Você também pode gostar
- Fiber Reinforced Plastic in Sandwich PanelsDocumento21 páginasFiber Reinforced Plastic in Sandwich PanelsNaag RajAinda não há avaliações
- Glass Surfaces: Proceedings of the Fourth Rolla Ceramic Materials Conference on Glass Surfaces, St. Louis, Missouri, USA, 15–19 June, 1975No EverandGlass Surfaces: Proceedings of the Fourth Rolla Ceramic Materials Conference on Glass Surfaces, St. Louis, Missouri, USA, 15–19 June, 1975D.E. DayAinda não há avaliações
- 08 4400 - Curtain Wall and Glazed Assemblies - FinalDocumento50 páginas08 4400 - Curtain Wall and Glazed Assemblies - FinalAbdullah NajjarAinda não há avaliações
- GRP and Buildings: A Design Guide for Architects and EngineersNo EverandGRP and Buildings: A Design Guide for Architects and EngineersAinda não há avaliações
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringNo EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringAinda não há avaliações
- Structural Analysis of Aircraft Wing J Nose Panel Using Mono and Multi Core Composite MaterialsDocumento6 páginasStructural Analysis of Aircraft Wing J Nose Panel Using Mono and Multi Core Composite MaterialsstaedtlerpAinda não há avaliações
- Polycarbonate JointDocumento27 páginasPolycarbonate JointPeter ChristianAinda não há avaliações
- Successful Designs For Curtain Wall Attachment PDFDocumento4 páginasSuccessful Designs For Curtain Wall Attachment PDFTony ZapantaAinda não há avaliações
- Smart Materials: Submitted By: Sumukha Sudharshan Gaurav Megha MadhuDocumento41 páginasSmart Materials: Submitted By: Sumukha Sudharshan Gaurav Megha MadhuAmrutha PavithranAinda não há avaliações
- Northclad AcmDocumento2 páginasNorthclad Acmresearcher911Ainda não há avaliações
- Glazing StrategiesDocumento38 páginasGlazing StrategiesaliomairAinda não há avaliações
- Sheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFDocumento4 páginasSheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFlolycanoAinda não há avaliações
- Use of Plastics in Different Aspects of The Construction IndustryDocumento7 páginasUse of Plastics in Different Aspects of The Construction Industryjanhavi28Ainda não há avaliações
- 13GR - 059 Bituthene HB Web PDFDocumento141 páginas13GR - 059 Bituthene HB Web PDFWendel MeloAinda não há avaliações
- CompositesDocumento21 páginasCompositesdrkameshAinda não há avaliações
- Sandwich Panel SP2D PU For External WallDocumento5 páginasSandwich Panel SP2D PU For External WallMujjo SahbAinda não há avaliações
- Curtain Wall Manual - Section 8 InstallationDocumento32 páginasCurtain Wall Manual - Section 8 InstallationphilipAinda não há avaliações
- Sandwich Wall Panels GuideDocumento63 páginasSandwich Wall Panels Guidepiksi10Ainda não há avaliações
- CCI Radome Whitepaper 190813Documento9 páginasCCI Radome Whitepaper 190813bardaris100% (1)
- 2-2 Building Construction MethodsDocumento36 páginas2-2 Building Construction MethodsVũ Thị Hà TrangAinda não há avaliações
- Designs CatalogDocumento77 páginasDesigns CatalogGen MendozaAinda não há avaliações
- Seismic Technical Guide Seismic Expansion Joints en SC2496Documento15 páginasSeismic Technical Guide Seismic Expansion Joints en SC2496carrimonn11Ainda não há avaliações
- SMD Technical Manual-2011Documento20 páginasSMD Technical Manual-2011karfire1982Ainda não há avaliações
- Cladding and GlazingDocumento20 páginasCladding and Glazingmichelle geejoAinda não há avaliações
- Ply Orientation of Carbon Fiber ReinforcDocumento3 páginasPly Orientation of Carbon Fiber ReinforcTopstar2Ainda não há avaliações
- Kaskel 2012Documento37 páginasKaskel 2012resurrection786Ainda não há avaliações
- Sandwich Panels en Lo RUUKKIDocumento8 páginasSandwich Panels en Lo RUUKKIszeestherAinda não há avaliações
- CaravanDocumento12 páginasCaravanAnonymous 3idACuAinda não há avaliações
- ANSI/AAMA/NWWDA 101/I.S.2-97 Test Report Rendered To: Earthwise Group LLC SERIES/MODEL: 143.191CA Product Type: PVC CasementsDocumento24 páginasANSI/AAMA/NWWDA 101/I.S.2-97 Test Report Rendered To: Earthwise Group LLC SERIES/MODEL: 143.191CA Product Type: PVC Casementszahee007Ainda não há avaliações
- Damage Repair Techniques For Sandwich PanelsDocumento17 páginasDamage Repair Techniques For Sandwich PanelsOsama Aadil SaadiAinda não há avaliações
- Valmex FR 700Documento11 páginasValmex FR 700sealion72Ainda não há avaliações
- Techbro Wa LRDocumento44 páginasTechbro Wa LRy2kareinAinda não há avaliações
- Glazed Aluminum CWDocumento9 páginasGlazed Aluminum CWhayat49000Ainda não há avaliações
- ROTHOBLAAS - Air-Tightness-SmartbookDocumento60 páginasROTHOBLAAS - Air-Tightness-SmartbookLucaAinda não há avaliações
- AutoclaveDocumento47 páginasAutoclaveTomble BravoAinda não há avaliações
- Typar Commercial BrochureDocumento8 páginasTypar Commercial BrochurededspiderfishAinda não há avaliações
- Holorib gndf3Documento12 páginasHolorib gndf3_jessecaAinda não há avaliações
- 2 Aircraft StructureDocumento48 páginas2 Aircraft StructureMaheshAinda não há avaliações
- FEA of Radomes PDFDocumento7 páginasFEA of Radomes PDFudaykumar8995Ainda não há avaliações
- SECTION 09 65 16.33 SECTION TITLE: Rubber Sheet Flooring: 1.1 Related DocumentsDocumento3 páginasSECTION 09 65 16.33 SECTION TITLE: Rubber Sheet Flooring: 1.1 Related DocumentsTheJohnnyBravoooAinda não há avaliações
- Soetens 2008Documento37 páginasSoetens 2008jvs11021102Ainda não há avaliações
- Curtain WallDocumento3 páginasCurtain WalljitenderaAinda não há avaliações
- DT For Sandwich StrutDocumento24 páginasDT For Sandwich StrutSanjib RaiAinda não há avaliações
- Astm E-695Documento5 páginasAstm E-695raul.portelaAinda não há avaliações
- Aluminum Composite PanelsDocumento4 páginasAluminum Composite PanelsSaurav ChaudharyAinda não há avaliações
- 4870 Future Tower III - H.O. To Serv.Documento200 páginas4870 Future Tower III - H.O. To Serv.Francis BautistaAinda não há avaliações
- Design of Concrete Masonry Walls For Blast Loading: TEK 14-21ADocumento9 páginasDesign of Concrete Masonry Walls For Blast Loading: TEK 14-21Afoush bashaAinda não há avaliações
- 188295585Documento6 páginas188295585mpsr91281Ainda não há avaliações
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocumento12 páginasFM Global Property Loss Prevention Data Sheets: List of FigureshhAinda não há avaliações
- Facade-Alumimum & Glazing Works Scope-Technical SpecificationsDocumento5 páginasFacade-Alumimum & Glazing Works Scope-Technical SpecificationsHasnain SafdarAinda não há avaliações
- TemperedGlassBible PDFDocumento698 páginasTemperedGlassBible PDFengineering masatalsahraaAinda não há avaliações
- Bro Facade Systems Specification Guide PDFDocumento48 páginasBro Facade Systems Specification Guide PDFabinavdevaAinda não há avaliações
- Filament Wound Fuselage With Cocured StiffenersDocumento12 páginasFilament Wound Fuselage With Cocured Stiffenersmecheng88Ainda não há avaliações
- Prefaricated Structures Unit IIDocumento55 páginasPrefaricated Structures Unit IIvgshankar26Ainda não há avaliações
- Seminar PPT On PolyurethaneDocumento16 páginasSeminar PPT On PolyurethaneRationallyIrrationalSamikshaAinda não há avaliações
- Aluco21spec PDFDocumento12 páginasAluco21spec PDFRené Galbraith BerraAinda não há avaliações
- Session 3-Design Requirements of BMUsDocumento37 páginasSession 3-Design Requirements of BMUsRanjit Singh100% (1)
- 2012 Bes Patterson Mehta PDFDocumento8 páginas2012 Bes Patterson Mehta PDFآكوجويAinda não há avaliações
- Wind Loads On Wind Permeable FacadesDocumento12 páginasWind Loads On Wind Permeable FacadesdimkastorasAinda não há avaliações
- Compatibilidad APPs Dispositivos 03-01-2023-GTDDocumento1.232 páginasCompatibilidad APPs Dispositivos 03-01-2023-GTDAnthony ArmstrongAinda não há avaliações
- Excerpt FromDocumento7 páginasExcerpt FromCathryn ValmontAinda não há avaliações
- Actor NotesDocumento2 páginasActor NotesMICHAEL PRITCHARDAinda não há avaliações
- The West Texas FrontierDocumento777 páginasThe West Texas FrontierDoug Williams100% (1)
- ASSASSIN'S CREED UNITY 100% Complete Save Game PCDocumento10 páginasASSASSIN'S CREED UNITY 100% Complete Save Game PCunitysavegame0% (6)
- Adiff - Clothing System Top ExtDocumento14 páginasAdiff - Clothing System Top ExtsoledadAinda não há avaliações
- An Irish BlessingDocumento1 páginaAn Irish BlessingNele-D0% (1)
- Hangman Report1Documento10 páginasHangman Report1RenjithAinda não há avaliações
- Semester 2 Oboe Concert ProgramDocumento1 páginaSemester 2 Oboe Concert ProgramedwrdAinda não há avaliações
- The Man Who Shouted TeresaDocumento4 páginasThe Man Who Shouted Teresachien_truongAinda não há avaliações
- SynopsisDocumento5 páginasSynopsisRohit MathurAinda não há avaliações
- 100Mbps-User Guide English-Final PDFDocumento16 páginas100Mbps-User Guide English-Final PDFAngie Melodie MlbrAinda não há avaliações
- The End of The Gpu Roadmap: Tim Sweeney CEO, Founder Epic GamesDocumento74 páginasThe End of The Gpu Roadmap: Tim Sweeney CEO, Founder Epic Gamesapi-26184004Ainda não há avaliações
- 7th Grade English EnglishDocumento2 páginas7th Grade English EnglishEfe SerimAinda não há avaliações
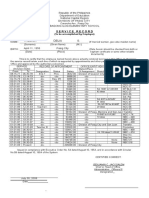
- Service RecordDocumento5 páginasService RecordCHARMINE GAY ROQUEAinda não há avaliações
- Up PeriscopeDocumento145 páginasUp Periscoperemow100% (4)
- Grade 5 PPT - English - Q1 - W2 - Day 1-5Documento83 páginasGrade 5 PPT - English - Q1 - W2 - Day 1-5Melanie Niña CullarAinda não há avaliações
- Brief History of Jazz History EssayDocumento9 páginasBrief History of Jazz History EssayMoses WenAinda não há avaliações
- Thuyet Minh He Thong Dien Nhe - VNSDocumento53 páginasThuyet Minh He Thong Dien Nhe - VNSViệt Dũng Đinh ĐỗAinda não há avaliações
- Hearts of WulinDocumento231 páginasHearts of WulinAieie100% (1)
- Atg Worksheet Subjectobjpron PDFDocumento2 páginasAtg Worksheet Subjectobjpron PDFbunhuot100% (2)
- Blueberry Recipe 1Documento2 páginasBlueberry Recipe 1api-529255365Ainda não há avaliações
- The 28-Day Crossfit Program For BeginnersDocumento2 páginasThe 28-Day Crossfit Program For BeginnersAditya Pratap SinghAinda não há avaliações
- Sixth Sense TechnologyDocumento22 páginasSixth Sense Technology109Mukesh SinghAinda não há avaliações
- Reviewer For Business MarketingDocumento5 páginasReviewer For Business MarketingEira AvyannaAinda não há avaliações
- Aragorn EssayDocumento7 páginasAragorn EssayAdam SuddarthAinda não há avaliações
- Crazy Gang PDFDocumento3 páginasCrazy Gang PDFstartrekgameAinda não há avaliações
- Chantons La Mlodie EspagnoleDocumento4 páginasChantons La Mlodie EspagnoleKristinAinda não há avaliações
- Last Six Months Important Sports Current Affairs PDFDocumento67 páginasLast Six Months Important Sports Current Affairs PDFkumarAinda não há avaliações
- IDP2022 Progress Evaluation ScheduleDocumento2 páginasIDP2022 Progress Evaluation SchedulePabasara ErangaAinda não há avaliações