Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
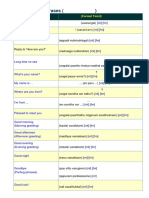
- Formal Tamil PhrasesDocumento6 páginasFormal Tamil PhrasesaniketkadekarAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- List of Items / Equipments For Fire Truck / Fire Engine: Sr. No. Description Items IncludedDocumento1 páginaList of Items / Equipments For Fire Truck / Fire Engine: Sr. No. Description Items IncludedaniketkadekarAinda não há avaliações
- Shahcement TranslatedDocumento9 páginasShahcement TranslatedaniketkadekarAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
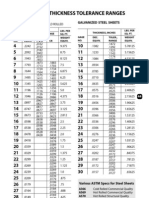
- H.R. Flat Bar: Astm-Aisi Thickness Tolerance RangesDocumento1 páginaH.R. Flat Bar: Astm-Aisi Thickness Tolerance RangesMaria Eliza Renee DominguezAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Star15012 Gusset XLSX - Calculation WeldingDocumento4 páginasStar15012 Gusset XLSX - Calculation WeldinganiketkadekarAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Cross Reference of Steel StandardsDocumento4 páginasCross Reference of Steel StandardsNugroho Adhi SaputroAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Flow Diagram - Milling Section in SugarDocumento1 páginaFlow Diagram - Milling Section in SugaraniketkadekarAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Dynamic Balancing-Randall FoxDocumento33 páginasDynamic Balancing-Randall FoxRicardo Zevallos CruzAinda não há avaliações
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Spectrum Analysis - PlotsDocumento3 páginasSpectrum Analysis - PlotsaniketkadekarAinda não há avaliações
- Cross Reference of Steel StandardsDocumento4 páginasCross Reference of Steel StandardsNugroho Adhi SaputroAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Surface Preparation - Write-UpDocumento3 páginasSurface Preparation - Write-UpaniketkadekarAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Sound Power Determination With or Without IS09614-1: by Erik Cletus Petersen, Bruei&Kjser, DenmarkDocumento2 páginasSound Power Determination With or Without IS09614-1: by Erik Cletus Petersen, Bruei&Kjser, Denmarkeng13Ainda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Manual - Hydraulic Buffer - KOBADocumento10 páginasManual - Hydraulic Buffer - KOBAaniketkadekarAinda não há avaliações
- Helicopter ModelDocumento1 páginaHelicopter ModelaniketkadekarAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Vidhayak - 2015Documento1 páginaVidhayak - 2015aniketkadekarAinda não há avaliações
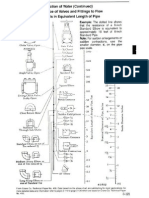
- Friction Loss in Pipes & ValvesDocumento1 páginaFriction Loss in Pipes & ValvesaniketkadekarAinda não há avaliações
- Babcox BoilerDocumento14 páginasBabcox BoilertoanbtdAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Wheatstone BridgeDocumento6 páginasWheatstone BridgeaniketkadekarAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Moment Balnce Method of BalancingDocumento16 páginasMoment Balnce Method of BalancinganiketkadekarAinda não há avaliações
- 8 Tools - LeanDocumento1 página8 Tools - LeananiketkadekarAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- H.R. Flat Bar: Astm-Aisi Thickness Tolerance RangesDocumento1 páginaH.R. Flat Bar: Astm-Aisi Thickness Tolerance RangesMaria Eliza Renee DominguezAinda não há avaliações
- Sony Evolving Human Resource Challenge - 1Documento23 páginasSony Evolving Human Resource Challenge - 1aniketkadekarAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)