Você também pode gostar
- 9686-6130-ITP - 000-1002 - Inspection and Test Plan For General Civil Works Rev A1Documento34 páginas9686-6130-ITP - 000-1002 - Inspection and Test Plan For General Civil Works Rev A1anil pk100% (8)
- Mig WeldingDocumento52 páginasMig WeldingGaddipati MohankrishnaAinda não há avaliações
- ITP C 005 (Structural Concrete)Documento4 páginasITP C 005 (Structural Concrete)segun ajibolaAinda não há avaliações
- Itp For InsulationDocumento14 páginasItp For InsulationHytham El-NoubyAinda não há avaliações
- Itp For Field Erected Tank Rev A PDF FreeDocumento9 páginasItp For Field Erected Tank Rev A PDF FreeMahmoud GaberAinda não há avaliações
- ITP AllDocumento1 páginaITP AllMuhammadIqbalMughalAinda não há avaliações
- Inspection and Test Plan For Steel StrucDocumento6 páginasInspection and Test Plan For Steel Strucwawan gunawan100% (1)
- QC Manager-Johnson CVDocumento7 páginasQC Manager-Johnson CVShanmuga NavaneethanAinda não há avaliações
- Hydrostatic Test Procedure: Salalah Ammonia ProjectDocumento6 páginasHydrostatic Test Procedure: Salalah Ammonia ProjectAbdelkhak KhallaAinda não há avaliações
- 30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingDocumento21 páginas30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingkilioAinda não há avaliações
- ITP - Installation of Fiber Optic CablesDocumento5 páginasITP - Installation of Fiber Optic CablesVasilica Barbarasa60% (5)
- ITP ProceduresDocumento12 páginasITP Proceduresmohd as shahiddin jafriAinda não há avaliações
- Site Inspection and Test Plan For Tie-In Works: Subcontrac TorDocumento24 páginasSite Inspection and Test Plan For Tie-In Works: Subcontrac Torprabu palaniswamyAinda não há avaliações
- Understanding Sour Service Performace of Coiled TubingDocumento12 páginasUnderstanding Sour Service Performace of Coiled TubingMubeenAinda não há avaliações
- QAP StructureDocumento2 páginasQAP Structureayoki100% (1)
- ITP ManifoldDocumento7 páginasITP ManifoldvinothAinda não há avaliações
- (ANX-1) Inspection Test Plan (ITP) ListDocumento10 páginas(ANX-1) Inspection Test Plan (ITP) Listwaragainstlove50% (4)
- DIVINE INTERVENTION 2nd of March ADEBOYEDocumento12 páginasDIVINE INTERVENTION 2nd of March ADEBOYEFolarin AyodejiAinda não há avaliações
- Itp For Ug PipelineDocumento3 páginasItp For Ug PipelineJustin Alwar100% (1)
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Documento5 páginasDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- 3.sop of StringingDocumento8 páginas3.sop of StringingVenkateswarlu BoduguAinda não há avaliações
- Itp Installation of Fiber Optic CablesDocumento4 páginasItp Installation of Fiber Optic Cablesqasim078100% (2)
- P-005 Liquid Penetant Testing ProcedureDocumento13 páginasP-005 Liquid Penetant Testing ProcedureSaheb YadavAinda não há avaliações
- JSA LNG Tank Wall ConstructionDocumento8 páginasJSA LNG Tank Wall ConstructionFolarin Ayodeji50% (2)
- Thin Layer..ChromatographyDocumento194 páginasThin Layer..Chromatographykitchu13100% (1)
- Cal OSHA Handbook 2022Documento92 páginasCal OSHA Handbook 2022Russell SadlerAinda não há avaliações
- Itp Pipe SupportsDocumento4 páginasItp Pipe SupportskamlAinda não há avaliações
- ItpDocumento7 páginasItpJose Sherin100% (1)
- ITP For Steel Structure1Documento3 páginasITP For Steel Structure1吴兴泊Ainda não há avaliações
- Sop of StringingDocumento7 páginasSop of Stringingshubham shindeAinda não há avaliações
- Itp For Pipeline at SiteDocumento3 páginasItp For Pipeline at Siteanang_pri100% (2)
- Calculate The Ultimate Moment of Resistance of The BeamDocumento6 páginasCalculate The Ultimate Moment of Resistance of The BeamMatiur Rahman Basum100% (1)
- JSA LNG A Tank Wall ConstructionDocumento8 páginasJSA LNG A Tank Wall ConstructionFolarin AyodejiAinda não há avaliações
- Basic of Soil-Soil Formation (DR - Khalid Farooq)Documento26 páginasBasic of Soil-Soil Formation (DR - Khalid Farooq)Haseeb Rehman100% (1)
- ITP Steel Structure Rev.01Documento2 páginasITP Steel Structure Rev.01Imam SyarifudinAinda não há avaliações
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Documento37 páginasIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedAinda não há avaliações
- ITP For Pile Splicing Work & Miscellaneous WorkDocumento3 páginasITP For Pile Splicing Work & Miscellaneous WorkMuthu Barathi ParamasivamAinda não há avaliações
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Documento28 páginasField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciAinda não há avaliações
- Ms For Repair and Welding Jointscoating and PaintingDocumento9 páginasMs For Repair and Welding Jointscoating and Paintingmansih457100% (1)
- Itp For SSDP Project Rev CDocumento9 páginasItp For SSDP Project Rev CRachel FloresAinda não há avaliações
- Joint Coating Application & Pipe Coating Procedure-009-RappDocumento8 páginasJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahAinda não há avaliações
- Itp For Storage TanksDocumento7 páginasItp For Storage TanksHamid MansouriAinda não há avaliações
- Saes L 125Documento22 páginasSaes L 125Shawn LeoAinda não há avaliações
- DAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007Documento2 páginasDAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007smdriyazbashaAinda não há avaliações
- MIP6-CV-0013-001 - Method Statement For Excavation and Fill WorkDocumento12 páginasMIP6-CV-0013-001 - Method Statement For Excavation and Fill Work한상호Ainda não há avaliações
- MS For AG PipingDocumento15 páginasMS For AG Pipingmansih457Ainda não há avaliações
- Chemistry STPM Experiment 8 Qualitative Analysis (Second Term) (Cation Anion Inorganic)Documento3 páginasChemistry STPM Experiment 8 Qualitative Analysis (Second Term) (Cation Anion Inorganic)Ning Jie Lee89% (36)
- NG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedDocumento20 páginasNG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedFolarin Ayodeji100% (1)
- NG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedDocumento20 páginasNG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedFolarin Ayodeji100% (1)
- Itp For Piping QPDocumento4 páginasItp For Piping QPRejoy baby100% (2)
- ITP For Pipeline Construction Table 1Documento3 páginasITP For Pipeline Construction Table 1wahyu100% (2)
- FInal QAP HDPE WeldingDocumento2 páginasFInal QAP HDPE Weldingkannagi198Ainda não há avaliações
- Itp For Storage Tank PDFDocumento6 páginasItp For Storage Tank PDFShiva KumarAinda não há avaliações
- 4.-QA-QC-Plan-job Desc Field PDFDocumento12 páginas4.-QA-QC-Plan-job Desc Field PDFAli HajirassoulihaAinda não há avaliações
- Road Crossing SpecificationDocumento12 páginasRoad Crossing SpecificationPetrokens Family100% (1)
- ITP - General Fill For The Roads - SampleDocumento12 páginasITP - General Fill For The Roads - SamplezubairAinda não há avaliações
- Aircraft Metal Structural RepairDocumento4 páginasAircraft Metal Structural Repairm sai ravi tejaAinda não há avaliações
- 0.hydro Test Package Index - 2Documento13 páginas0.hydro Test Package Index - 2VISHNUPRASAD ARAKKAL MOHANDASAinda não há avaliações
- Piping Work Execution Plan: Singa Gas Development ProjectDocumento15 páginasPiping Work Execution Plan: Singa Gas Development ProjectNajeeb A.M100% (1)
- 08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev1 PDFDocumento33 páginas08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev1 PDFbelhaskaAinda não há avaliações
- MS For HDPE Pipes Laying ActivityDocumento7 páginasMS For HDPE Pipes Laying ActivityJust Do LoveAinda não há avaliações
- Method Statement of Lowerin inDocumento9 páginasMethod Statement of Lowerin inahmed08839494Ainda não há avaliações
- NG-018-XX-PNL-430949 - Rev04closure Weld Procedure and Examination UnsignedDocumento10 páginasNG-018-XX-PNL-430949 - Rev04closure Weld Procedure and Examination UnsignedFolarin AyodejiAinda não há avaliações
- NG-018-XX-PNL-431203 - Rev07 NDT MatricesDocumento20 páginasNG-018-XX-PNL-431203 - Rev07 NDT MatricesFolarin Ayodeji100% (1)
- ITP SampleDocumento2 páginasITP Sampleeiman_zerep50% (2)
- ASME B31.5-Refrigeration-PipingDocumento11 páginasASME B31.5-Refrigeration-PipingJai100% (2)
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocumento2 páginasElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifAinda não há avaliações
- Welding Log DW-CWDocumento12 páginasWelding Log DW-CWhasan shahriarAinda não há avaliações
- General Format For Girder Fabrication Check ListDocumento4 páginasGeneral Format For Girder Fabrication Check ListBhanu Pratap ChoudhuryAinda não há avaliações
- WPS Flow Proceess ChartDocumento1 páginaWPS Flow Proceess ChartSatish KeskarAinda não há avaliações
- Main Inspection Test Plan SampleDocumento2 páginasMain Inspection Test Plan SampleMuhd AfiqAinda não há avaliações
- Concrete Work: (Please Provide Detail of Repair Activities E.G)Documento2 páginasConcrete Work: (Please Provide Detail of Repair Activities E.G)Eze NonsoAinda não há avaliações
- QCP 040 QCP CrmsDocumento7 páginasQCP 040 QCP Crmsarockiyathass100% (1)
- 20170315151791679167Documento6 páginas20170315151791679167AndRiy A S GoeLtomAinda não há avaliações
- Inspection and Test Plan: S. H. Joo D. H. YounDocumento2 páginasInspection and Test Plan: S. H. Joo D. H. YounfitriatitisariAinda não há avaliações
- Dots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Documento13 páginasDots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Moustafa AshrafAinda não há avaliações
- NG-018-XX-PNL-430911 - Rev02 Bolt Up ProcedureDocumento30 páginasNG-018-XX-PNL-430911 - Rev02 Bolt Up ProcedureFolarin Ayodeji100% (1)
- S/ N Contractors Contact Name/e-Mail Address Phone Number: Olawale OgunsolaDocumento1 páginaS/ N Contractors Contact Name/e-Mail Address Phone Number: Olawale OgunsolaFolarin AyodejiAinda não há avaliações
- NG-018-XX-PNL-430902 - Rev05 Non Conformance Procedure UnsignedDocumento9 páginasNG-018-XX-PNL-430902 - Rev05 Non Conformance Procedure UnsignedFolarin AyodejiAinda não há avaliações
- NG-018-XX-PNL-430806 - Rev01 ITP STR UnsignedDocumento9 páginasNG-018-XX-PNL-430806 - Rev01 ITP STR UnsignedFolarin Ayodeji100% (1)
- NG-018-XX-PNL-023029 - Rev01 ITP Steel Pr. Piping Fabrication and ErectionDocumento36 páginasNG-018-XX-PNL-023029 - Rev01 ITP Steel Pr. Piping Fabrication and ErectionFolarin AyodejiAinda não há avaliações
- NG-018-XX-PNL-023030 - Rev03 UnsignedDocumento26 páginasNG-018-XX-PNL-023030 - Rev03 UnsignedFolarin AyodejiAinda não há avaliações
- Epci5 System/Sub-System ListDocumento43 páginasEpci5 System/Sub-System ListFolarin AyodejiAinda não há avaliações
- 653-Sacrificial Anode Installation For TanksDocumento3 páginas653-Sacrificial Anode Installation For TanksFolarin AyodejiAinda não há avaliações
- NG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedDocumento16 páginasNG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedFolarin AyodejiAinda não há avaliações
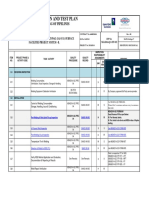
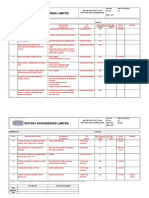
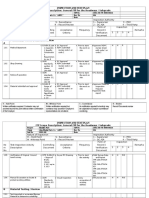
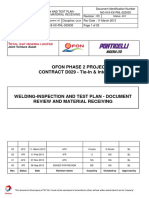
- Ofon Phase 2 Project CONTRACT D029 - Tie-In & Integration: Inspection and Test Plan - PaintingDocumento48 páginasOfon Phase 2 Project CONTRACT D029 - Tie-In & Integration: Inspection and Test Plan - PaintingFolarin AyodejiAinda não há avaliações
- Saddle Installation Report 01Documento2 páginasSaddle Installation Report 01Folarin AyodejiAinda não há avaliações
- Ofon Phase 2 Project CONTRACT D029 - Tie-In & Integration: Joint Venture AssetDocumento13 páginasOfon Phase 2 Project CONTRACT D029 - Tie-In & Integration: Joint Venture AssetFolarin AyodejiAinda não há avaliações
- Cashew Kernels Promising Markets Nigeria 1Documento1 páginaCashew Kernels Promising Markets Nigeria 1Folarin AyodejiAinda não há avaliações
- NG-018-D1-PNL-406701 - Rev06 UnsignedDocumento111 páginasNG-018-D1-PNL-406701 - Rev06 UnsignedFolarin AyodejiAinda não há avaliações
- Lowering Report 1 0F 2abcDocumento27 páginasLowering Report 1 0F 2abcFolarin AyodejiAinda não há avaliações
- 835-Pre-Commissioning of Vessels, Columns, Tanks and Heat ExcDocumento3 páginas835-Pre-Commissioning of Vessels, Columns, Tanks and Heat ExcFolarin AyodejiAinda não há avaliações
- 573-Installation of Cellular Glass Insulation For Tank Base (Documento3 páginas573-Installation of Cellular Glass Insulation For Tank Base (Folarin AyodejiAinda não há avaliações
- 513-Mechanical Installation of Shop Fabricated TanksDocumento3 páginas513-Mechanical Installation of Shop Fabricated TanksFolarin AyodejiAinda não há avaliações
- Stagnation PropertiesDocumento25 páginasStagnation PropertiesMSK6567% (3)
- 7.14.2 - Composite and Non-Metallic NCDocumento17 páginas7.14.2 - Composite and Non-Metallic NCAhmed Aman IbrahimAinda não há avaliações
- Kinetic Theory of MatterDocumento5 páginasKinetic Theory of Matterapi-3839633Ainda não há avaliações
- D 4278 - 02 Rdqynzg - PDFDocumento3 páginasD 4278 - 02 Rdqynzg - PDFRufo CascoAinda não há avaliações
- Anne Marie Helmenstine, PH.D.: Black Powder Composition Chemical Composition of Black Powder or GunpowderDocumento5 páginasAnne Marie Helmenstine, PH.D.: Black Powder Composition Chemical Composition of Black Powder or GunpowderRara Aoi100% (1)
- Handbook Best Practice Dropped Object Management - Engelsk - GodkjentDocumento108 páginasHandbook Best Practice Dropped Object Management - Engelsk - Godkjentmiguel angelAinda não há avaliações
- Mullion Transom Connector BS-EN-1991-1-1 V2.0Documento2 páginasMullion Transom Connector BS-EN-1991-1-1 V2.0Giri DharanAinda não há avaliações
- Vocational Training ReportDocumento50 páginasVocational Training ReportAntu AcharyaAinda não há avaliações
- Water and Waste Management SystemDocumento7 páginasWater and Waste Management SystemRhoselle Mae GenandaAinda não há avaliações
- Separation and Analysis of Binery and Te PDFDocumento35 páginasSeparation and Analysis of Binery and Te PDFDiwakar PatelAinda não há avaliações
- Serma LonDocumento1 páginaSerma LonIrwanzAinda não há avaliações
- A Review On Reference StandardsDocumento12 páginasA Review On Reference StandardsjyothiAinda não há avaliações
- Deflection of Elastic Beam PDFDocumento32 páginasDeflection of Elastic Beam PDFZahid JiwaAinda não há avaliações
- Cape Physics 2008 Unit 1Documento10 páginasCape Physics 2008 Unit 1kesnaAinda não há avaliações
- Experimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelDocumento3 páginasExperimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelMostafa Adil0% (1)
- Cupola Malleable Iron: Standard Specification ForDocumento4 páginasCupola Malleable Iron: Standard Specification ForHenriqueAinda não há avaliações
- Alternative To Practical Ig1Documento10 páginasAlternative To Practical Ig1Sandeep NehraAinda não há avaliações
- Cat Bombas de Vacío 2017 IngDocumento2 páginasCat Bombas de Vacío 2017 IngGonzhalo Ramireç ChaveçAinda não há avaliações
- MasterTop BSFDocumento3 páginasMasterTop BSFnawazkhan23Ainda não há avaliações
- Binary Phase DiagramsDocumento60 páginasBinary Phase DiagramsmaryzeenAinda não há avaliações