Você também pode gostar
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocumento80 páginasRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeAinda não há avaliações
- Defects AND DiscontinuitiesDocumento49 páginasDefects AND DiscontinuitiesMetalAnand ChelliahAinda não há avaliações
- Welding Defects - PresentationDocumento40 páginasWelding Defects - Presentationforgameslive100% (17)
- Welding DefectsDocumento77 páginasWelding DefectsBalakumar100% (1)
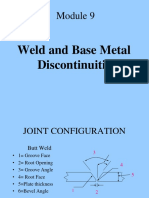
- Weld and Base Metal DiscontinuitiesDocumento74 páginasWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Weld Defects and DiscontinuitiesDocumento78 páginasWeld Defects and DiscontinuitiesGilbert MendozaAinda não há avaliações
- Casing RepairDocumento44 páginasCasing RepairMouRes100% (2)
- Components & Methods, Valves and Fittings - LAYLO&TAPNIODocumento121 páginasComponents & Methods, Valves and Fittings - LAYLO&TAPNIOCharles Dominic Reyes TapnioAinda não há avaliações
- Defects and Discontinuities: Boiler and Mechanical PowerDocumento78 páginasDefects and Discontinuities: Boiler and Mechanical PowerthejusAinda não há avaliações
- An Introduction to Metal-Working (Illustrated)No EverandAn Introduction to Metal-Working (Illustrated)Nota: 2.5 de 5 estrelas2.5/5 (2)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!No EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Nota: 5 de 5 estrelas5/5 (2)
- Shaft SinkingDocumento116 páginasShaft SinkingKedar nath Barik100% (1)
- FoundryDocumento75 páginasFoundryRiddhi JainAinda não há avaliações
- Welding DefectsDocumento68 páginasWelding DefectsRahulKumarAinda não há avaliações
- Defects PDFDocumento78 páginasDefects PDFAhmed MoustafaAinda não há avaliações
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelNo EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelNota: 4.5 de 5 estrelas4.5/5 (3)
- A Hand Book For The Mechanical Designer Ventilation Duct FanDocumento107 páginasA Hand Book For The Mechanical Designer Ventilation Duct Fanrawneeh100% (6)
- Wilo PumpsDocumento40 páginasWilo Pumpsnile_asterAinda não há avaliações
- RT Defect DetailsDocumento77 páginasRT Defect DetailsAnonymous 7ibtVlAinda não há avaliações
- Unit I Foundry AllDocumento58 páginasUnit I Foundry AllvelavansuAinda não há avaliações
- Welding & Its Safety TrainingDocumento64 páginasWelding & Its Safety TrainingSunil SavalagiAinda não há avaliações
- Weld DefectsDocumento78 páginasWeld DefectsKevin CheungAinda não há avaliações
- How To Weld S Duplex SsDocumento47 páginasHow To Weld S Duplex Sszebra9368Ainda não há avaliações
- Mine Development Vertical LatestDocumento97 páginasMine Development Vertical LatestAnkit ChaudharyAinda não há avaliações
- Boat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsNo EverandBoat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsNota: 1 de 5 estrelas1/5 (1)
- Sand Casting of Metals - Gating System For CastingDocumento31 páginasSand Casting of Metals - Gating System For CastingAmruta Rane100% (1)
- Production of Automotive Components: Jerome GDocumento24 páginasProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithAinda não há avaliações
- Welding Pipeline HandbookDocumento63 páginasWelding Pipeline Handbookchanchai T100% (9)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesAinda não há avaliações
- Om Siboost Smart Helix V Ve Excel 2535457 Ed03 1508 SRDocumento45 páginasOm Siboost Smart Helix V Ve Excel 2535457 Ed03 1508 SRnile_aster0% (1)
- Tig Pipe Welding TechniquesDocumento35 páginasTig Pipe Welding TechniqueshreerAinda não há avaliações
- Lecture 03 - Bulk-Forming Processes PDFDocumento22 páginasLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyAinda não há avaliações
- Weld DefectDocumento78 páginasWeld DefectjswldeepAinda não há avaliações
- Basic Principles of Tube Line FabricationDocumento69 páginasBasic Principles of Tube Line Fabricationshan4600Ainda não há avaliações
- Weld DefectsDocumento61 páginasWeld DefectsLokesh Kumar GuptaAinda não há avaliações
- Run-In and Run-Out Plate, and Proper EarthingDocumento15 páginasRun-In and Run-Out Plate, and Proper EarthingCheeragAinda não há avaliações
- Defects and Discontinuities: Raymund Talisic QC ManagerDocumento78 páginasDefects and Discontinuities: Raymund Talisic QC Managershaako5256Ainda não há avaliações
- Professor Joe Greene Csu, ChicoDocumento15 páginasProfessor Joe Greene Csu, ChicoTushar Prakash ChaudhariAinda não há avaliações
- 1 - Drilling Engineering Introduction ToDocumento18 páginas1 - Drilling Engineering Introduction Toحسين علي العامريAinda não há avaliações
- Power Point PDFDocumento30 páginasPower Point PDFleowongck0119Ainda não há avaliações
- Blessing First DayDocumento8 páginasBlessing First DayBennah Marie EliseoAinda não há avaliações
- Casting 1Documento43 páginasCasting 129011988Ainda não há avaliações
- Flanges & Flanges TypesDocumento17 páginasFlanges & Flanges TypesThe Engineers EDGE, CoimbatoreAinda não há avaliações
- Riveted Joints: Submitted To:-Er. Up Pandey Submitted By: - Iqra JavedDocumento9 páginasRiveted Joints: Submitted To:-Er. Up Pandey Submitted By: - Iqra JavedIqRa JaVedAinda não há avaliações
- 8 Die CastingDocumento6 páginas8 Die CastingAkshayAinda não há avaliações
- Forgingforging ProcessDocumento13 páginasForgingforging Processpatel ketanAinda não há avaliações
- Metal Casting & FormingDocumento47 páginasMetal Casting & FormingMuzammil Ali KhanAinda não há avaliações
- Continuous Casting ReportDocumento9 páginasContinuous Casting ReportAkriti KumariAinda não há avaliações
- Material Processing DefectsDocumento52 páginasMaterial Processing DefectsAmeem TariqAinda não há avaliações
- Processes Used To Form Metallic MaterialsDocumento23 páginasProcesses Used To Form Metallic MaterialsHimanshu GuptaAinda não há avaliações
- Teknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Documento62 páginasTeknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Aszhari AszhariAinda não há avaliações
- Extrusion A Manufacturing ProcessDocumento36 páginasExtrusion A Manufacturing Processrsurao24Ainda não há avaliações
- GrindingDocumento49 páginasGrindingSree Info TeluguAinda não há avaliações
- Forgingforging ProcessDocumento14 páginasForgingforging ProcessShrikant BagaveAinda não há avaliações
- Metal Casting & FormingDocumento47 páginasMetal Casting & FormingSathis PavithAinda não há avaliações
- Lost-Wax TechniqueDocumento31 páginasLost-Wax TechniqueammarkochiAinda não há avaliações
- Forging - Class NotesDocumento51 páginasForging - Class NotesShovan KarmakarAinda não há avaliações
- Charlotte Pipe FittingsDocumento68 páginasCharlotte Pipe Fittingsnile_asterAinda não há avaliações
- Plumbing CatalogDocumento277 páginasPlumbing Catalognile_asterAinda não há avaliações
- Excavators Damage GuideDocumento13 páginasExcavators Damage Guidenile_asterAinda não há avaliações
- 443Documento2 páginas443nile_asterAinda não há avaliações