Você também pode gostar
- Lathe Cross-Sli Olders.: " DuplexDocumento3 páginasLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- 3 in 1 MachineDocumento5 páginas3 in 1 Machinemarandan85100% (1)
- Simple Boring BarDocumento3 páginasSimple Boring BarMike Nichlos100% (1)
- MotorBoys MembersOnly PlanBookDocumento113 páginasMotorBoys MembersOnly PlanBookriofeliz100% (1)
- Micro Machine Shop Mods EtcDocumento488 páginasMicro Machine Shop Mods Etcsbarnett38@100% (4)
- Tramming A MillDocumento13 páginasTramming A Millva3ttn100% (2)
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNota: 4 de 5 estrelas4/5 (1)
- Motor Whittle V8 PDFDocumento39 páginasMotor Whittle V8 PDFBorralla Cinza100% (1)
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDocumento8 páginasSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyAinda não há avaliações
- V Po-To 3Documento60 páginasV Po-To 3Pierre799es100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNo EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNota: 4.5 de 5 estrelas4.5/5 (2)
- 05 - Milling Operations in The LatheDocumento125 páginas05 - Milling Operations in The Lathej43951048Ainda não há avaliações
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsAinda não há avaliações
- Popular Mechanics - Hobby Lathe#2Documento13 páginasPopular Mechanics - Hobby Lathe#2sonofsilas100% (3)
- Quorn User Manual PDFDocumento31 páginasQuorn User Manual PDFtaiwest100% (1)
- Building: LatheDocumento60 páginasBuilding: LathePierre799es86% (7)
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsAinda não há avaliações
- Metal Steel Bending Press PlansDocumento16 páginasMetal Steel Bending Press PlansFrenchwolf42080% (5)
- Lathe Design ADocumento3 páginasLathe Design AFrenchwolf420100% (1)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingNo EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingNota: 5 de 5 estrelas5/5 (2)
- Mini Tube BenderDocumento4 páginasMini Tube BenderMartin OngAinda não há avaliações
- Bender PlansDocumento15 páginasBender PlansMike Nichlos80% (5)
- Lathes and Lathe Machining OperationsDocumento18 páginasLathes and Lathe Machining Operationssarasrisam100% (1)
- Lathe-Milling AttachmentDocumento4 páginasLathe-Milling AttachmentFrenchwolf420Ainda não há avaliações
- A Modified Vince Gingery PlasticDocumento13 páginasA Modified Vince Gingery PlasticgeppaAinda não há avaliações
- Single Lip Cutter D-BitDocumento2 páginasSingle Lip Cutter D-Bitsjdarkman1930Ainda não há avaliações
- Shaper Gear CuttingDocumento4 páginasShaper Gear Cuttingnevadablue100% (4)
- Lathe Chuck Backplate FittingDocumento2 páginasLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- MyfordDocumento1 páginaMyfordPeanut d. DestroyerAinda não há avaliações
- Mini Milldiy PDFDocumento6 páginasMini Milldiy PDFCelso Ari Schlichting100% (1)
- Tricking Out Asian 9x20 LatheDocumento48 páginasTricking Out Asian 9x20 Lathearanicki8587Ainda não há avaliações
- Gear Cutters 01Documento4 páginasGear Cutters 01Raúl MuñizAinda não há avaliações
- 03 Building A Model Steam Engine From Scratch Chapter 3 192 651Documento16 páginas03 Building A Model Steam Engine From Scratch Chapter 3 192 651schelanko67% (3)
- Vintage Power Tool Plans 1950sDocumento180 páginasVintage Power Tool Plans 1950sPierre799es100% (5)
- How To Build A Fuel LineDocumento15 páginasHow To Build A Fuel LineMech EngrAinda não há avaliações
- Quorn - Part 1-4Documento24 páginasQuorn - Part 1-4catalin9494100% (3)
- Bridgeport Rebuid 1Documento15 páginasBridgeport Rebuid 1wolviak100% (1)
- Quorn User ManualDocumento31 páginasQuorn User ManualGeorge Stright100% (5)
- Mini-Skat 6-Wheel Plans AssemblyDocumento40 páginasMini-Skat 6-Wheel Plans AssemblyВладимир Батманов100% (3)
- Ralph Patterson Tailstock Camlock 2Documento13 páginasRalph Patterson Tailstock Camlock 2supremesportsAinda não há avaliações
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocumento16 páginasParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- Toolpost Attachment For A High Speed Rotary ToolDocumento32 páginasToolpost Attachment For A High Speed Rotary Toolkokisko100% (1)
- Ralph Patterson Diamond Tool HolderDocumento12 páginasRalph Patterson Diamond Tool Holderian_newAinda não há avaliações
- Myford 7 Series - Inspection Sheet PDFDocumento3 páginasMyford 7 Series - Inspection Sheet PDFRichardScribed100% (1)
- 02 - Vertical Milling in The Home WorkshopDocumento49 páginas02 - Vertical Milling in The Home WorkshopSaleem Alhakim60% (5)
- 1946 Rusnok Mill Heads CatDocumento25 páginas1946 Rusnok Mill Heads CatfgrefeAinda não há avaliações
- Mill Keyways On LatheDocumento1 páginaMill Keyways On LatheJim100% (3)
- 04 Foundrywork For The AmateurDocumento49 páginas04 Foundrywork For The Amateurboon1961100% (1)
- 43 Horizontal Steam Engine PlanDocumento4 páginas43 Horizontal Steam Engine Plannevadablue100% (1)
- Popular Mechanics - Milling PracticesDocumento5 páginasPopular Mechanics - Milling Practicessonofsilas100% (1)
- KeycutterDocumento3 páginasKeycutterFrenchwolf420Ainda não há avaliações
- Popular Mechanics - Hobby Lathe#1Documento19 páginasPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- Popular Mechanics - Hobby Lathe#2Documento13 páginasPopular Mechanics - Hobby Lathe#2sonofsilas100% (3)
- FittingalathechuckDocumento2 páginasFittingalathechuckFrenchwolf420Ainda não há avaliações
- Hardening Steel in The Home WorkshopDocumento2 páginasHardening Steel in The Home WorkshopManny MenéndezAinda não há avaliações
- Electric StencilDocumento2 páginasElectric StencilFrenchwolf420Ainda não há avaliações
- Popular Mechanics - Curing OvenDocumento4 páginasPopular Mechanics - Curing OvensonofsilasAinda não há avaliações
- Bolt Together LatheDocumento7 páginasBolt Together Lathe69x4Ainda não há avaliações
- Mach 1 Machine Shop TheoryDocumento11 páginasMach 1 Machine Shop TheoryBernie OrtegaAinda não há avaliações
- Practice Test 06Documento9 páginasPractice Test 06Võ Thành HiệpAinda não há avaliações
- Pintura Corporation: The Lena Launch Decision: ProblemDocumento2 páginasPintura Corporation: The Lena Launch Decision: ProblemSounakAinda não há avaliações
- CONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFDocumento4 páginasCONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFjjzoranAinda não há avaliações
- O331245v21 160992A5JG 202001Documento58 páginasO331245v21 160992A5JG 202001xdd broAinda não há avaliações
- FEBRUARY 2022 Surplus Record Machinery & Equipment DirectoryDocumento720 páginasFEBRUARY 2022 Surplus Record Machinery & Equipment DirectorySurplus RecordAinda não há avaliações
- Catalogo SunnenDocumento28 páginasCatalogo Sunnenvictor carvalloAinda não há avaliações
- Stairway Installation InstructionsDocumento5 páginasStairway Installation InstructionsRuben GarciaAinda não há avaliações
- Lab Exercise 3 CarpentryDocumento15 páginasLab Exercise 3 CarpentryAndy BirdieAinda não há avaliações
- WTP - Vw-Beetle Et TrailerDocumento29 páginasWTP - Vw-Beetle Et TrailerDominique Voirin100% (1)
- Kayu Nganjuk AUSTIN MINI 31t8i4Documento13 páginasKayu Nganjuk AUSTIN MINI 31t8i4Mauro Viana0% (1)
- Yellow Discoloration in OakDocumento4 páginasYellow Discoloration in Oakmeans.infoAinda não há avaliações
- Construction Cost Estimate: By: Engr. Erniel Dave A. GuyoDocumento29 páginasConstruction Cost Estimate: By: Engr. Erniel Dave A. GuyoMica Joice FernandezAinda não há avaliações
- 3-4 Wooden Rabbet Plane Plans by Caleb James 3 - 25 - 13 PDFDocumento1 página3-4 Wooden Rabbet Plane Plans by Caleb James 3 - 25 - 13 PDFChrisAinda não há avaliações
- All in One MC 50 (2023)Documento98 páginasAll in One MC 50 (2023)YashuAinda não há avaliações
- BD 7 DraaibankDocumento32 páginasBD 7 Draaibankgerard0502Ainda não há avaliações
- Dimensioning Reference SheetDocumento1 páginaDimensioning Reference SheetLLOSAAinda não há avaliações
- ShopNotes Issue 62Documento39 páginasShopNotes Issue 62qpidoneuro100% (6)
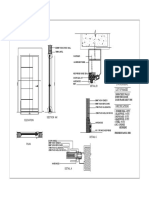
- Acoustic DoorDocumento1 páginaAcoustic DoorNathar ShaAinda não há avaliações
- Tool Life Management PDFDocumento5 páginasTool Life Management PDFsajithAinda não há avaliações
- Timber Lecture Notes: Construction Management Makerere UniversityDocumento50 páginasTimber Lecture Notes: Construction Management Makerere UniversityMugara Waitega PeterAinda não há avaliações
- Husqvarna 340/345/350 Operator's ManualDocumento47 páginasHusqvarna 340/345/350 Operator's ManualArtur MartinsAinda não há avaliações
- Allowable Comppressive Strength Off Philippine WoodDocumento7 páginasAllowable Comppressive Strength Off Philippine WoodAngelica Anne SoquitosoAinda não há avaliações
- Professional Belt Grinding in Manual Trades and Industry.: MetalDocumento40 páginasProfessional Belt Grinding in Manual Trades and Industry.: MetalthuanAinda não há avaliações
- (Black & Decker Complete Guide) Editors of Cool Springs Press - Black & Decker The Complete Guide To Walls & Ceilings - Framing - Drywall - Painting - Trimwork-Cool Springs Press (2015)Documento275 páginas(Black & Decker Complete Guide) Editors of Cool Springs Press - Black & Decker The Complete Guide To Walls & Ceilings - Framing - Drywall - Painting - Trimwork-Cool Springs Press (2015)Antonio Soares100% (4)
- Carpenter 1 SérieDocumento2 páginasCarpenter 1 Sérieroselysobralgimenez2Ainda não há avaliações
- Woodturne:R: Tocame:Ric NDocumento28 páginasWoodturne:R: Tocame:Ric NJason NelsonAinda não há avaliações
- Art Deco ChairDocumento3 páginasArt Deco Chairapi-602237392Ainda não há avaliações
- Report Connection IbsDocumento7 páginasReport Connection IbsAin SherinAinda não há avaliações
- Grading: of Sawn Timber in Europe According To EN 1611-1Documento31 páginasGrading: of Sawn Timber in Europe According To EN 1611-1sant1411100% (1)
- Crochet Impkins: Over a million possible combinations! Yes, really!No EverandCrochet Impkins: Over a million possible combinations! Yes, really!Nota: 4.5 de 5 estrelas4.5/5 (10)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiNo Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiNota: 5 de 5 estrelas5/5 (2)
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveNo EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveAinda não há avaliações
- Crazy for the Storm: A Memoir of SurvivalNo EverandCrazy for the Storm: A Memoir of SurvivalNota: 3.5 de 5 estrelas3.5/5 (217)
- House Rules: How to Decorate for Every Home, Style, and BudgetNo EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetAinda não há avaliações
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthNo EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthNota: 4 de 5 estrelas4/5 (59)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsNo EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsNota: 4.5 de 5 estrelas4.5/5 (2)
- 438 Days: An Extraordinary True Story of Survival at SeaNo Everand438 Days: An Extraordinary True Story of Survival at SeaNota: 4.5 de 5 estrelas4.5/5 (188)
- The Martha Manual: How to Do (Almost) EverythingNo EverandThe Martha Manual: How to Do (Almost) EverythingNota: 4 de 5 estrelas4/5 (11)
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsNo EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsAinda não há avaliações
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiNo EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiNota: 4 de 5 estrelas4/5 (3)
- The Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerNo EverandThe Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerNota: 4 de 5 estrelas4/5 (23)
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)No EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Ainda não há avaliações
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestNo EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestNota: 5 de 5 estrelas5/5 (2)
- Modern Embroidery: A Book of Stitches to Unleash CreativityNo EverandModern Embroidery: A Book of Stitches to Unleash CreativityAinda não há avaliações
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeNo EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeNota: 5 de 5 estrelas5/5 (1)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsNo EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsAinda não há avaliações
- Dream Sewing Spaces: Design & Organization for Spaces Large & SmallNo EverandDream Sewing Spaces: Design & Organization for Spaces Large & SmallNota: 4 de 5 estrelas4/5 (24)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastNo EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastNota: 5 de 5 estrelas5/5 (1)
- Friends: The One with the Crochet: The Official Crochet Pattern BookNo EverandFriends: The One with the Crochet: The Official Crochet Pattern BookNota: 5 de 5 estrelas5/5 (1)
- Radical Sewing: Pattern-Free, Sustainable Fashions for All BodiesNo EverandRadical Sewing: Pattern-Free, Sustainable Fashions for All BodiesAinda não há avaliações
- Kawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreNo EverandKawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreNota: 5 de 5 estrelas5/5 (5)
- Mind Gym: An Athlete's Guide to Inner ExcellenceNo EverandMind Gym: An Athlete's Guide to Inner ExcellenceNota: 3.5 de 5 estrelas3.5/5 (18)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsNo EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsNota: 4.5 de 5 estrelas4.5/5 (10)
- Crochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysNo EverandCrochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysNota: 4.5 de 5 estrelas4.5/5 (7)