Você também pode gostar
- Design of An Plant For Manufacturing of AcetaldehydeDocumento4 páginasDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalAinda não há avaliações
- 1263 3507 1 PBDocumento5 páginas1263 3507 1 PBJohn TorrezAinda não há avaliações
- Ilovepdf MergedDocumento39 páginasIlovepdf MergedmoheedAinda não há avaliações
- Acetone ProjectDocumento8 páginasAcetone ProjectYo MarhoonAinda não há avaliações
- Catalytic Dehydration of Isopropyl Alcohol: AcetoneDocumento6 páginasCatalytic Dehydration of Isopropyl Alcohol: AcetoneKharkhodaAinda não há avaliações
- Ethyl Acetate Design ProjectDocumento60 páginasEthyl Acetate Design ProjectAhmed Ali100% (4)
- Exp 06 - Distillation ColumnDocumento11 páginasExp 06 - Distillation ColumnAli AhmadAinda não há avaliações
- Gas Dehydration Process OptimizationDocumento172 páginasGas Dehydration Process OptimizationAhmed ShahabiAinda não há avaliações
- Lab Report Exp 4 G13Documento25 páginasLab Report Exp 4 G13WanIntanNadiah50% (2)
- Production of IsopropanolDocumento9 páginasProduction of IsopropanolJohanAinda não há avaliações
- EvaporatorsDocumento17 páginasEvaporatorsOmprakash VermaAinda não há avaliações
- Escrito, Columna Destilacion Grupo 3 FINAL, PDFDocumento4 páginasEscrito, Columna Destilacion Grupo 3 FINAL, PDFmayraAinda não há avaliações
- Exp 2 Bubble Cap DistillationDocumento7 páginasExp 2 Bubble Cap DistillationFaris HamirAinda não há avaliações
- Simulacao Da Prod de EtanolDocumento4 páginasSimulacao Da Prod de EtanolLuann KarlosAinda não há avaliações
- BALANCES DE MATERIA Y ENERGíA IDocumento5 páginasBALANCES DE MATERIA Y ENERGíA ITozkano DeyabuAinda não há avaliações
- Hysys - Multiple Reactions - StyreneDocumento10 páginasHysys - Multiple Reactions - Styrenejenny2409Ainda não há avaliações
- CLL703 Process Engineering - Tut Sheet 1: C H C H + H C H (1/2) C H + CHDocumento2 páginasCLL703 Process Engineering - Tut Sheet 1: C H C H + H C H (1/2) C H + CHshakshiAinda não há avaliações
- Proyecto Ethanol ADocumento4 páginasProyecto Ethanol Aacte90Ainda não há avaliações
- Student CHAPT 2Documento46 páginasStudent CHAPT 2Sharifah Zulaikha BenYahyaAinda não há avaliações
- Ethyl Acetate ProjectDocumento60 páginasEthyl Acetate ProjectBaskarrajaAinda não há avaliações
- v01 I01 07Documento7 páginasv01 I01 07SuperbankAinda não há avaliações
- Aspen Example Test - EO v2018Documento2 páginasAspen Example Test - EO v2018marij233Ainda não há avaliações
- Final ReportDocumento17 páginasFinal ReportFahad KhokharAinda não há avaliações
- Pro Sim Plus E05 - HeterogeneousAzeotropicDistillationDocumento12 páginasPro Sim Plus E05 - HeterogeneousAzeotropicDistillationAnas FoulAinda não há avaliações
- Produce Acetone from Isopropyl AlcoholDocumento13 páginasProduce Acetone from Isopropyl AlcoholGustavo Vasquez100% (1)
- Simulation Using PFR (Aspen Plus)Documento10 páginasSimulation Using PFR (Aspen Plus)Cik Tiem NgagimanAinda não há avaliações
- Dme A PDFDocumento6 páginasDme A PDFcemilozanAinda não há avaliações
- Design Project (1) FinalDocumento38 páginasDesign Project (1) FinalJasonNtsako100% (3)
- Pressure Compensated Temperature Control in Distillation ColumnsDocumento4 páginasPressure Compensated Temperature Control in Distillation ColumnsMigLoutAinda não há avaliações
- Production of Ethylene GlycolDocumento15 páginasProduction of Ethylene Glycoldrami9475% (4)
- Organic Rankine CycleDocumento14 páginasOrganic Rankine Cycleoverlord5555Ainda não há avaliações
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyreneDocumento12 páginasFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyrenezarceloAinda não há avaliações
- Simulation of Reactors and Heaters Coolers Using HYSYSDocumento21 páginasSimulation of Reactors and Heaters Coolers Using HYSYSVonbait100% (2)
- Aspen For Chem RXN PART 2Documento50 páginasAspen For Chem RXN PART 2hakita86Ainda não há avaliações
- Aspen SimulationDocumento25 páginasAspen SimulationDineshAinda não há avaliações
- CH 08Documento44 páginasCH 08kentalAinda não há avaliações
- Ethanol Water Distillation SystemDocumento20 páginasEthanol Water Distillation SystemRana UzairAinda não há avaliações
- Bahir Dar University Bahir Dar Institute of Technology Faculty of Chemical and Food Engineering Process Engineering StreamDocumento22 páginasBahir Dar University Bahir Dar Institute of Technology Faculty of Chemical and Food Engineering Process Engineering StreamErmias AbelnehAinda não há avaliações
- Distillation Column Lab ExperimentDocumento5 páginasDistillation Column Lab Experimentbigtommyk_0475% (4)
- ReportDocumento5 páginasReportAniruddhaDuttaAinda não há avaliações
- FF PDFDocumento19 páginasFF PDFSyed Shamsul ArefinAinda não há avaliações
- Acetone BDocumento9 páginasAcetone BIrdani IdrisAinda não há avaliações
- Allyl CDocumento15 páginasAllyl CTengku Mohd Imran0% (1)
- Group 1 - ETHYLBENZENE PRODUCTIONDocumento7 páginasGroup 1 - ETHYLBENZENE PRODUCTIONQuỳnh Như PhạmAinda não há avaliações
- Mass BalanceDocumento5 páginasMass BalanceSidharth RazdanAinda não há avaliações
- Fuel Ethanol Distillation - Fundamentals - KatzenDocumento18 páginasFuel Ethanol Distillation - Fundamentals - Katzenaseptman1Ainda não há avaliações
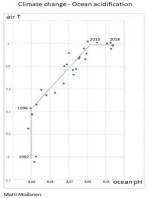
- Climate change - ocean acidity: Matemaattinen analyysiNo EverandClimate change - ocean acidity: Matemaattinen analyysiAinda não há avaliações
- Methods and Instruments Used in Brewing Control - Selected QuestionsNo EverandMethods and Instruments Used in Brewing Control - Selected QuestionsAinda não há avaliações
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsNo EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghAinda não há avaliações
- O Level Biology Practice Questions And Answers EnzymesNo EverandO Level Biology Practice Questions And Answers EnzymesNota: 5 de 5 estrelas5/5 (1)
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerAinda não há avaliações
- A.'. A.'.student Task & OathDocumento1 páginaA.'. A.'.student Task & OathJosé Carlos GarBadAinda não há avaliações
- Cornell Notes: Topic Name Objective Date Class Essential QuestionDocumento3 páginasCornell Notes: Topic Name Objective Date Class Essential QuestionJoão FyllipyAinda não há avaliações
- Report CAD Joao FyllipyDocumento11 páginasReport CAD Joao FyllipyJoão FyllipyAinda não há avaliações
- Seguro SaudeDocumento2 páginasSeguro SaudeJoão FyllipyAinda não há avaliações
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- X-Plane Installer LogDocumento43 páginasX-Plane Installer LogJoão FyllipyAinda não há avaliações
- English Proeficiency ExamDocumento5 páginasEnglish Proeficiency ExamJoão FyllipyAinda não há avaliações
- Szemelyi Adatlap enDocumento1 páginaSzemelyi Adatlap enJoão FyllipyAinda não há avaliações
- Individual Project Report - Joao FyllipyDocumento11 páginasIndividual Project Report - Joao FyllipyJoão FyllipyAinda não há avaliações
- SPE Membership CardDocumento1 páginaSPE Membership CardJoão FyllipyAinda não há avaliações
- Tradução - CoisaDocumento4 páginasTradução - CoisaJoão FyllipyAinda não há avaliações
- Report CAD Joao FyllipyDocumento11 páginasReport CAD Joao FyllipyJoão FyllipyAinda não há avaliações
- Hello This Is Only A Tutorial Printout. I'Ll Provide Complete Sheet Music at The End of The Series (Check Michaelrybak Youtube Channel For Updates)Documento1 páginaHello This Is Only A Tutorial Printout. I'Ll Provide Complete Sheet Music at The End of The Series (Check Michaelrybak Youtube Channel For Updates)Andrew NuttallAinda não há avaliações
- New Transcript Joao Fyl Lip yDocumento14 páginasNew Transcript Joao Fyl Lip yJoão FyllipyAinda não há avaliações
- Read MeDocumento1 páginaRead MeEduardo MadrigalAinda não há avaliações
- Read MeDocumento7 páginasRead MeJoão FyllipyAinda não há avaliações
- Corteo Guit&Mand Lustres v1.2Documento3 páginasCorteo Guit&Mand Lustres v1.2Leandro NegriAinda não há avaliações
- Sodium Azide PreparationDocumento3 páginasSodium Azide Preparationpamos1111100% (1)
- Thiamphenicol OkDocumento4 páginasThiamphenicol OkJuan PerezAinda não há avaliações
- Alcohols, Phenols, and Ethers: Functional Groups: Alcohol: R-O-H Phenols: Ar-OH Ether: R-O-R' Thiol: R-S-HDocumento52 páginasAlcohols, Phenols, and Ethers: Functional Groups: Alcohol: R-O-H Phenols: Ar-OH Ether: R-O-R' Thiol: R-S-Haleah kimAinda não há avaliações
- TP11 Correction PDFDocumento2 páginasTP11 Correction PDFHarm Monie67% (15)
- Pollution-Free Printing InksDocumento2 páginasPollution-Free Printing InksKashif JavedAinda não há avaliações
- Still Spirits Trouble Shooting GuideDocumento2 páginasStill Spirits Trouble Shooting GuideAbner-DoomAinda não há avaliações
- Methanol Safe Handling ManualDocumento113 páginasMethanol Safe Handling ManualBigbearBigbearAinda não há avaliações
- A1 Alcohols Ws 1Documento21 páginasA1 Alcohols Ws 1GyaanAinda não há avaliações
- Organic chemistry I lab report on alcohols analysisDocumento14 páginasOrganic chemistry I lab report on alcohols analysisOmar SamirAinda não há avaliações
- Extending Carbon Chain Length of 1-Butanol Pathway For 1-Hexanol Synthesis From Glucose by Engineered Escherichia ColiDocumento3 páginasExtending Carbon Chain Length of 1-Butanol Pathway For 1-Hexanol Synthesis From Glucose by Engineered Escherichia ColiAnonymous 9oH7eQ2TAinda não há avaliações
- INTERCONVERSIONS GUIDEDocumento15 páginasINTERCONVERSIONS GUIDEaleena'Ainda não há avaliações
- Exp 10Documento9 páginasExp 10ChantalDanaAinda não há avaliações
- US patent extraction purification morphine opiumDocumento5 páginasUS patent extraction purification morphine opiumDanielle Scribbins50% (2)
- Alcohol AnalysisDocumento4 páginasAlcohol Analysismist_anis86Ainda não há avaliações
- African Elemi Seed Characterization MethodsDocumento18 páginasAfrican Elemi Seed Characterization MethodsStephanie ChidinmaAinda não há avaliações
- Ethanol Production, Uses, Exporting Countries & Largest ProducersDocumento23 páginasEthanol Production, Uses, Exporting Countries & Largest Producersanirudh89p67% (3)
- Comparative Investigation of Organic CompoundsDocumento4 páginasComparative Investigation of Organic CompoundsAlecza Mae SavellaAinda não há avaliações
- Molecular Sieve Dehydration Technology For Ethanol Dehydration-LibreDocumento4 páginasMolecular Sieve Dehydration Technology For Ethanol Dehydration-LibrePablo TorresiAinda não há avaliações
- AlaraOR Etal 2019Documento13 páginasAlaraOR Etal 2019DhirajAinda não há avaliações
- Week 10 - Dehydration and ClearingDocumento5 páginasWeek 10 - Dehydration and ClearingAllen SoraAinda não há avaliações
- 4.4, 4.5 Exam QuestionsDocumento21 páginas4.4, 4.5 Exam QuestionsRana Hassan TariqAinda não há avaliações
- PS 13-2018Documento17 páginasPS 13-2018Muhammad Sami100% (1)
- Sankey Diagrams v21Documento6 páginasSankey Diagrams v21Женя МарченкоAinda não há avaliações
- Density of Gases at STP Density of Some Common SolidsDocumento2 páginasDensity of Gases at STP Density of Some Common Solids김동주Ainda não há avaliações
- EXHALYZER: Device Used To Sense Alcohol Content: Background of The StudyDocumento5 páginasEXHALYZER: Device Used To Sense Alcohol Content: Background of The StudyKimberleigh MetrioAinda não há avaliações
- Making Gin & Vodka - Ed 2Documento91 páginasMaking Gin & Vodka - Ed 2Zebu BlackAinda não há avaliações
- Organic Solvent Solubility DataBookDocumento130 páginasOrganic Solvent Solubility DataBookXimena RuizAinda não há avaliações
- 500 ML GBL, 500 ML GBL CleanerDocumento2 páginas500 ML GBL, 500 ML GBL CleanerbuygblcleanersAinda não há avaliações
- Volvo Penta Efi Diagnostic Manual PDFDocumento469 páginasVolvo Penta Efi Diagnostic Manual PDFmutawakkil9majid100% (2)
- Chemistry II OBODODocumento50 páginasChemistry II OBODOpalmer okiemuteAinda não há avaliações