Você também pode gostar
- Procesos de corte y preparación de bordes. FMEC0210No EverandProcesos de corte y preparación de bordes. FMEC0210Ainda não há avaliações
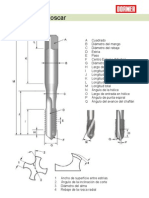
- Machos para RoscarDocumento22 páginasMachos para RoscarHusa GomezAinda não há avaliações
- RoscasDocumento25 páginasRoscasGary BoteloAinda não há avaliações
- Norma de PernosDocumento17 páginasNorma de PernosDaniel Castillo100% (2)
- Aparato DivisorDocumento40 páginasAparato DivisorFrancisco Gimenez50% (2)
- TP 6 Doblado de Chapas ResueltoDocumento9 páginasTP 6 Doblado de Chapas ResueltoFabian GimenezAinda não há avaliações
- Tabla para Dimension de Brocas para RoscadoDocumento1 páginaTabla para Dimension de Brocas para Roscadocastigator00Ainda não há avaliações
- Tipos de RoscasDocumento45 páginasTipos de Roscasarturo_snk100% (6)
- Especificaciones Torno UratsaDocumento2 páginasEspecificaciones Torno UratsaMauri RangelAinda não há avaliações
- Mitutoyo Micros PDFDocumento83 páginasMitutoyo Micros PDFJavier Pérez Rodríguez100% (1)
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAinda não há avaliações
- 2 - Elementos MatriceriaDocumento18 páginas2 - Elementos MatriceriaRafa SorianoAinda não há avaliações
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Roscas y SellosDocumento22 páginasRoscas y SelloscochoAinda não há avaliações
- Interpretando La Simbología para La Soldadura Según La Norma Aws A 2Documento10 páginasInterpretando La Simbología para La Soldadura Según La Norma Aws A 2Johanna Figueroa DelgadoAinda não há avaliações
- Diámetro de Brocas para Agujeros de Tornillos Métricos Gama EstándarDocumento3 páginasDiámetro de Brocas para Agujeros de Tornillos Métricos Gama EstándarMiguel Angel Pérez Tejera100% (2)
- CALDERERIADocumento7 páginasCALDERERIANíckolas ValverdeAinda não há avaliações
- Rosca AcmeDocumento1 páginaRosca AcmeJose CocaAinda não há avaliações
- Datasheet 4099 Tuercas Hexagonales DIN 934 DIN EN ISO 4032 DIN EN 24032 - Es PDFDocumento3 páginasDatasheet 4099 Tuercas Hexagonales DIN 934 DIN EN ISO 4032 DIN EN 24032 - Es PDFGerman Cordova MontoyaAinda não há avaliações
- Desarrollo de Plegado de PlanchaDocumento14 páginasDesarrollo de Plegado de PlanchaLeo R100% (1)
- DanlyIEM Postes Bujes PulgadasDocumento40 páginasDanlyIEM Postes Bujes PulgadasLeo VillagránAinda não há avaliações
- Medicion de Roscas y EngranesDocumento81 páginasMedicion de Roscas y Engranesnjarac197250% (2)
- Castolin EutecticDocumento12 páginasCastolin EutecticNegrito Rosarino100% (1)
- Tipos de RoscaDocumento6 páginasTipos de Roscaleeme987100% (3)
- Plegado de ChapaDocumento28 páginasPlegado de ChapajencopaAinda não há avaliações
- Grupos Principales de AcerosDocumento36 páginasGrupos Principales de AcerosJorgen73100% (1)
- ROSCASDocumento6 páginasROSCASCristhian YuquiAinda não há avaliações
- Tabla Dim Bridas ASME Clase 150 y 300 PDFDocumento1 páginaTabla Dim Bridas ASME Clase 150 y 300 PDFjuangalvisAinda não há avaliações
- Cono Isotooling 10Documento26 páginasCono Isotooling 10Damian QuirogaAinda não há avaliações
- Din ChavetasDocumento3 páginasDin ChavetasAnderson Steven Peña SabogalAinda não há avaliações
- Tipo Roscas NPT y MDocumento1 páginaTipo Roscas NPT y MKRONOS418186100% (5)
- ROSCASDocumento29 páginasROSCASDavid Ramos Perez100% (2)
- Guia Del Trazador en Caldereria Textos de Los ProblemasDocumento39 páginasGuia Del Trazador en Caldereria Textos de Los ProblemasJhonny SE100% (3)
- Calculo de EngranajesDocumento27 páginasCalculo de EngranajesManuelMYMMidoriAinda não há avaliações
- Método de Enderezado Por LlamaDocumento25 páginasMétodo de Enderezado Por Llamafjuandedios100% (5)
- Unidad 7Documento13 páginasUnidad 7Jhonatan HernandezAinda não há avaliações
- Tipos de Rosca y Su AplicacionDocumento6 páginasTipos de Rosca y Su AplicacionEl SeñorAinda não há avaliações
- Componentes de TuberiaDocumento28 páginasComponentes de TuberiaRODOLFO JUAN DE DIOS LAURENTEAinda não há avaliações
- Tornillos DesignaciónDocumento16 páginasTornillos Designaciónvictor alberto saavedra flores100% (1)
- Roscado en El TornoDocumento10 páginasRoscado en El TornoMauricio De LeonAinda não há avaliações
- Tema 8 El Roscado-Pdf - UnlockedDocumento20 páginasTema 8 El Roscado-Pdf - UnlockedEmilio GarAinda não há avaliações
- Tecnicas de Enroscado ManualDocumento3 páginasTecnicas de Enroscado ManualChristian SalcedoAinda não há avaliações
- Herramientas Direccionales de PerforacionDocumento19 páginasHerramientas Direccionales de PerforacionFidel Rebolledo100% (1)
- TaladroDocumento6 páginasTaladroElias EspejoAinda não há avaliações
- ImportanciaDocumento20 páginasImportanciaAnthony Bazan RodriguezAinda não há avaliações
- Tarea 6Documento2 páginasTarea 6beymarAinda não há avaliações
- Herramientas de RoscadoDocumento25 páginasHerramientas de RoscadoCristian RamirezAinda não há avaliações
- Partes y Accesorios de PerforadoraDocumento56 páginasPartes y Accesorios de PerforadoraJEAN HARRISON BRICENNO CHIHUAN100% (1)
- Machos de RoscarDocumento6 páginasMachos de RoscarGara PedrazaAinda não há avaliações
- Power+point+roscadoDocumento15 páginasPower+point+roscadoCesar MontielAinda não há avaliações
- S03 Acanahuire 2023 02Documento71 páginasS03 Acanahuire 2023 02Jose LuisAinda não há avaliações
- Tipos de RoscaDocumento26 páginasTipos de RoscamarioAinda não há avaliações
- Diseño de Sartas de Perforación y BHADocumento84 páginasDiseño de Sartas de Perforación y BHAjuan100% (2)
- Catalogo TornillosDocumento17 páginasCatalogo TornillosAlexisxxlAinda não há avaliações
- Mecanizado de R y eDocumento10 páginasMecanizado de R y eJhon Diaz HerreraAinda não há avaliações
- Shlumberguer PDFDocumento1.094 páginasShlumberguer PDFWilliam Flores100% (1)
- El RoscadoDocumento10 páginasEl RoscadoLovito WensAinda não há avaliações
- Roscado y AvellanadoDocumento63 páginasRoscado y AvellanadoSergio Mora ChoqqueAinda não há avaliações
- Calidad de Perforacion y VoladuraDocumento61 páginasCalidad de Perforacion y VoladuraLuis CorreaAinda não há avaliações
- Clasif Tipos de Roscas de Tornillo PDFDocumento1 páginaClasif Tipos de Roscas de Tornillo PDFAxel Omar Moreno ValdezAinda não há avaliações
- 719 - Ca 3Documento1 página719 - Ca 3aguirretoAinda não há avaliações
- Mecanica Industrial Medicion y VerificacionDocumento100 páginasMecanica Industrial Medicion y Verificacionaguirreto100% (1)
- Caja Reductora RectaDocumento1 páginaCaja Reductora RectaaguirretoAinda não há avaliações
- 13 ExpulsoresDocumento12 páginas13 ExpulsoresaguirretoAinda não há avaliações
- Ionar - Ventajas de La Nitruración IónicaDocumento1 páginaIonar - Ventajas de La Nitruración IónicaaguirretoAinda não há avaliações
- Manual M200 PDFDocumento57 páginasManual M200 PDFaguirretoAinda não há avaliações
- 03 Simbologia de Soldadura 6Documento1 página03 Simbologia de Soldadura 6aguirretoAinda não há avaliações
- Resistencia Media Aparente A La CortaduraDocumento1 páginaResistencia Media Aparente A La CortaduraaguirretoAinda não há avaliações
- Planos para Modelar 1Documento5 páginasPlanos para Modelar 1aguirretoAinda não há avaliações
- Planos para Modelar 2Documento1 páginaPlanos para Modelar 2aguirretoAinda não há avaliações
- Catalogo HerramientasDocumento456 páginasCatalogo Herramientasaguirreto50% (2)
- Ficha Tecnica Neo Pre NoDocumento1 páginaFicha Tecnica Neo Pre NoaguirretoAinda não há avaliações
- EspárragosDocumento3 páginasEspárragosManuel Oyarvide BrunoAinda não há avaliações
- Torno y Fresadora, Ventajas e InconvenientesDocumento2 páginasTorno y Fresadora, Ventajas e InconvenientesGerardo LopezAinda não há avaliações
- Tabulador CCP2013 2015Documento128 páginasTabulador CCP2013 2015Cristina Suarez MoleroAinda não há avaliações
- Catalogo Inoxpres Acero Inoxidable 2012Documento64 páginasCatalogo Inoxpres Acero Inoxidable 2012TioPenasAinda não há avaliações
- ROHM 2004-1-5 CompletoDocumento47 páginasROHM 2004-1-5 CompletoMac Sanchez GAinda não há avaliações
- Iso 13920Documento118 páginasIso 13920JANO100% (1)
- Perfileria Revista PDFDocumento424 páginasPerfileria Revista PDFJesús SierralayaAinda não há avaliações
- Reporte de Procesos de Corte 1 (Roscado)Documento6 páginasReporte de Procesos de Corte 1 (Roscado)Abel Vilchis MarAinda não há avaliações
- Calculo de Juntas Por Soldadura para Tanque Elevado Proyecto de InstalacionesDocumento7 páginasCalculo de Juntas Por Soldadura para Tanque Elevado Proyecto de InstalacionesManuel Enrique Morocho LópezAinda não há avaliações
- Dpmcm01 Tarea Apren02 CalzopasoapasoDocumento10 páginasDpmcm01 Tarea Apren02 CalzopasoapasojavigalarAinda não há avaliações
- Catalogo Myriam - 20231013 - 193138 - 0000Documento42 páginasCatalogo Myriam - 20231013 - 193138 - 0000Pedro AguilarAinda não há avaliações
- Fundamentos Del Diseño de Conexiones - 1Documento67 páginasFundamentos Del Diseño de Conexiones - 1Franyelit LópezAinda não há avaliações
- NCh1335 Of.96 Dibujo Técnico y SoldaduraDocumento13 páginasNCh1335 Of.96 Dibujo Técnico y SoldaduraCarlOs Muñoz RuizAinda não há avaliações
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocumento16 páginasPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosAinda não há avaliações
- Apu Rejas Huascar XVDocumento2 páginasApu Rejas Huascar XVGustavo Yánac100% (1)
- Filtros "Y"Documento3 páginasFiltros "Y"andresortizarAinda não há avaliações
- AWS A2.4 2012 PresentacionDocumento78 páginasAWS A2.4 2012 PresentacionDanny Axel Ruiz Salsavilca75% (4)
- Calculo de Explosivos Jack LegDocumento63 páginasCalculo de Explosivos Jack LegbasilioAinda não há avaliações
- Ensayo MaquinasDocumento3 páginasEnsayo MaquinasFernando Cornejo100% (1)
- Laboratorio de TornoDocumento13 páginasLaboratorio de TornoCamilo Jose Riveros ManjarresAinda não há avaliações
- Wpq-Mixto-2018-005 Gerardo Jara Aws D1.1 PDFDocumento1 páginaWpq-Mixto-2018-005 Gerardo Jara Aws D1.1 PDFGerardoYanezAinda não há avaliações
- Inv - Tolerancias en Elementos RoscadosDocumento3 páginasInv - Tolerancias en Elementos RoscadosLuis Alberto Aguayo TorrezAinda não há avaliações
- 05.protocolo Tintes Penetrantes ESCalera 3Documento5 páginas05.protocolo Tintes Penetrantes ESCalera 3Carlos Alberto Leyva Giraldo100% (4)
- Tabla de Especificasiones Torno PinachoDocumento30 páginasTabla de Especificasiones Torno PinachoAlb L Jefer0% (1)
- Roscado en El Torno PDFDocumento91 páginasRoscado en El Torno PDFJOHNNY GUZMANAinda não há avaliações
- Informe Mecanizado Fresadora 3Documento17 páginasInforme Mecanizado Fresadora 3Gustavo MesaAinda não há avaliações
- Simbologia Aws. Ansi PDFDocumento45 páginasSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- 9 Indice de FormulasDocumento8 páginas9 Indice de FormulasFrancisco José FernándezAinda não há avaliações
- Formato WpsDocumento14 páginasFormato WpsGuillermoSolisAinda não há avaliações