprays de gua de
resfriamento,
e) Corte no comprimento desejado e remoo das peas
Basicamente, uma instalao de Lingotamento Contnuo constituda de:
a) uma calha de distribuio;
b) o molde de cobre eletroltico, resfriado a gua, para formao da pele de
solidificao inicial;
c) a zona de resfriamento secundrio, por meio de jatos de gua para complementar a
solidificao;
d) rolos extratores, com velocidade regulvel, para movimentao da barra produzida;
e) dispositivos para o corte das barras e o transporte das peas cortadas.
10.2 - O PROCESSO DE LINGOTAMENTO CONTNUO
Basicamente existem trs tipos de mquinas de lingotamento contnuo, que so a
mquina vertical, a de dobramento de tarugo e a de molde curvo.
A mquina vertical que est mostrada na fig.8.1 foi a primeira que surgiu, mas possuia
um inconveniente de estas instalaes serem muito altas, em torno de 30 metros.
O ao lquido transferido para uma calha de distribuio(distribuidor) pelo fundo em
panelas convencionais.
O distribuidor serve para manter um certo volume de ao lquido, de modo a alimentar
o molde com uma presso ferrosttica constante e controlar a vazo do ao para o
molde.
O molde(lingoteira) fabricado de cobre ou grafite, e tem um movimento oscilatrio
para reduzir a aderncia do ao em suas paredes, alm disto, utiliza-se lubrificantes
base de leo ou grafite.
Durante a solidificao do ao no molde, o metal lquido forma um cone bastante
alongado devido fraca condutibilidade trmica do mesmo, como pode ser visto na
fig.8.2. O ao sai do molde na forma de barra ou placa e est slida somente na sua
extremidade com cerca de 12 cm de casca solidificada(pele).
O ncleo lquido ento solidificado logo abaixo na zona de resfriamento secundrio(3
a 12 metros), onde recebe jatos de gua (sprays) diretamente contra o veio. Isto tem
como finalidade solidificar completamente a pea sem haver tenses ou deformaes
sucessivas.
O molde possui comprimento de 50 a 80 cm, de modo a proporcionar que a pele
145
solidificada tenha resistncia prpria, para no romper ou inchar em demasia.
Aps deixar o resfriamento secundrio, o resfriamento da pea se faz por irradiao, e
finalmente a pea ento cortada geralmente por maaricos.
Com o intuito de se reduzir a altura das instalaes, foi desenvolvido um sistema de
encurvar o metal no veio depois de a placa estiver toda solidificada.
As mquinas mais modernas so as de molde curvo, como visto nas fig.8.4 e 8.5.
Nestas mquinas a placa ainda no totalmente solidificada encurvada na zona de
resfriamento secundrio, por roletes guia temperatura de aproximadamente 12000
C.
Com isto a altura desta instalao fica um tero da altura da mquina vertical. Deste
modo, estas mquinas podem agora serem instaladas no interior das alas de
vazamento das aciarias.
As mquinas de lingotamento contnuo normalmente possuem mais de um veio de
vazamento ao mesmo tempo, para maior produo.
10.3 - OPERAO
Inicia-se o lingotamento contnuo colocando-se a barra falsa no fundo do molde. A
barra falsa deve ter um comprimento de modo que esta possa ser puxada tambm
pelos rolos extratores.
Inicia-se o vazamento do ao enchendo o molde at cerca de 100 mm da borda
superior. Como o ao se solidifica rapidamente nas paredes do molde, ento, logo que o ao atinja a
altura normal de lingotamento no molde, comea-se a puxar a barra
falsa.
Quando a ponta da placa solidificada j estiver em contato com os rolos extratores,
pode-se retirar a barra falsa.
Esquema mostrando a Mquina de lingotamento contnuo 1 da CST
a) CONTROLE DO NVEL DO DISTRIBUIDOR E MOLDE
As variaes de nvel e as oscilaes do molde favorecem o aparecimento de incluses
de escria e porosidades, tambm regies com depresses que so preenchidas com
p lubrificante, causam defeitos superficiais como trincas longitudinais e transversais
no produto.
b) TAXA DE RESFRIAMENTO DO MOLDE E RESFRIAMENTO SECUNDRIO
O resfriamento do veio tem a finalidade de acelerar a solidificao do ao, fortalecer a
146
pele solidificada e refrigerar a mquina. A taxa de resfriamento do ao influencia nas
propriedades metalrgicas, pois afeta a distribuio de temperatura interna,
uniformidade qumica e qualidade superficial. Um resfriamento inadequado contribui
para a formao de trincas internas.
O resfriamento secundrio tambm influenciado pelo tamanho do produto, velocidade
de lingotamento e projeto da mquina.
Hoje, o lingotamento contnuo representa mais de 90% da produo japonesa e j
passa de 50% da produo brasileira. O desenvolvimento prossegue com o vazamento
de placas finas, (entre 10 e 55mm de espessura), ou mesmo de tiras, entre 1 e 10 mm.
10.4 COMPARAO ENTRE OS RENDIMENTOS NO LINGOTAMENTO
CONVENCIONAL E CONTNUO.
a Em peso:
No lingotamento convencional, de 100 t de metal lquido obtm-se 84 a 86 t de placas,
sendo o restante: 2 t de restos de panela e carepa e 14 t de pontas, oxidao e perdas
na escarfagem .No lingotamento contnuo, as mesmas 100 t de ao lquido dariam 97 t
de placas, sendo as 3 t restantes, perdas de fundo de panela, carepa, pontas e borra
de escarfagem.
b - Em energia:
No lingotamento convencional, 45% da energia do ao lquido aproveitada, sendo
necessrio o fornecimento do complemento de 55% pela eletricidade, combustvel,
oxignio ou vapor. Dos 100% de energia presentes, apenas 21% ficam na placa ou
tarugo, sendo o restante disperso na gua de resfriamento, ar ambiente, conduo
atravs dos equipamentos, etc. No lingotamento contnuo, 80% da energia necessria
fornecida pelo prprio ao lquido e apenas 20% so supridos externamente, sob a
forma de eletricidade, combustvel, etc. Dos 100% de energia disponveis, 46% so
utilizados no tarugo ou placa e 54% so levados na gua de resfriamento, vapor, etc.
147
Captulo VI Captulo VI Captulo VI Captulo VI: : : : OPERAES OPERAES OPERAES OPERAES
METALRGICAS METALRGICAS METALRGICAS METALRGICAS
148
11 - LAMINAO
A laminao um processo de conformao mecnica no qual o material forado a
passar entre dois cilindros, girando em sentidos opostos, com praticamente a mesma
velocidade superficial e separados entre si de uma distncia menor que o valor da
espessura inicial do material a ser deformado.
Os primrdios da laminao so bastante antigos: a mais antiga ilustrao de um
laminador uma gravura de Leonardo da Vinci, em torno de 1486, o qual se destinava,
provavelmente, laminao a frio de barras chatas de ouro ou prata para a cunhagem
de moedas.
Na laminao os produtos semi-acabados so transformados em produtos acabados
que devem atender as especificaes estabelecidas em termos de propriedades
mecnicas, forma, dimenses, dentre outros critrios.
A laminao pode ser a quente ou a frio. Pelo fato destas operaes com freqncia
serem as ltimas e podem alterar a microestrutura do ao, elas devem ser projetadas
de modo a permitir que a microestrutura desejada. Desta forma, as operaes de
acabamento envolvem tratamentos trmicos, tais como: esferoidizao, normalizao,
e recozimento, ou tratamentos superficiais, como: galvanizao, estanhamento,
cementao, usinagem tempera etc.
Durante a laminao, raramente passa-se o material somente uma vez entre os
cilindros ou rolos de laminao, pois, a reduo de rea almejada no pode ser
conseguida em um s passe. Deste modo, o equipamento de laminao deve ser
capaz de submeter o material a uma seqncia de passes.
Quando este equipamento consiste em somente um conjunto de cilindros, isto pode ser
conseguido de duas formas: ou variando-se a distncia entre os cilindros de trabalho,
laminadores regulveis durante a operao, ou mantendo-se esta distncia fixa,
laminadores fixos durante a operao, e variando-se o dimetro do cilindro ao longo do
seu comprimento, o que equivale a variar a abertura entre os cilindros. Neste ltimo
caso, a pea a ser trabalhada dever ser deslocada ao longo dos cilindros para cada
passe sucessivo.
Uma outra forma de realizar passes com diferentes redues, seria a colocao de
laminadores em linha, com uma distncia pr-determinada entre eles, de modo que
trabalhassem o material sucessivamente e em alguns casos simultaneamente.
Esquema mostrando um material sendo laminado
149
Esquema mostrando cilindros com canais de um laminador fixo..
Esquema mostrando um trem contnuo de laminao.
Ao passar entre os cilindros, a fora de atrito entre a pea e os cilindros promove uma
deformao plstica, na qual a espessura diminuda e a largura e o comprimento so
aumentados.
A laminao um dos processos de conformao mais utilizados na prtica. Tal fato
acontece porque este processo apresenta uma alta produtividade e um controle
dimensional do produto acabado que pode ser bastante preciso.
Na laminao possvel obter-se tanto produtos acabados, como chapas, barras e
perfis, como produtos semi-acabados, tais como placas.
O processo de laminao pode ser feito a frio ou a quente. Normalmente, a laminao
a quente usada para as operaes de desbaste e a laminao a frio, para as
operaes de acabamento. Geralmente, utiliza-se um ou dois conjuntos de cilindros
para a laminao aquente, de modo que o lingote ou o esboo passa vrias vezes
entre os mesmos cilindros.
As ltimas etapas da laminao a quente e a maior parte da laminao a frio so
efetuadas comumente em mltiplos conjuntos de cilindros denominados trens de
laminao.
As matrias-primas iniciais para laminao so constitudas geralmente por lingotes
fundidos; blocos, tarugos ou placas do lingotamento contnuo ou mais raramente placas
eletrodepositadas. Ainda possvel a laminao diretamente do p, atravs de um
processo especial que combina metalurgia do p com laminao.
Os principais objetivos da laminao so:
1. obter um produto final com tamanho e formato especificados, com uma alta taxa de
produo e um baixo custo;
2. obter um produto final de boa qualidade, com propriedades mecnicas e condies
150
superficiais adequadas.
O nmero de operaes necessrias para atender a estes objetivos do processo de
laminao, depende das especificaes estipuladas para a forma, as propriedades
mecnicas, as condies superficiais (rugosidade, revestimentos, etc.) e em relao a
macro e microestrutura do produto laminado. Quanto mais detalhadas forem estas
especificaes, mais complicado ser o procedimento e um maior nmero de
operaes ser necessrio.
Para obteno de produtos laminados as principais etapas so:
1. preparao do material inicial para a laminao;
2. aquecimento do material inicial;
3. laminao a quente;
4. acabamento e/ou tratamento trmico (caso de ser produto final);
5. decapagem;
6. laminao a frio (caso seja necessrio);
7. tratamento trmico;
8 acabamento e revestimento.
Durante as etapas de laminao, deve-se efetuar um controle de qualidade do produto
para se detectar a presena de defeitos, tais como trincas e vazios internos, afim de se
evitar que um produto com excesso de defeitos, portanto, rejeitvel, continue sendo
processado, com desperdcio de tempo e energia.
Pode-se destacar que as principais variveis de influncia na laminao so:
1.o dimetro dos rolos ou cilindros laminadores;
2. a resistncia deformao do metal (tenso de escoamento e de ruptura,
encruamento durante a deformao, temperatura de trabalho, velocidade de trabalho,
etc.);
3. o atrito entre os cilindros e o metal;
4. a presena da trao de avano ou de retrocesso no produto que esta sendo
Laminado.
11.1 - DEFINIES DOS PRODUTOS LAMINADOS:
comum para os produtos siderrgicos a adoo de uma primeira classificao como
aos planos e no-planos.
Entende-se por produtos planos aqueles cuja forma da seo transversal retangular,
sendo que a largura do produto e vrias vezes maior do que a sua espessura.
Produtos no-planos, pelo contrrio, tem sua seo transversal diferente da forma
retangular (exceo de barras chatas, alguns blocos e tarugos), formas em geral
complexas e variadas, embora j se tenha formas consagradas e limitadas. o caso
de perfis tais como H, I, U, trilhos e outros.
Os produtos siderrgicos podem tambm ser classificados em acabados ou semi-
acabados quanto a aplicabilidade direta destes.
So denominados semi-acabados, ou intermedirios, em virtude de praticamente no
existir aplicao direta para os mesmos, salvo para posterior processamento por
151
laminao, extruso, trefilao, etc. que os transformaro em produtos finais ou seja
acabados.
11.2 - CLASSIFICAO DOS PRODUTOS SEMI-ACABADOS
No existe uma clara separao dimensional entre eles, embora a ABNT em sua
norma NBR 6215 de 1986 classifique os semi-acabados de conformidade com a rea
da seo transversal e sua forma, como:
1. bloco: um produto semi-acabado cuja seo transversal superior a 22.500 mm2
e
com relao entre altura e espessura igualou menor que 2; as arestas so
arredondadas, estas medidas se situam entre 150 e 300mm de lado;
2. tarugo ou palanquilha: um produto semi-acabado cuja seo transversal menor
ou igual a 22.500 mm2 e a relao largura e espessura igualou menor que 2; as
arestas so arredondadas as tolerncia dimensionais menos restritivas que as de
barras, estas medidas se situam entre 50 e 125mm de lado ou dimetro;
3. placa: um produto semi-acabado com seo transversal retangular, com espessura
maior que 80 mm (100 mm segundo a norma NBR 5903 de 1983 -1987) e relao
largura e espessura maior que 4, ou seja, espessura at 230mm e 610 a 1520mm de
largura;
O comprimento do semi-acabado funo dos produtos finais a serem obtidos a partir
dos mesmos, respeitando-se as limitaes de equipamento de cada laminao.
Nos semi-acabados tambm se utilizam dos processos usuais de condicionamento, tais
como escarfagem e esmerilhamento, visando a eliminao de defeitos superficiais que
possam comprometer o produto final.
11.3 - CLASSIFICAO DOS PRODUTOS ACABADOS
Quanto aos produtos acabados de laminao (observa-se que podemos ter produtos
acabados a partir de semi-acabados por diversos processos de conformao tais como
laminao, forjamento, trefilao, extruso, etc.) a seguinte classificao feita de
acordo com o tipo de produto plano e no-plano.
Os produtos acabados planos so obtidos por laminao a quente ou a quente e a frio
de placas em cilindros lisos (sem canais) e se subdividem de acordo com as seguintes
dimenses:
1. bobina:
Produto plano laminado com largura mnima de 500 mm enrolado na forma cilndrica.
1.2. bobina fina a quente:
Produto plano larninado com espessura entre 1,20 e 5,0 mm e com largura superior a
500 mm, enrolado na forma cilndrica e cuja espessura final obtida por laminao a
quente.
1.3. bobina grossa:
Produto plano laminado com espessura superior a 5,0 mm e igual ou inferior a 12,7
mm, largura superior a 500 mm, enrolado na forma cilndrica e cuja espessura final
obtida por laminao a quente.
152
2. chapa:
Produto plano de espessura mnima de 0,38 fim e largura mnima de 500 mm.
2.1. chapa fina:
Chapa com espessura entre 0,38 e 5,0 mm e com largura igual ou superior a 500 mm.
2.2. chapa fina a frio:
Chapa com espessura entre 0,38 e 3,0 mm e com largura superior a 500 mm, fornecido
em forma plana, cuja espessura final obtida por laminao a frio.
2.3. chapa fina a quente:
Chapa com espessura entre 1,20 e 5,0 mm e com largura superior a 500 mm, fornecido
em forma plana, cuja espessura final obtida por laminao a quente.
2.4. chapa grossa:
Chapa com espessura superior a 5,0 fim e largura superior a 500mm, fornecido em
forma plana, cuja espessura final obtida por laminao a quente, seja no laminador
reversvel at no mximo 152 mm ou no laminador contnuo at no mximo 12,70 mm.
3. fita de ao para embalagem:
Produto plano laminado com espessura igual ou inferior a 1,27 mm e com largura
igualou inferior a 32 mm fornecido na forma de rolo, utilizado como elemento de fixao
ou compactao no acondicionamento e/ou embalagem.
4. folha:
Produto plano laminado a frio com espessura igual ou inferior a 0,38 mm e com largura
mnima de 500 mm fornecido em bobinas ou num comprimento definido.
5. tira:
Produto plano relaminado a frio ou produto plano laminado com largura igual ou inferior
a 500 mm, fornecido com comprimento definido.
5.1. tira cortada:
Produto plano laminado com largura igual ou inferior a 500 mm, fornecido com
comprimento definido; pode ser obtida de rolos cortados aplainados ou de corte mecnico de chapas
finas a frio, chapas finas a quente, chapa grossa ou qualquer
produto plano laminado.
5.2. tira relaminada a frio:
Produto plano relaminado a frio com espessura igual ou inferior a 8,00 mm e largura
igual ou inferior a 500 mm, fornecido com comprimento definido, distinguindo-se da tira
cortada por ter tolerncia mais estreitas na espessura e largura decorrentes do
processo de fabricao.
6. rolo:
Produto plano relaminado a frio ou produto plano laminado com largura igual ou inferior
a 500 mm, enrolado na forma cilndrica de tal modo que a largura final do rolo seja igual
largura do produto plano (rolo simples) ou seja superior a largura do produto plano, o
qual obtido em sistema oscilante (rolo zigue-zague).
Os produtos acabados laminados no-planos se classificam em barras, fios, tubos,
perfis comuns, perfis especiais e os trilhos.
153
Os produtos no planos chamados de fios (fio-mquina) so materiais com seo
transversal circular com dimetro de 5 a 13mm, laminados a quente, fornecidos na
forma de bobinas ou no e geralmente so destinados a trefilao.
Os tubos com costura so aqueles produzidos por laminao na Mannesmann e
outros.
11.4 - CLASSIFICAO DOS LAMINADORES
Pode ser feita segundo diferentes critrios:
1. Condies de trabalho em: Laminadores a quente e a frio.
2. Funo ou programa de produo: Primrios e Acabadores;
3. Tipo de produto: de Perfis, de Trilhos, de Arame, etc;
4. Tipo de cadeiras;
5. De acordo com a disposio das diversas cadeiras de laminao: em Linha (trem
tipo Belga), em Zigue-zague (cross-country), Contnuo (tandem), etc.
1. CLASSIFICAO PELAS CONDIES DE TRABALHO:
1.1. laminao a quente:
aquela que se realiza a temperaturas acima do ponto crtico do ao, ou seja: a cada
passe no laminador reduz o tamanho do gro, o qual cresce novamente, assim que a
presso retirada. O tamanho do gro final determinado pela temperatura e pela
porcentagem de reduo do ltimo passe.
1.2. laminao a frio:
aquela que se realiza a temperaturas abaixo do ponto crtico do ao, ou seja: a cada
passe no laminador o tamanho do gro se deforma mas no cresce, tornando a
superfcie do material mais bem acabada e mais resistente.
A laminao a frio se desenvolveu devido necessidades crescente de material com
qualidades mecnicas determinadas e s exigncias cada vez maiores de uniformidade
de bitola.
Antes do trabalho a frio, necessrio remover a camada de xido por meio da
decapagem, com o intuito de se obter boa superfcie no produto acabado.
A laminao a frio tem como conseqncia um aumento da dureza e da resistncia
trao, ao mesmo tempo que reduz a dutilidade e o tamanho do gro do ao.
A profundidade at onde a estrutura do gro alterada, depende da seo, tamanho e
reduo da rea.
2. CLASSIFICAO DE ACORDO COM O SEU PROGRAMA DE PRODUO:
Pode-se classificar os laminadores em laminadores primrios ou de semi-produtos e
laminadores de produtos acabados.
2.1. Laminadores Primrios ou de Semi-Produtos:
So aqueles que produzem semi-produtos ou semi-acabados, tais como:blocos,
placas, tarugos e platinas, destinados aos trens acabadores.
154
Entre os laminadores primrios pode-se distinguir os laminadores desbastadores e os
laminadores de tarugos ou platinas.
Os laminadores desbastadores, tambm conhecidos pelo nome de blooming ou
slabbing, operam a partir de lingotes. No caso de lingotes grandes, os seus produtos
sero os blocos (blooms) ou as placas (slabs). No caso de lingotes pequenos,
produzem diretamente tarugos ou platinas.
Os laminadores de tarugos ou de platinas operam sempre a partir de blocos ou de
placas cortadas longitudinalmente, transformando-os em tarugos ou platinas.
2.2. Laminadores de produtos acabados:
So aqueles que transformam semi-produtos (blocos, placas, tarugos e platinas) em
produtos acabados, tais como: perfiz, trilhos, tubos, etc.
3. CLASSIFICAO DE ACORDO COM O TIPO DE PRODUTO:
Esta classificao restringe-se aos laminadores de produtos acabados. De acordo com
o tipo de produto podemos ter:
3.1. laminadores de perfis pequenos ou comerciais ou ainda perfis leves;
3.2. laminadores de perfis mdios;
3.3. laminadores de perfis pesados;
3.4. laminadores de fio-mquina;
3.5. laminadores de tubos;
3.6. laminadores de chapas;
3.7. laminadores de tiras;
3.8. laminadores de rodas;
3.9. laminadores de esferas.
12- TREFILAO
Trefilagem, ou Trefilao, o processo de fabricao de arame e barras finas de metal. um
processo industrial que acarreta na reduo da seo transversal (largura) e respectivo aumento no
comprimento do material. Consiste na Trao da pea atravs de uma matriz chamada fieira ou
trefila, com forma de canal convergente. O processo de trefilao consiste em puxar o metal atravs
de uma matriz, por meio de uma fora de trao a ele aplicada na sada da matriz. A maior parte do
escoamento plstico causada por esforos de compresso resultantes da reao do metal com a
matriz. Geralmente a parte metlica apresenta simetria circular, embora isto no seja um requisito
necessrio. Existem muitas aplicaes para a trefilagem como produo de fios eltricos, cabos,
clipes de papel, corda para instrumentos musicais e raio para rodas.
Da reduo sucessiva de dimetro de uma barra metlica macia podem resultar barras, vergalhes e
arames, dependendo do dimetro do produto final. Por outro lado, a trefilao pode tambm ser
realizada em tubos ocos e, neste caso, existem diversas tcnicas empregadas, com a utilizao, ou
no, de um mandril interno ao tubo que permite um melhor controle da espessura final. Geralmente
os processos de trefilao so realizados temperatura ambiente; todavia, uma vez que as
deformaes envolvidas so normalmente grandes, ocorre um aumento considervel de temperatura
durante a operao.
155
Fig.: Mquina para trefilagem
12.1- Processos de Trefilao
a) Trefilao a Frio
Esse tipo de trefilao usado para metais de rede CFC (Cbico de Face Centrado). O fio
preparado de forma que se prenda na tarracha da trefila, sendo ento 'puxado'. A medida que o fio
puxado atravs da tarracha, o seu volume permanece o mesmo, o dimetro diminui e o seu
comprimento aumenta. Geralmente, so usadas mais de uma tarracha seguidas umas das outras,
reduzindo sucessivamente o dimetro. A rea de reduo da seo transversal de fios finos varia
entre 15 e 25 % e fios grossos entre 20 e 45 %. importante que a tarracha gire eventualmente
deixando o fio deslizar com menos resistncia a uma velocidade constante com o objetivo de no
deixar que o fio agarre, o que poderia enfraquecer ou at mesmo quebrar o fio. A velocidade em que
o fio deve ser trefilado varia de acordo com o material e a dimenso da reduo. O fato de 'puxar' o
material sem aquecimento prvio, exige maior fora da mquina. Logo, pode causar exausto
antecipada do equipamento e fadigas no metal. Pra diminuir os efeitos da exausto, existe a
lubrificao. Alm de garantir mais durabilidade para as tarrachas, a lubrificao faz com que o
acabamento da trefilagem fique melhor. A seguir, alguns tipos de lubrificao:
trefilao mida: as fieiras e o fio ficam completamente imersos no lubrificante.
trefilao seca: o fio ou barra passa entre um reservatrio de lubrificante o que deixa a
superfcie preparada para a trefilao.
cobertura metlica: o fio coberto com uma camada de metal que funciona como um
lubrificante slido.
vibrao ultrasnica: as fieiras e os mandris, ou carcaas de ao, so vibrados, o que ajuda a
reduzir os esforos mecnicos e permitir maiores redues por passada.
Existem vrios tipos de lubrificantes. Um dos mtodos mergulhar o fio numa soluo de Sulfato de
cobre (II) fazendo com que uma camada de cobre fique depositada formando uma espcie de
156
lubrificante. Em alguns tipos de fio, o cobre continua envolvendo o fio prevenindo contra oxidao
ou ento para permitir uma boa separao dos fios.
b) Trefilao a Quente
Essa trefilao aplica-se a metais de rede CCC (Cbico de Corpo Centrado) e raramente em metais
de rede HC (Hexagonal Compacto). Por esses metais serem pouco maleveis, necessrio aquec-
los at uma temperatura adequada em que obtero empacotamento igual s redes CFC, para
poderem, ento, serem trefilados. Aps resfriamento recuperam sua caracterstica original.
12.2- Fieiras para a trefilagem
As fieiras, ou trefilas, utilizadas na trefilao so compostas de uma carcaa de ao e um ncleo feito
de material bastante duro. O ncleo geralmente feito de Carbeto de tungstnio ou diamante
industrial. O diamante sinttico, ou industrial, usado geralmente nas etapas iniciais de trefilagem
enquanto que as fieiras feitas de diamante natural so utilizadas nas etapas finais. Para trefilar fios
muito finos um cristal simples de diamante utilizado.
12.3 Produtos
Os principais produtos so fios e barras, apesar de estas serem mais comumente produzidas com a
Extruso .
13- EXTRUSO
A extruso um processo de produo de componentes mecnicos de forma semi-contnua onde o
material forado atravs de uma matriz adquirindo assim a forma pr determinada pelo projetista
da pea.
Esquema do processo de extruso:1-rosca sem fim; 2-alimentador; 3-matriz; 4-produto extrudado
13.1- Formas
Em geral a configurao das formas, chamadas de matrizes de extruso, transversal e vazada, mas
tambm pode ser cheia. Em funo de sua construo slida e resistente, a geometria da matriz no
se altera pelo uso contnuo, tendo assim uma vida til longa. Os produtos extrudidos tem seco
transversal constante com dimenses bastante precisas, podendo no caso de peas compridas serem
cortadas ou fatiadas de acordo com a necessidade de uso.
157
13.2- Processos quente e frio
O processo de extruso executado de duas maneiras distintas dependentes da temperatura e da
ductilidade. A primeira a extruso a quente, e a segunda extruso a frio. A extruso a quente,
semelhante ao processo de injeo, onde o produto injetado a alta presso e temperatura numa
forma vazada ou passa atravs de um molde de injeo contnua, tomando a forma de pea slida
semi acabada ou tambm a forma de vergalho, para ser cortado (fatiado) no comprimento desejado.
A extruso a frio semelhante ao processo de extruso a quente e a ductilidade do material a ser
trabalhado o principal parmetro na escolha do processo.
Pode-se dizer que a extruso a produo semi-contnua dos componentes fabricados, pois, as peas
em geral so bastante longas e seu comprimento limitado pela quantidade de material inserido na
cavidade onde age o pisto injetor.
Em funo da natureza da fabricao, as peas extrudadas so semi-acabadas no necessitando assim
posteriores usinagens. Existe ainda um sistema chamado hbrido, que a combinao da extruso
por injeo combinada com operaes de forjamento, em geral executada a frio.
Alguns casos podem exigir extruses a quente e a frio no mesmo processo. Equipamentos como o
Sigmamix que incorpora mistura e extruso no mesmo conjunto, aps a mistura executa-se a
extruso que, no comeo do cone de extruso e conformao, aquecido e logo em seguida resfriado
para que se evite escamas na pea. Estamos falando de massas muito viscosas como pedras sanitrias
ou sabo em pedras, esta pea "contnua" deve ter controles rgidos destas temperaturas que, em
funo de temperatura ambiente, deve ser ajustada regularmente.
13.3- Utilizao
Os produtos resultantes do processo de extruso em geral so quadros de janelas e portas, trilhos
para portas deslizantes, tubos de vrias sees transversais e formas arquitetnicas. Produtos
extrudados podem ser cortados nos tamanhos desejados para gerarem peas, como maanetas,
trancas e engrenagens.
Em operao combinada com forjamento pode gerar componentes para automveis, bicicletas,
motocicletas, maquinrio pesado e equipamento de transporte.
Utilizado tambm para a produo de tijolos vazados de cermica.
13.4- Materiais
Os materiais mais utilizados no processo de extruso podem ser o Alumnio, cobre, ao, magnsio,
chumbo e polmeros em geral.
Com uma vida til longa, os produtos extrudados tem seo transversal constante com dimenses
bastante precisas, podendo no caso de peas compridas serem cortadas ou fatiadas de acordo com a
necessidade de uso
158
14- FORJAMENTO
Processo semelhante conformao, diferenciado pelo fato de que este acontece por impacto. A
matria-prima colocada na parte inferior do molde, ento a parte superior desce em alta velocidade
e atinge a matria-prima.
A rpida deformao plstica do material beneficia as propriedades mecnicas da pea, gerando
encruamento superficial.
Forjamento o nome genrico de operaes de conformao mecnica efetuadas com esforo de
compresso sobre um material dctil, de tal modo que ele tende a assumir o contorno ou perfil da
ferramenta de trabalho. Dependendo do tipo de processo adotado no forjamento, pode-se gerar
mnima perda de material e boa preciso dimensional. Diversas tcnicas produtivas so adotadas
para se conseguir forjar peas e melhorar as caractersticas metalrgicas, algumas dessas tcnicas so
milenares, com baixo grau tecnolgico, caros e demorados e outras tcnicas so de ultima gerao.
Nestas tcnicas mais modernas comum o uso de programas computacionais complexos, que
proporcionam ganho de tempo e reduo de desperdcio de energia e material, conhecidos como
CAD/CAM. Quando peas so forjadas procura-se alterar principalmente a elasticidade e a
plasticidade dos metais. Entenda elasticidade como sendo a capacidade que um determinado material
tem de se deformar, ao ser aplicado um esforo sobre ele, e de voltar a sua forma inicial quando o
esforo deixar de existir (lembre-se da borracha), e entenda plasticidade como sendo a capacidade
que um dado material tem de se deformar e manter esta deformao, alterando seu aspecto
definitivamente.
No forjamento fundamental ter preciso na quantidade de material:
Pouco material implica falta de enchimento da cavidade. Muito material causa sobrecarga no
ferramental, com a probabilidade de danos ao mesmo e ao maquinrio.
A tecnologia de forjamento moderna pode ser dividida em trs categorias abrangentes de acordo com
a capacidade da mquina usada diferindo muito em sua aplicao na indstria.
Forja Pesada
Trata-se de prensas de enormes propores, que exigem elevado nmero de operadores, alm de uma
mo de obra especializada, motivos pelos quais so apropriadas apenas para produo de peas de
grandes dimenses para uso bastante especfico. A fora das prensas utilizadas em forja pesada varia
entre 3000 e 15000 toneladas. Uma prensa de 6000 toneladas pode estirar lingotes com cerca de 2,5
m de dimetro e 120 toneladas.
Forja Mdia
As ferramentas da forja mdia so as prensas de forjamento de 1000 a 1500 toneladas. Diferem das
forjas pesadas por suas dimenses reduzidas e maior rapidez de trabalho. Podem dar de 30 a 150
golpes por minuto conforme sua capacidade.
Forjas de pequeno porte
Dividido basicamente em estampagem e prensas mecnicas horizontais. A estampagem consiste na
conformao atravs de choques ou na aplicao de presso sobre o metal contra uma matriz
entalhada.
159
14.1- Temperaturas de Forjamento
Forjamento a quente
- Formao de rebarba
- Exige acabamento final
No forjamento a quente, o processo ocorre a uma temperatura acima da temperatura de
recristalizao do material. Na etapa de conformao final, ocorre a formao de rebarba, devido ao
excesso de material. No forjamento convencional a quente o peso do forjado pode atingir o dobro do
usinado, e sua rebarba representa de 20 a 40% de seu peso, aumentando os custos com a compra de
material, sua manipulao, armazenagem, aquecimento at temperatura de forjamento e usinagem. O
processo de forjamento a quente geralmente comea pelo corte das barras, em guilhotina, para
obteno dos tarugos. Os tarugos passam por um forno contnuo para serem aquecidos e
posteriormente forjados em prensa. O forjamento dever ocorrer em duas ou mais etapas que
permitam o preenchimento adequado das matrizes. As rebarbas do forjado so retiradas, em uma
operao de corte, imediatamente aps o forjamento. Aps o corte, os forjados so tratados
termicamente para obter-se uma microestrutura adequada usinagem.
Forjamento a frio
- No h remoo de material - Elevada preciso dimensional
Forjamento a Frio de um Eixo Dentado no Ao 16 MnCr5. (Temperatura em Kelvin) O forjamento a
frio consiste em um amassamento de um corpo rgido, que levado a uma forma desejada pelo
deslocamento relativo das partculas do material slido. O volume do material que participa da
conformao permanece inalterado, portanto no h perda de material.
14.2- Forjamento em Matriz Aberta ou Forjamento Livre
O material conformado entre matrizes planas ou de formato simples, que normalmente no se
tocam. usado geralmente para fabricar peas grandes, com forma relativamente simples (p. ex.,
eixos de navios e de turbinas, ganchos, correntes, ncoras, alavancas, excntricos, ferramentas
agrcolas, etc.) e em pequeno nmero; e tambm para pr-conformar peas que sero submetidas
posteriormente a operaes de forjamento mais complexas. Como exemplos de peas produzidas por
este processo tm-se eixos de navios e de turbinas, ganchos, correntes, ncoras, alavancas, etc. O
forjamento livre se divide em operaes unitrias e operaes unitrias mais comuns.
14.3- Operaes Unitrias
So operaes relativamente simples de conformao por forjamento, empregando matrizes abertas
ou ferramentas especiais, podendo ter as finalidades de: - Produzir peas acabadas de feitio simples -
Redistribuir a massa de uma pea bruta para facilitar a obteno de uma pea de geometria complexa
por posterior forjamento em matriz.
a) Recalque ou recalcamento: Compresso direta do material entre um par de ferramentas de face
plana ou cncava, visando primariamente reduzir a altura da pea e aumentar a sua seco
transversal.
b) Estiramento: Visa aumentar o comprimento de uma pea custa da sua espessura.
c) Encalcamento: Variedade de estiramento em que se reduz a seco de uma poro intermediria
da pea, por meio de uma ferramenta ou impresso adequada.
160
d) Rolamento: Operao de distribuio de massa ao longo do comprimento da pea, mantendo-se a
seco transversal redonda enquanto a pea girada em torno do seu prprio eixo.
e) Caldeamento: Visa produzir a soldagem de duas superfcies metlicas limpas, postas em contato,
aquecidas e submetidas a compresso. Como por exemplo, a confeco de elos de corrente.
f) Alargamento Aumenta a largura de uma pea reduzindo sua espessura.
g) Furao:
Abertura de um furo em uma pea, geralmente por meio de um puno de formato
apropriado.
14.4- Operaes unitrias mais comuns
a) Extruso: O material forado a passar atravs de um orifcio de seco transversal menor que a
da pea.
b) Laminao de forja: Reduz e modifica a seco transversal de uma barra passando-a entre dois
rolos que giram em sentidos opostos, tendo cada rolo um ou mais sulcos de perfil adequado, que se
combina com o sulco correspondente do outro rolo.
c) Cunhagem: Geralmente realizada a frio, empregando matriz fechada ou aberta, visa produzir uma
impresso bem definida na superfcie de uma pea, sendo usada para fabricar moedas, medalhas
talheres e outras peas pequenas, bem como para gravar detalhes de diversos tipos em peas
maiores.
d) Fendilhamento: Consiste em separar o material, geralmente aquecido, por meio de um mandril de
furao provido de gume; depois que a ferramenta foi introduzida at a metade da pea, esta virada
para ser fendilhada do lado oposto.
e) Expanso: Visa alargar uma fenda ou furo, fazendo passar atravs do mesmo uma ferramenta de
maiores dimenses ; geralmente se segue ao fendilhamento. Como etapas de forjamento podem ser
ainda executadas operaes de corte, dobramento, curvamento, toro, entalhamento, etc.
14.5- Forjamento em Matriz Fechada
O material conformado entre duas metades de matriz que possuem, gravadas em baixo-relevo,
impresses com o formato que se deseja fornecer pea. A deformao ocorre sob alta presso em
uma cavidade fechada ou semi-fechada, permitindo assim obter-se peas com tolerncias
dimensionais menores do que no forjamento livre. Nos casos em que a deformao ocorre dentro de
uma cavidade totalmente fechada, sem zona de escape, fundamental a preciso na quantidade
fornecida de material: uma quantidade insuficiente implica falta de enchimento da cavidade e falha
no volume da pea; um excesso de material causa sobrecarga no ferramental, com probabilidade de
danos ao mesmo e ao maquinrio. Dada dificuldade de dimensionar a quantidade exata fornecida
de material, mais comum empregar um pequeno excesso. As matrizes so providas de uma zona
oca especial para recolher o material excedente ao trmino do preenchimento da cavidade principal.
O material excedente forma uma faixa estreita (rebarba) em torno da pea forjada. A rebarba exige
uma operao posterior de corte (rebarbao) para remoo. Quanto s propriedades mecnicas dos
produtos forjados esto limitadas temperatura de trabalho, isto , entre os forjados a frio e a quente.
Verificou-se anteriormente que o trabalho a frio proporciona ao produto conformado limites de
resistncias maiores e ductilidades menores. Os forjados a frio se apresentam com ndice de
rugosidades bem menor.
161
14.6- Equipamentos utilizados para forjar
Basicamente existem duas grandes famlias de equipamentos para forja, as prensas e os martelos e
cada um deles se subdividem de forma genrica em alguns tipos peculiares.
1. Prensas de fuso
So constitudas de um par porca/parafuso, com a rotao do fuso, a massa superior se desloca,
podendo estar fixada no prprio fuso ou ento fixada porca que neste caso deve ser mvel, dando
origem a dois sub-tipos de prensas; as de fuso mvel; e as de porca mvel Ligado ao fuso h um
disco de grande dimenso que funciona como disco de inrcia, acumulando energia que dissipada
na descida. O acionamento das prensas de fuso podem ser de trs tipos:
atravs de discos de frico;
por acoplamento direto de motor eltrico;
acionado por engrenagens.
2. Prensas excntricas ou mecnicas
Depois do martelo de forja, a prensa mecnica o equipamento mais comumente utilizado. Pode ser
constitudo de um par biela/manivela, para transformar um movimento de rotao, em um
movimento linear recproco da massa superior da prensa. Para melhorar a rigidez deste tipo de
prensa algumas variaes do modelo biela/manivela foram propostos assim nasceram as prensas
excntricas com cunha e as prensas excntricas com tesoura conforme mostra a figura Prensas
excntricas com cunha e com tesoura que tem a finalidade de serem mais rgidas que uma prensa
excntrica convencional. O curso do martelo neste tipo de prensa menor que nos martelos de
forjamento e nas prensas hidrulicas. O mximo de carga obtido quando a massa superior est a
aproximadamente 3mm acima da posio neutra central. So encontradas prensas mecnicas de 300
a 12.000 toneladas. A pancada de uma prensa mais uma aplicao de carga crescente do que
realmente um impacto. Por isto as matrizes sofrem menos e podem ser menos macias. Porem o
custo inicial de uma prensa mecnica maior que de um martelo.
3. Prensas hidrulicas
As prensas hidrulicas so mquinas limitadas na carga, na qual a prensa hidrulica move um pisto
num cilindro. A principal caracterstica que a carga total de presso transmitida em qualquer
ponto do curso do pisto. Essa caracterstica faz com que as prensas hidrulicas sejam
particularmente adequadas para operaes de forja do tipo de extruso. A velocidade do pisto pode
ser controlada e mesmo variada durante o seu curso. A prensa hidrulica uma mquina de
velocidade baixa, o que resulta em tempos longos de contato com a pea que pode levar a problemas
com a perda de calor da pea a ser trabalhada e com a deteriorao da matriz. Por outro lado. a
prensagem lenta de uma prensa hidrulica resulta em forjamento de pequenas tolerncias
dimensionais. As prensas hidrulicas so disponveis numa faixa de 500 a 18.000 toneladas, j tendo
sido construdas, tambm, prensas hidrulicas de 50.000 toneladas. O custo inicial de uma prensa
hidrulica maior do que o de uma prensa mecnica da mesma capacidade. So disponveis na
literatura tcnica fatores para converso entre a capacidade das prensas e dos martelos de forja.
4. Martelo
162
A pea mais comumente usada dos equipamentos de forja o martelo de forja. Os dois tipos bsicos
de martelo so: martelo de queda livre com prancha e o martelo de duplo efeito. No martelo de
queda com prancha, a matriz superior e a massa cadente so elevadas por rolos de atrito engrenados
prancha, correntes ou outros mecanismos. Quando a prancha liberada, a massa cadente cai sob a
influncia da gravidade para produzir a energia da pancada. A prancha imediatamente elevada para
nova pancada. O forjamento com um martelo normalmente feito com pancadas repetidas. Os
martelos podem atingir entre 60 e 150 pancadas por minuto dependendo do tamanho e capacidade. A
energia suprida pelas pancadas igual energia potencial devido ao peso da massa cadente e da
altura de queda. Os martelos de queda so classificados pelo peso da massa cadente. Entretanto, uma
vez que o martelo uma mquina limitada energeticamente. no qual a deformao se processa at
que a energia cintica dissipada pela deformao plstica da pea de trabalho ou pela deformao
elstica das matrizes e da mquina, mais correto classificar essas mquinas em termos da energia
transmitida. Uma capacidade maior de forja atingida com um martelo de duplo efeito no qual o
martelo acelerado no seu curso descendente por presso de vapor ou ar comprimido em adio
gravidade. O vapor ou ar comprimido podem tambm serem usados para elevar o martelo no seu
curso ascendente. Nos martelos de queda o choque produzido pela queda da massa transmitido
para toda a estrutura da mquina, bem como para as fundaes. O que um grande transtorno. Para
amenizar este fato foram desenvolvidos os martelos de contragolpe, em que a chabota se movimenta
ao mesmo tempo que a massa superior encontrando-se ambas no meio do percurso. Desta forma a
reao do choque praticamente inexiste e no transmitida para a estrutura da mquina e fundaes.
Mas dada a configurao deste tipo de martelo temos como desvantagens:
maior desalinhamento entre as partes superior e inferior da matriz;
a fora de forjamento deve estar localizada no meio da matriz para evitar grandes atritos entre as
massas e as guias;
no possvel manipular a pea durante o movimento do martelo;
maiores despesas de manuteno
Uma caracterstica comum aos martelos que em funo do forjamento ser feito por meio de golpes,
o martelo adquire grande flexibilidade, pois enquanto as prensas so limitadas em termos de fora
(s podem ser aplicadas se a fora requerida for menor que a disponvel), nos martelos esta limitao
no existe uma vez que o martelo aplicar golpes sucessivos at que a conformao desejada se
processe. Desta forma os martelos so mais indicados para o uso com matrizes de mltiplas
cavidades em que em um nico bloco existem as cavidades para pr - conformao e conformao
final. Um outro aspecto relativo aos martelos que estes requerem em mdia 400% mais energia,
que as prensas, para executar a mesma deformao
14.7- Defeitos no processo de Forjamento
Os produtos forjados tambm apresentam defeitos tpicos. Eles so:
Falta de reduo caracteriza-se pela penetrao incompleta do metal na cavidade da ferramenta.
Isso altera o formato da pea e acontece quando so usados golpes rpidos e leves do martelo.
Trincas superficiais causadas por trabalho excessivo na periferia da pea em temperatura baixa,
ou por alguma fragilidade a quente.
Trincas nas rebarbas causadas pela presena de impurezas nos metais ou porque as rebarbas so
pequenas. Elas se iniciam nas rebarbas e podem penetrar na pea durante a operao de rebarbao.
163
Trincas internas originam-se no interior da pea, como conseqncia de tenses originadas por
grandes deformaes.
Gotas frias so descontinuidades originadas pela dobra de superfcies, sem a ocorrncia de
soldagem. Elas so causadas por fluxos anormais de material quente dentro das matrizes,
incrustaes de rebarbas, colocao inadequada do material na matriz.
Incrustaes de xidos causadas pela camada de xidos que se formam durante o aquecimento.
Essas incrustaes normalmente se desprendem ma, ocasionalmente, podem ficar presas nas peas.
Descarbonetao caracteriza-se pela perda de carbono na superfcie do ao, causada pelo
aquecimento do metal.
Queima gases oxidantes penetram nos limites dos contornos dos gros, formando pelculas de
xidos. Ela causada pelo aquecimento prximo ao ponto de fuso.
Defeitos de Forjados
Defeito Descrio Problema Descontinuidade superficial Abertura superficial decorrente de projeto
ou moldes inadequados Iniciao de trincas
Incluso de Areia Preparao inadequada do molde Usinagem dificultada, iniciao de trincas
Porosidade Inadequao de moldagem de macharia ou de fuso Aparncia inadequada, perda de
resistncia
Trinca a Quente Projeto inadequado, molde e/ou macho muito rgidos Iniciao de trincas Rechupes
Projeto inadequado de fundio Quebra Junta Fria Metal com Fluidez deficiente Perda de
Resistncia Granulao Grosseira Superaquecimento, dimenso inadequada do lingote, projeto de
ferramental inadequado Quebra Suscetibilidade fadiga, perda de propriedades dependendo da
direo do esforo Dobras Caldeamento deficiente das superfcies gerando descontinuidade
Aparecimento de concentradores de tenses podendo ocasionar trincas
Trincas Descontinuidade interna/externa com diversas possibilidades de origem Quebra
14.8- Vantagens e Desvantagens do Processo de Forjamento
Vantagens
Controlando a deformao durante o processo de forjamento, pode-se melhorar as propriedades
mecnicas da pea produzindo um alinhamento direcional, melhorando assim propriedades de
tenses, ductibilidade, impacto e resistncia a fadiga.
As fibras podem ser alinhadas na direo em pontos onde ocorrem mximas tenses.
Menor custo de fabricao, pois se tem a mnima perda de material.
Desvantagens
As peas a serem forjadas geralmente necessitam de usinagem antes do processo de forjamento
Os equipamentos so muito caros
164
14.9- Aplicaes
De um modo geral, todos os materiais conformveis podem ser forjados. Os mais utilizados para a
produo de peas forjadas so os aos (comuns e ligados, aos estruturais, aos para cementao e
para beneficiamento, aos inoxidveis ferrticos e austenticos, aos ferramenta), ligas de alumnio,
de cobre (especialmente os lates), de magnsio, de nquel (inclusive as chamadas superligas, como
Waspaloy, Astraloy, Inconel, Udimet 700, etc., empregadas principalmente na indstria
aeroespacial) e de titnio. O material de partida geralmente fundido ou, mais comumente, laminado
- condio esta que prefervel, por apresentar uma microestrutura mais homognea. Peas forjadas
em matriz, com peso no superior a 2 ou 3 kg, so normalmente produzidas a partir de barras
laminadas; as de maior peso so forjadas a partir de tarugos ou palanquilhas, quase sempre tambm
laminados, e cortados previamente no tamanho adequado. Peas delgadas, como chaves de boca,
alicates, tesouras, tenazes, facas, instrumentos cirrgicos, etc., podem ser forjadas a partir de recortes
de chapas laminadas.
Você também pode gostar
- Processamento da sucata e produção de aço em aciaria elétricaDocumento137 páginasProcessamento da sucata e produção de aço em aciaria elétricaEveryman Fulano de Tal0% (1)
- LTM - Grau de Liberação PDFDocumento30 páginasLTM - Grau de Liberação PDFMarcusPauloAinda não há avaliações
- Blendagem minérios exercíciosDocumento3 páginasBlendagem minérios exercíciosAmilton filho100% (2)
- Caulim: propriedades e aplicaçõesDocumento33 páginasCaulim: propriedades e aplicaçõesbrunaAinda não há avaliações
- MEC 107 - Fundição - Slides de Aula 2016.1Documento309 páginasMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraAinda não há avaliações
- Mineralogia Física: PropriedadesDocumento9 páginasMineralogia Física: PropriedadesfatinhacamiloAinda não há avaliações
- Recursos físicos: origem, classificação e importânciaDocumento9 páginasRecursos físicos: origem, classificação e importânciaSamaraRochaAinda não há avaliações
- Processamento Caulim PDFDocumento17 páginasProcessamento Caulim PDFRayelle MoraisAinda não há avaliações
- Calcário e Dolomito: ampla variedade de usos industriaisDocumento26 páginasCalcário e Dolomito: ampla variedade de usos industriaisD'PradoAinda não há avaliações
- Beneficiamento de minério: conceitos e processosDocumento26 páginasBeneficiamento de minério: conceitos e processosHenoc J S GomesAinda não há avaliações
- Carbonatitos Kimberlitos PegmatitosDocumento16 páginasCarbonatitos Kimberlitos PegmatitosAcacio Jose Silva AraujoAinda não há avaliações
- O feldspato como importante matéria-prima para as indústrias de vidro e cerâmicaDocumento18 páginasO feldspato como importante matéria-prima para as indústrias de vidro e cerâmicaluluguimaraesAinda não há avaliações
- Aula Geologia EconômicaDocumento57 páginasAula Geologia EconômicaSri RatnaAinda não há avaliações
- (Prof. Carlão) Balanco de MassasDocumento45 páginas(Prof. Carlão) Balanco de MassasFrancielly RochaAinda não há avaliações
- História Da Indústria de Diamante em AngolaDocumento12 páginasHistória Da Indústria de Diamante em AngolaPedro ChivindaAinda não há avaliações
- Beneficiamento de MinérioDocumento66 páginasBeneficiamento de MinérioaamvprAinda não há avaliações
- Apostila de MineralogiaDocumento474 páginasApostila de MineralogiaDaniel Nascimento de Oliveira100% (1)
- Amostragem - CETEMDocumento36 páginasAmostragem - CETEMMarcelo LiraAinda não há avaliações
- Etapas e Equipamentos Do Tratamento de MinérioDocumento50 páginasEtapas e Equipamentos Do Tratamento de MinérioWarley Egidio CostaAinda não há avaliações
- Uc06 Sa 02 Anexo 05Documento5 páginasUc06 Sa 02 Anexo 05Raul Godoi100% (1)
- Metalurgia Extrativa Do OuroDocumento46 páginasMetalurgia Extrativa Do OuroCorinne MartinAinda não há avaliações
- Geologia Econômica UNICAMPDocumento15 páginasGeologia Econômica UNICAMPleomartins2203Ainda não há avaliações
- NióbioDocumento38 páginasNióbiotguimarães_797262Ainda não há avaliações
- Introdução ao Beneficiamento de MinériosDocumento22 páginasIntrodução ao Beneficiamento de MinériosSamantha GilAinda não há avaliações
- Formação e propriedades do calcárioDocumento28 páginasFormação e propriedades do calcárioSamuel CamposAinda não há avaliações
- Flot MagnesitaDocumento21 páginasFlot MagnesitaMonalisaEvansAinda não há avaliações
- Propriedades químicas dos mineraisDocumento62 páginasPropriedades químicas dos mineraisPaula OliveiraAinda não há avaliações
- Processos MetalúrgicosDocumento95 páginasProcessos MetalúrgicosNic Castro100% (1)
- CETEM - Manganês - Mina Do AzulDocumento12 páginasCETEM - Manganês - Mina Do AzulOsvaldo NetoAinda não há avaliações
- Processo de frente de lavra da mina de caulim de Ipixuna do ParáDocumento14 páginasProcesso de frente de lavra da mina de caulim de Ipixuna do ParáEveraldo CunhaAinda não há avaliações
- Densidade relativa de amostras mineraisDocumento7 páginasDensidade relativa de amostras mineraisSara DuarteAinda não há avaliações
- Metalurgia e processamento de minériosDocumento9 páginasMetalurgia e processamento de minériostonk kekekAinda não há avaliações
- Planeamento de Construcao de Deposito de EsterilDocumento17 páginasPlaneamento de Construcao de Deposito de EsterilGuerdath AhfAinda não há avaliações
- P1-4 - AmostragemDocumento34 páginasP1-4 - AmostragemFalzio BorgesAinda não há avaliações
- ENG250 - Balanço de Massa - Aula 06Documento38 páginasENG250 - Balanço de Massa - Aula 06Ravena CilibelAinda não há avaliações
- Classificação Dos Depósitos MineraisDocumento8 páginasClassificação Dos Depósitos MineraisVitor Leão SantanaAinda não há avaliações
- Ventilação em minas subterrâneasDocumento10 páginasVentilação em minas subterrâneasAmanda SantosAinda não há avaliações
- Aula 1 - Introdução Ao Estudo Dos Depósitos MineraisDocumento35 páginasAula 1 - Introdução Ao Estudo Dos Depósitos MineraisJuliana Perissin100% (1)
- Pesquisa Mineral ApostilaDocumento12 páginasPesquisa Mineral ApostilaLukiesse Ntima AlexandreAinda não há avaliações
- Apostila Lavra A Ceu AbertoDocumento74 páginasApostila Lavra A Ceu Abertojordaniagabriella7137100% (1)
- aulaAbatimBlocos17 2Documento32 páginasaulaAbatimBlocos17 2Guilherme Vilas BoasAinda não há avaliações
- Desenvolvimento de Minas A Céu AbertoDocumento2 páginasDesenvolvimento de Minas A Céu AbertoHelton GomesAinda não há avaliações
- Beneficiamento de MinériosDocumento14 páginasBeneficiamento de MinériosEntradasEternasAinda não há avaliações
- Long WallDocumento46 páginasLong WallNatalia BarbosaAinda não há avaliações
- Processamento de minérios: introdução teórica e práticaDocumento70 páginasProcessamento de minérios: introdução teórica e práticagllondres4703Ainda não há avaliações
- Beneficiamento de OuroDocumento24 páginasBeneficiamento de Ourodalirou10% (1)
- Métodos de Avaliação de Reservas MineraisDocumento96 páginasMétodos de Avaliação de Reservas MineraisSamuel MartinsAinda não há avaliações
- Caracteristicas Da Mineração (Resumido)Documento16 páginasCaracteristicas Da Mineração (Resumido)Rafael Pedro100% (1)
- Métodos Elétricos de Polarização por InduçãoDocumento11 páginasMétodos Elétricos de Polarização por InduçãoDercioAinda não há avaliações
- Desenvolvimento em mineração: tipos e classificaçãoDocumento23 páginasDesenvolvimento em mineração: tipos e classificaçãoaamvpr100% (1)
- Depósitos de Skarn e suas MineralizaçõesDocumento20 páginasDepósitos de Skarn e suas MineralizaçõesTiago FelipeAinda não há avaliações
- Slides Meta. DM GrafiteDocumento15 páginasSlides Meta. DM GrafiteDercioAinda não há avaliações
- Modulo 2 - Aula 1 - Macroscopica. GuilicheDocumento9 páginasModulo 2 - Aula 1 - Macroscopica. GuilicheShanila SaleAinda não há avaliações
- Métodos de lavra subterrânea na mina El TenienteDocumento32 páginasMétodos de lavra subterrânea na mina El TenienteFernando SilvaAinda não há avaliações
- Areias Industriais PDFDocumento21 páginasAreias Industriais PDFHalinson Campos100% (1)
- Apostila Noções de Metalurgia - UEMGDocumento164 páginasApostila Noções de Metalurgia - UEMGLeandro Victor100% (1)
- Evolução do uso de metais desde a Pré-HistóriaDocumento19 páginasEvolução do uso de metais desde a Pré-HistóriaYan MoraesAinda não há avaliações
- TCC sobre Noções de MetalurgiaDocumento120 páginasTCC sobre Noções de MetalurgiaPastorzequinha IeqAinda não há avaliações
- MPC 1 Serie-EstudanteDocumento24 páginasMPC 1 Serie-Estudantekeniaarlinda0% (1)
- TD 93Documento37 páginasTD 93keniaarlindaAinda não há avaliações
- Novo Marco MineraçãoDocumento2 páginasNovo Marco MineraçãokeniaarlindaAinda não há avaliações
- Projeto NovoC+ Dmineracao Pl5807 2013 PDFDocumento31 páginasProjeto NovoC+ Dmineracao Pl5807 2013 PDFkeniaarlindaAinda não há avaliações
- Evaporação e EvapotranspiraçãoDocumento73 páginasEvaporação e EvapotranspiraçãokeniaarlindaAinda não há avaliações
- Deformação Do Maciço RochosoDocumento22 páginasDeformação Do Maciço RochosokeniaarlindaAinda não há avaliações
- Escavacoes Subterraneas Tensoes Nos Macicos RochososDocumento32 páginasEscavacoes Subterraneas Tensoes Nos Macicos RochososkeniaarlindaAinda não há avaliações
- TopografiaDocumento23 páginasTopografiacamisdiasAinda não há avaliações
- Curso Blaster Capa Da ApostilaDocumento1 páginaCurso Blaster Capa Da ApostilakeniaarlindaAinda não há avaliações
- Deformação Do Maciço RochosoDocumento22 páginasDeformação Do Maciço RochosokeniaarlindaAinda não há avaliações
- Leciv 1693 1122581689Documento145 páginasLeciv 1693 1122581689keniaarlindaAinda não há avaliações
- MecSolosI Aula8permeabilidadedossolos PDFDocumento16 páginasMecSolosI Aula8permeabilidadedossolos PDFkeniaarlindaAinda não há avaliações
- Resolução ANTT 3.763Documento5 páginasResolução ANTT 3.763Andréia GomesAinda não há avaliações
- Critérios de ruptura de Hoek-Brown e Mohr-Coulomb em mecânica de rochaDocumento7 páginasCritérios de ruptura de Hoek-Brown e Mohr-Coulomb em mecânica de rochakeniaarlindaAinda não há avaliações
- NR-22.14 (Estabilidade Dos Maciços)Documento1 páginaNR-22.14 (Estabilidade Dos Maciços)keniaarlindaAinda não há avaliações
- Escavações Subterrâneas - Suportes DescontínuosDocumento46 páginasEscavações Subterrâneas - Suportes DescontínuosClarissaAinda não há avaliações
- Laudo Técnico PericialDocumento4 páginasLaudo Técnico PericialkeniaarlindaAinda não há avaliações
- NOÇÕES DE METALURGIA: HISTÓRIA E CONCEITOSDocumento164 páginasNOÇÕES DE METALURGIA: HISTÓRIA E CONCEITOSkeniaarlindaAinda não há avaliações
- Slide - Circuito de BritadoresDocumento16 páginasSlide - Circuito de Britadoreskeniaarlinda0% (1)
- Evaporação e EvapotranspiraçãoDocumento73 páginasEvaporação e EvapotranspiraçãokeniaarlindaAinda não há avaliações
- Ação Civil PúblicaDocumento22 páginasAção Civil PúblicakeniaarlindaAinda não há avaliações
- Aula 05 - Desenvolvimento de MinaDocumento52 páginasAula 05 - Desenvolvimento de MinakeniaarlindaAinda não há avaliações
- Ductibilidade e Tensao CisalhanteDocumento2 páginasDuctibilidade e Tensao CisalhantekeniaarlindaAinda não há avaliações
- Artigo de FalhasDocumento15 páginasArtigo de FalhaskeniaarlindaAinda não há avaliações
- Aula HidroquímicaDocumento65 páginasAula HidroquímicakeniaarlindaAinda não há avaliações
- Aula ContaminaçãoDocumento57 páginasAula ContaminaçãokeniaarlindaAinda não há avaliações
- Aula 9-Movimento Água SubterrâneaDocumento51 páginasAula 9-Movimento Água SubterrâneakeniaarlindaAinda não há avaliações
- Atividade de Processos Industriais I Prova - 1-2014 RespostasDocumento1 páginaAtividade de Processos Industriais I Prova - 1-2014 RespostaskeniaarlindaAinda não há avaliações