Você também pode gostar
- Avance Proyecto Final de Integrador I ExposiciónDocumento33 páginasAvance Proyecto Final de Integrador I ExposiciónDeslin Mera HernandezAinda não há avaliações
- Distribucion de Planta - Practica Calificada 20191ADocumento5 páginasDistribucion de Planta - Practica Calificada 20191AKevin VidalAinda não há avaliações
- Embotelladora Latinoamericana SDocumento11 páginasEmbotelladora Latinoamericana SXimena Isamar VillcaAinda não há avaliações
- Gianfranco Pala Lecca Examen FinalDocumento4 páginasGianfranco Pala Lecca Examen FinalGianfranco PaláAinda não há avaliações
- Caso Alicorp 04-11-17Documento31 páginasCaso Alicorp 04-11-17Daniel TuncarAinda não há avaliações
- Concreto Zapatas F C 3000 PsiDocumento2 páginasConcreto Zapatas F C 3000 PsiAndrés RincónAinda não há avaliações
- Fabricación automatizada vs línea transferDocumento1 páginaFabricación automatizada vs línea transferSTJ100% (2)
- Dimensiones Del ProductoDocumento13 páginasDimensiones Del ProductoFernando RuizAinda não há avaliações
- Ejercicios Pvo 2020Documento3 páginasEjercicios Pvo 2020ISRAELAinda não há avaliações
- TiposChocolateDocumento3 páginasTiposChocolateotakukurosakiAinda não há avaliações
- LTMR Control de MotoresDocumento448 páginasLTMR Control de MotoresAlvaro Domínguez VillegasAinda não há avaliações
- Propuesta de Mejora Del Control de Calidad Del Proceso Productivo de Ladrillo N°12 en La Fábrica de Sermatcon S.R.LDocumento32 páginasPropuesta de Mejora Del Control de Calidad Del Proceso Productivo de Ladrillo N°12 en La Fábrica de Sermatcon S.R.LDaniel Cachay del Aguila100% (1)
- Ruedas DentadasDocumento26 páginasRuedas DentadasPablo Maldonado AlaniaAinda não há avaliações
- Trabajo Final Costeo de Operaciones - ParcialDocumento52 páginasTrabajo Final Costeo de Operaciones - ParcialvicAinda não há avaliações
- Informe Final Practicas 1Documento72 páginasInforme Final Practicas 1Asley Kely Ore QuintanaAinda não há avaliações
- Diseño de procesos y almacenes para producción de chocolatesDocumento39 páginasDiseño de procesos y almacenes para producción de chocolatesStephanie MoralesAinda não há avaliações
- RICCI Proceso 1Documento4 páginasRICCI Proceso 1Rober Galindo Mayorga AragonAinda não há avaliações
- EjerciciosDocumento1 páginaEjerciciosHector ReuterAinda não há avaliações
- Contrato de Colocacion de Vidrios 02Documento2 páginasContrato de Colocacion de Vidrios 02glasstecnica vidrieriaAinda não há avaliações
- Tarea Semana 3Documento5 páginasTarea Semana 3gabrielAinda não há avaliações
- IntentoDocumento6 páginasIntentosebastian floresAinda não há avaliações
- S04.s1-Material Práctica de LaboratorioDocumento10 páginasS04.s1-Material Práctica de Laboratoriocielo tacaAinda não há avaliações
- INFORME FINAL - ModeloDocumento37 páginasINFORME FINAL - ModeloJuan Alberto Rimarachin AltamiranoAinda não há avaliações
- Informe Final AJEPERDocumento42 páginasInforme Final AJEPERAnder CoronadoAinda não há avaliações
- Chocolate Con LecheDocumento6 páginasChocolate Con LecheReinaAinda não há avaliações
- Aceros Arequipa: 50 años de calidad en el mercado peruanoDocumento10 páginasAceros Arequipa: 50 años de calidad en el mercado peruanoangie_alvarado3118Ainda não há avaliações
- 8 Dimensiones de La CalidadDocumento2 páginas8 Dimensiones de La CalidadCesar Fernandez TorresAinda não há avaliações
- Entrega Final DPDocumento62 páginasEntrega Final DPgonzalo huamani cutipaAinda não há avaliações
- Trabajo UNSADocumento5 páginasTrabajo UNSAEdwin Diaz AriasAinda não há avaliações
- Trabajo Sem 2Documento28 páginasTrabajo Sem 2Ricardo AmadoAinda não há avaliações
- Mecania Del Cuerpo Rigido - SustitutorioDocumento1 páginaMecania Del Cuerpo Rigido - SustitutorioJhonatan CondoriAinda não há avaliações
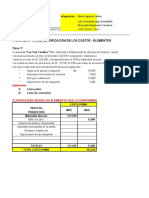
- Producto Académico #2: Gestión de CostosDocumento14 páginasProducto Académico #2: Gestión de CostosLizy RodriguezAinda não há avaliações
- Metodologías de Diseño S.06 (1) ..!Documento39 páginasMetodologías de Diseño S.06 (1) ..!Maicol TorresAinda não há avaliações
- Tesis Marianella Benites Hernandez - Ingenieria Industrial - Usil 2023 - V23112023Documento90 páginasTesis Marianella Benites Hernandez - Ingenieria Industrial - Usil 2023 - V23112023FREDY ALORAinda não há avaliações
- Aceros para Elementos de MáquinasDocumento14 páginasAceros para Elementos de MáquinasMiguel Carlin Jimenez100% (2)
- Leche Gloria-Tarea1 AdministracionDocumento7 páginasLeche Gloria-Tarea1 Administracionnallely huaylla huayllaAinda não há avaliações
- Almacenamiento 4 TiposDocumento7 páginasAlmacenamiento 4 TiposChavez ValeriaAinda não há avaliações
- Bomba de vendimia para transporte de uvasDocumento2 páginasBomba de vendimia para transporte de uvasSonia Montalvo100% (1)
- Enviar Avance TF Ergonomia Boleadora ObseravcionesDocumento51 páginasEnviar Avance TF Ergonomia Boleadora ObseravcionesMay Ben EstherAinda não há avaliações
- Caso CifrutDocumento7 páginasCaso CifrutWendy E. Cabrejos SaavedraAinda não há avaliações
- Pallet MetalicosDocumento2 páginasPallet Metalicosjaime luisAinda não há avaliações
- S14T1 - Otros Indicadores de Rentabilidad - ActividadDocumento2 páginasS14T1 - Otros Indicadores de Rentabilidad - ActividadGREYSI ANYELA SUCLUPE FLORES0% (1)
- Propiedades Fisicoquímicas Del CacaoDocumento6 páginasPropiedades Fisicoquímicas Del CacaoMarlin CaicedoAinda não há avaliações
- Agua Mineral SocosaniDocumento12 páginasAgua Mineral SocosaniJose Alberto PumaAinda não há avaliações
- Fabricación mantequilla Margarita SRLDocumento3 páginasFabricación mantequilla Margarita SRLJose Manuel Molina CuariteAinda não há avaliações
- Tello 0820663Documento17 páginasTello 0820663walter jose tello ignacioAinda não há avaliações
- Automatización Del Proceso de LaminadoDocumento20 páginasAutomatización Del Proceso de LaminadoCarlos Miguel Anchayhua RamosAinda não há avaliações
- Clase A Categoría Iib - NuevoDocumento55 páginasClase A Categoría Iib - NuevoHugo ZavaletaAinda não há avaliações
- Ingneiería de SoftwareDocumento2 páginasIngneiería de SoftwareLuis Enrique Quintana RojasAinda não há avaliações
- S12.s1 - Material - Diseño de AlmacénDocumento6 páginasS12.s1 - Material - Diseño de AlmacénDeysi Noalcca GutierrezAinda não há avaliações
- Presentación Estrategia TupemesaDocumento8 páginasPresentación Estrategia TupemesaJoaquin Choque MedinaAinda não há avaliações
- Laboratorio de secado de frutasDocumento16 páginasLaboratorio de secado de frutasSelene Supo PérezAinda não há avaliações
- productos-aceros-arequipaDocumento3 páginasproductos-aceros-arequipaDavid ChavezAinda não há avaliações
- Artika TrabajoDocumento3 páginasArtika TrabajoLenhely Victor RojasAinda não há avaliações
- Ficha Tecnica-P340 SHV 15Documento5 páginasFicha Tecnica-P340 SHV 15Nata Erika Madueño CarriónAinda não há avaliações
- Parte Proyecto 2Documento13 páginasParte Proyecto 2Valeria JamaAinda não há avaliações
- Estudio PlanificacionDocumento103 páginasEstudio PlanificacionplevanosAinda não há avaliações
- Proceso de Fabricación de Ladrillos Hechos A Mano y Cocción A LeñaDocumento19 páginasProceso de Fabricación de Ladrillos Hechos A Mano y Cocción A LeñaVictor Hugo ChoqueAinda não há avaliações
- Ladrillo WikipediaDocumento6 páginasLadrillo WikipediaJORGE SERNAAinda não há avaliações
- Fabricacion de LadrillosDocumento15 páginasFabricacion de LadrillosCHRISTIAN DAVID CHAVEZ CALEROAinda não há avaliações
- Memoria 1Documento2 páginasMemoria 1SonyaChombaAcuñaAinda não há avaliações
- Estilos para La Elaboración de Citas y Referencias BibliográficasDocumento7 páginasEstilos para La Elaboración de Citas y Referencias BibliográficasSonyaChombaAcuñaAinda não há avaliações
- Plan de ViajeDocumento2 páginasPlan de ViajeSonyaChombaAcuñaAinda não há avaliações
- FORMATO Declaracion Jurada de DomicilioDocumento1 páginaFORMATO Declaracion Jurada de DomicilioDeivid Joel C MAinda não há avaliações
- Geología Urbana 1Documento9 páginasGeología Urbana 1jose kevims vasquez agipAinda não há avaliações
- Indicadores de Productividad y Calidad en La Construcción deDocumento18 páginasIndicadores de Productividad y Calidad en La Construcción deSonyaChombaAcuñaAinda não há avaliações
- EstaticaDocumento51 páginasEstaticaSonyaChombaAcuñaAinda não há avaliações
- Memoria 1Documento2 páginasMemoria 1SonyaChombaAcuñaAinda não há avaliações
- Rendimiento de Un Volquete JCLcivilgeeksDocumento6 páginasRendimiento de Un Volquete JCLcivilgeeksAnonymous ydqXzc4K9iAinda não há avaliações
- Definiciones Hidrologia - Parametros CuencaDocumento68 páginasDefiniciones Hidrologia - Parametros CuencaYuri Alexander Bustamante VasquezAinda não há avaliações
- Repartido de Ejercicios Estadistica 1Documento55 páginasRepartido de Ejercicios Estadistica 1Gabriel CisnerosAinda não há avaliações
- Geologia AplicadaDocumento81 páginasGeologia Aplicadaeves_25h100% (3)
- Caso BembosDocumento3 páginasCaso BembosSonyaChombaAcuñaAinda não há avaliações
- Parte de EjerciciosDocumento6 páginasParte de EjerciciosSonyaChombaAcuñaAinda não há avaliações
- Capítulo 2Documento30 páginasCapítulo 2SonyaChombaAcuñaAinda não há avaliações
- 03 Evapotranspiracion PDFDocumento8 páginas03 Evapotranspiracion PDFvanslunaAinda não há avaliações
- Calculo DesarenadorDocumento1 páginaCalculo DesarenadormauriciomcmAinda não há avaliações
- Metodos para Cálculo de La EvapotranspiracionDocumento19 páginasMetodos para Cálculo de La EvapotranspiracionAnaMarcelaPalaciosAinda não há avaliações
- DiaposDocumento18 páginasDiaposSonyaChombaAcuñaAinda não há avaliações
- Clasificacion de Los Aceros Segun Normas AstmDocumento21 páginasClasificacion de Los Aceros Segun Normas AstmSonyaChombaAcuña67% (3)
- Concretos Reforzados Con Fibras de AceroDocumento12 páginasConcretos Reforzados Con Fibras de AceroSonyaChombaAcuñaAinda não há avaliações
- Planta de Tratamiento de Agua Santa ApoloniaDocumento3 páginasPlanta de Tratamiento de Agua Santa ApoloniaSonyaChombaAcuñaAinda não há avaliações
- Historia de La LuzDocumento61 páginasHistoria de La LuzSonyaChombaAcuñaAinda não há avaliações
- Calculo de Población y Periodo de DiseñoDocumento6 páginasCalculo de Población y Periodo de DiseñoKatty OchoaAinda não há avaliações
- Caminos 2Documento31 páginasCaminos 2SonyaChombaAcuñaAinda não há avaliações
- Caminos 2Documento37 páginasCaminos 2SonyaChombaAcuñaAinda não há avaliações
- Caminos 2Documento31 páginasCaminos 2SonyaChombaAcuñaAinda não há avaliações
- Diseno de Mezcla - METODO DINDocumento17 páginasDiseno de Mezcla - METODO DINSonyaChombaAcuñaAinda não há avaliações
- GEOLOGIA APLICADA en TUNELESDocumento21 páginasGEOLOGIA APLICADA en TUNELESSonyaChombaAcuñaAinda não há avaliações
- Lineas de Dibujo Tecnico 1Documento3 páginasLineas de Dibujo Tecnico 1Eli MGAinda não há avaliações
- Plan de SesionDocumento2 páginasPlan de SesionvhprofesorAinda não há avaliações
- Fase 2 - Fundamentar - Carlos Vayron Vasquez SanchezDocumento6 páginasFase 2 - Fundamentar - Carlos Vayron Vasquez Sanchezcarlos vayron vasquezAinda não há avaliações
- Practica Gim 13Documento7 páginasPractica Gim 13anon_232187081Ainda não há avaliações
- IT Tratamiento Acoso Laboral V1Documento9 páginasIT Tratamiento Acoso Laboral V1Jenny SinisterraAinda não há avaliações
- ENSAYO AdmDocumento9 páginasENSAYO AdmSaurix tafurAinda não há avaliações
- Proyecto de PatproDocumento19 páginasProyecto de PatproDaniel Sanchez Huaman100% (2)
- Purificador de Agua PDFDocumento9 páginasPurificador de Agua PDFWladimir Herrera50% (4)
- Manual de Procedimientos UCARDocumento659 páginasManual de Procedimientos UCARUnidad para el Cambio RuralAinda não há avaliações
- Direccionamiento Estratégico: clave para la competitividadDocumento15 páginasDireccionamiento Estratégico: clave para la competitividadRafael CuadradoAinda não há avaliações
- Reflexiones MuerteDocumento12 páginasReflexiones MuerteFernando LopezAinda não há avaliações
- Impacto de La Tribología en Los Costos deDocumento14 páginasImpacto de La Tribología en Los Costos deAlan Rmz50% (2)
- Ovnis PDFDocumento194 páginasOvnis PDFJuan RuizAinda não há avaliações
- Canon Brochure IR1435Documento4 páginasCanon Brochure IR1435Angel Eduardo Tarma CabreraAinda não há avaliações
- Reporte de Unidad 2Documento15 páginasReporte de Unidad 2RolynVEVOAinda não há avaliações
- Silabo Abastecimiento de Agua y AlcantarilladoDocumento3 páginasSilabo Abastecimiento de Agua y AlcantarilladoEstebanTurpo AnchapuriAinda não há avaliações
- TDR Local Comunal ChancadoraDocumento11 páginasTDR Local Comunal ChancadoraJosmell Kerlin Fabian GuerraAinda não há avaliações
- Plan de Desarrollo de SoftwareDocumento14 páginasPlan de Desarrollo de SoftwareJonathan Muñoz Aleman100% (8)
- Ingrid Fonseca - Normas para El Ejercicio Profesional de Auditoria InternaDocumento11 páginasIngrid Fonseca - Normas para El Ejercicio Profesional de Auditoria Internafonseca ingridAinda não há avaliações
- SEGUNDO Trabajo, Estadística CON CARÁTULADocumento33 páginasSEGUNDO Trabajo, Estadística CON CARÁTULAMendoza Quispe Luis JorgeAinda não há avaliações
- Matriz de Riesgos Macro-Centro FinalDocumento35 páginasMatriz de Riesgos Macro-Centro FinalangelAinda não há avaliações
- En La Ficha Insertar (Word)Documento4 páginasEn La Ficha Insertar (Word)Adilson Serrano100% (1)
- Licuefaccion de SuelosDocumento26 páginasLicuefaccion de SuelospedrocqAinda não há avaliações
- ACT Unidad 5 Actividad 1Documento10 páginasACT Unidad 5 Actividad 1Carlos FigueroaAinda não há avaliações
- Estabilidad de EmulsionesDocumento0 páginaEstabilidad de EmulsionesVictor HernandezAinda não há avaliações
- Actividad 1 Cocteleria Moderna Sin AlchoholDocumento7 páginasActividad 1 Cocteleria Moderna Sin AlchoholmelissaAinda não há avaliações
- Tesis de PresupuestoDocumento61 páginasTesis de PresupuestoFrancis Sandoval0% (3)
- El Lenguaje de Marcado de HipertextoDocumento7 páginasEl Lenguaje de Marcado de HipertextoAlex RivasAinda não há avaliações
- Paraíso Como Parte Del Cine Latinoamericano, Peruano y de AutorDocumento4 páginasParaíso Como Parte Del Cine Latinoamericano, Peruano y de AutorART.A Alessio Del Pozo TemocheAinda não há avaliações
- PUEAA - Emquilichao E.S.P PresentacionDocumento5 páginasPUEAA - Emquilichao E.S.P PresentacionyanAinda não há avaliações