Você também pode gostar
- Crane ChecklistDocumento4 páginasCrane ChecklistES Rouza100% (1)
- Sertifikat Hidraulic Jack - YCW 400-1103Documento2 páginasSertifikat Hidraulic Jack - YCW 400-1103Ma'rufAinda não há avaliações
- OPTIMASI PENYEDERHANAAN IZIN MIGASDocumento33 páginasOPTIMASI PENYEDERHANAAN IZIN MIGASFahrul FauziAinda não há avaliações
- Cara Menghitung Kebutuhan Kawat Las PDFDocumento7 páginasCara Menghitung Kebutuhan Kawat Las PDFhamidrais100% (1)
- JHSEA Instalasi CCTVDocumento3 páginasJHSEA Instalasi CCTVmuhammad syaifulAinda não há avaliações
- PPR Rucika - Elbow 90Documento6 páginasPPR Rucika - Elbow 90Randi RahmanAinda não há avaliações
- OPTIMASI PROSES PRODUKSI WIRE MESHDocumento18 páginasOPTIMASI PROSES PRODUKSI WIRE MESHAndri Adi PratamaAinda não há avaliações
- PLAT BAJADocumento5 páginasPLAT BAJADizky Indra YuliadiAinda não há avaliações
- HORIZONTAL DIRECTIONAL DRILLING, AUGER BORING, GROUND ANCHOR, ENGINEERING & FABRICATIONDocumento2 páginasHORIZONTAL DIRECTIONAL DRILLING, AUGER BORING, GROUND ANCHOR, ENGINEERING & FABRICATIONErlinawati Bintu SupiyoAinda não há avaliações
- 092 - Penawaran .April - RTDocumento1 página092 - Penawaran .April - RTdedikartiwa_dkAinda não há avaliações
- PUIL 2011 Amandemen 1 2013Documento165 páginasPUIL 2011 Amandemen 1 2013Muizatul oktavia PutriAinda não há avaliações
- PV Elite (Awal Belajar)Documento4 páginasPV Elite (Awal Belajar)PeterAinda não há avaliações
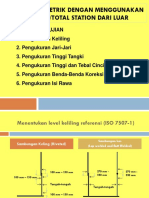
- Pengukuran Geometrik Tangki Dengan Theodolite/Total StationDocumento17 páginasPengukuran Geometrik Tangki Dengan Theodolite/Total StationAyu PradithaAinda não há avaliações
- Kriteria Penerimaan ToleransiDocumento1 páginaKriteria Penerimaan ToleransiNada Nisrina RaniahAinda não há avaliações
- PENGELASANDocumento37 páginasPENGELASANIndra SaputraAinda não há avaliações
- Bar BendingDocumento4 páginasBar BendingIndra INAinda não há avaliações
- List Data Kalibrasi Alat UkurDocumento3 páginasList Data Kalibrasi Alat UkurGoratsibueayahoo.com GoratAinda não há avaliações
- Excel FluidaDocumento24 páginasExcel FluidaihsanulirfanAinda não há avaliações
- Cara Membuat Mesin Kasir Di Ms. ExcelDocumento7 páginasCara Membuat Mesin Kasir Di Ms. ExcelMochammad Axel R PAinda não há avaliações
- Pertemuan 8 - Solid Ops, HypotheticalDocumento16 páginasPertemuan 8 - Solid Ops, HypotheticalekasafitriiAinda não há avaliações
- REKAP HARGADocumento48 páginasREKAP HARGAAchmad SholihinAinda não há avaliações
- Inspeksi Pompa CentrifugalDocumento4 páginasInspeksi Pompa CentrifugalmahmudinurAinda não há avaliações
- PIPA PENYALUR INSPEKSIDocumento16 páginasPIPA PENYALUR INSPEKSIIrsyad RosyidiAinda não há avaliações
- Perhitungan MusholaDocumento99 páginasPerhitungan MusholahartantoAinda não há avaliações
- Pengolahan Data Teknis dan Pengukuran Proses Pengujian TimbanganDocumento56 páginasPengolahan Data Teknis dan Pengukuran Proses Pengujian TimbanganAbu MalikAinda não há avaliações
- PipaTransmisiGasGresikSemarangInspeksiCathodicProtectionDocumento1 páginaPipaTransmisiGasGresikSemarangInspeksiCathodicProtectionRenaldo akbar100% (1)
- Asme B20.1 - Safety Standard For Conveyors and Related Equipment (2015)Documento34 páginasAsme B20.1 - Safety Standard For Conveyors and Related Equipment (2015)Noviendo Tria AriwibowoAinda não há avaliações
- Metode UPV Crack DepthDocumento2 páginasMetode UPV Crack DepthPadsha Dirgantara100% (1)
- Wire Sling Kapasitas 400kgDocumento1 páginaWire Sling Kapasitas 400kgneulaAinda não há avaliações
- Lifting Lug ValoDocumento16 páginasLifting Lug ValoMahfudRido'iRonggomaniaAinda não há avaliações
- Magnetic Particle TestDocumento16 páginasMagnetic Particle Testm. arif budi setiawanAinda não há avaliações
- Laporan Makro Etsa (Farhan)Documento8 páginasLaporan Makro Etsa (Farhan)Riza Ahmad Sofikul IrfanAinda não há avaliações
- Prosedur NDT UT - FAHMI - LANJUTAN S.D 6Documento27 páginasProsedur NDT UT - FAHMI - LANJUTAN S.D 6Abdan SyakuroAinda não há avaliações
- CATERPILLAR ENGINE C #32Documento18 páginasCATERPILLAR ENGINE C #32Antonius AjalahAinda não há avaliações
- Tabel Berat 22Documento60 páginasTabel Berat 22cacaAinda não há avaliações
- 02 Ahs CK Malinau 21Documento29 páginas02 Ahs CK Malinau 21udwi ariAinda não há avaliações
- Dok. Teknis LTSA JambiDocumento24 páginasDok. Teknis LTSA JambiRizky HarahapAinda não há avaliações
- SOP Ultrasonic Testing-DikonversiDocumento7 páginasSOP Ultrasonic Testing-Dikonversibastian hidayatullohAinda não há avaliações
- Clasifikasi & Kapasitas Material Scaffolding Dalam Menahan Beban PDFDocumento2 páginasClasifikasi & Kapasitas Material Scaffolding Dalam Menahan Beban PDFElnesa Fitma SAinda não há avaliações
- 2nd National Trainer Skill CompetitionDocumento23 páginas2nd National Trainer Skill CompetitionNandar AsnandarAinda não há avaliações
- Calculation For Nominal Wall Thickness of Stainless Steel PipeDocumento8 páginasCalculation For Nominal Wall Thickness of Stainless Steel PipeDeden SobirinAinda não há avaliações
- Metode SheetpileDocumento4 páginasMetode Sheetpileaandwi1011Ainda não há avaliações
- INTERIOR DESIGNDocumento8 páginasINTERIOR DESIGNFachra PravitaAinda não há avaliações
- STANDARISASI Dan SPESIFIKASI TEKNIK IBDocumento5 páginasSTANDARISASI Dan SPESIFIKASI TEKNIK IBrizkytrioAinda não há avaliações
- Laboratorium Terakreditasi KANDocumento24 páginasLaboratorium Terakreditasi KANhantudonatAinda não há avaliações
- DefleksiDocumento4 páginasDefleksiHeru HermansyahAinda não há avaliações
- Tahapan DismantlingDocumento22 páginasTahapan DismantlingKONSULTAN RELOKASI RTGAinda não há avaliações
- Uts Metrologi ManufakturDocumento15 páginasUts Metrologi ManufakturAizza KiranaAinda não há avaliações
- STAAD PRO PEMBEBANANDocumento15 páginasSTAAD PRO PEMBEBANANWahyu Nursamhuda, STAinda não há avaliações
- Uji_Palu_BetonDocumento6 páginasUji_Palu_Betonsukir ponari100% (1)
- BoQ ISI YogyakartaDocumento41 páginasBoQ ISI YogyakartaJihaadAinda não há avaliações
- Diagram Listrik RS BenggolDocumento4 páginasDiagram Listrik RS BenggolPanjiAinda não há avaliações
- Isi Laporan Penetrant Test NDTDocumento12 páginasIsi Laporan Penetrant Test NDTmayaphobiaAinda não há avaliações
- Proses Pemeriksaan Disc Dan Seat Pada Safety ValveDocumento17 páginasProses Pemeriksaan Disc Dan Seat Pada Safety ValvePrasetyo Hadi0% (1)
- Journal OHC 35 TDocumento3 páginasJournal OHC 35 TMuchamadAsyhariAinda não há avaliações
- Tugas Tribologi Dan Perawatan Mesin - 7A - M.Fahreza Azhar H. - 2003035050Documento3 páginasTugas Tribologi Dan Perawatan Mesin - 7A - M.Fahreza Azhar H. - 2003035050Abdul RozaqAinda não há avaliações
- STERNTUBE DESIGNDocumento15 páginasSTERNTUBE DESIGNFelix Adyatma RosyadiAinda não há avaliações
- Mesin Penarik JaringDocumento20 páginasMesin Penarik Jaringlukman hakimAinda não há avaliações
- BAB VII TR 3 DewiDocumento22 páginasBAB VII TR 3 DewiChoirun HidaAinda não há avaliações
- Electrode Kul3Documento13 páginasElectrode Kul3Lauren BowenAinda não há avaliações
- COVERDocumento1 páginaCOVERandyajoeAinda não há avaliações
- ANALISIS STRUKTURDocumento36 páginasANALISIS STRUKTURandyajoe100% (2)
- Perhitungan Kekuatan LasDocumento2 páginasPerhitungan Kekuatan LasandyajoeAinda não há avaliações
- PipingDocumento56 páginasPipingHermawan Nicklass Ba'wolAinda não há avaliações
- Latarbelakang AlgoritmaDocumento4 páginasLatarbelakang AlgoritmaandyajoeAinda não há avaliações
- PENGELASAN SMAWDocumento6 páginasPENGELASAN SMAWandyajoeAinda não há avaliações
- ANALISIS STRUKTURDocumento36 páginasANALISIS STRUKTURandyajoe100% (2)
- PENGELASAN SMAWDocumento6 páginasPENGELASAN SMAWandyajoeAinda não há avaliações
- Energi AnginDocumento24 páginasEnergi AnginandyajoeAinda não há avaliações
- PENGELASAN SMAWDocumento6 páginasPENGELASAN SMAWandyajoeAinda não há avaliações
- Pertemuan I Kewiraswastaan PDFDocumento9 páginasPertemuan I Kewiraswastaan PDFandyajoeAinda não há avaliações
- Latarbelakang AlgoritmaDocumento4 páginasLatarbelakang AlgoritmaandyajoeAinda não há avaliações
- S1 2013 284266 Chapter1 PDFDocumento5 páginasS1 2013 284266 Chapter1 PDFandyajoeAinda não há avaliações
- An Struktur Gedung Instalasi RawatDocumento142 páginasAn Struktur Gedung Instalasi RawatFirman Ahmad FauziAinda não há avaliações
- An Struktur Gedung Instalasi RawatDocumento142 páginasAn Struktur Gedung Instalasi RawatFirman Ahmad FauziAinda não há avaliações
- K3 UNTUK KESELAMATANDocumento14 páginasK3 UNTUK KESELAMATANandyajoeAinda não há avaliações
- Tugas NDTDocumento9 páginasTugas NDTandyajoeAinda não há avaliações
- Standard PipaDocumento10 páginasStandard PipaandyajoeAinda não há avaliações
- Sistem PerpipaanDocumento25 páginasSistem PerpipaanandyajoeAinda não há avaliações
- Pertemuan II Kewiraswastaan PDFDocumento53 páginasPertemuan II Kewiraswastaan PDFandyajoeAinda não há avaliações
- Standard PipaDocumento10 páginasStandard PipaandyajoeAinda não há avaliações
- Tugas NDTDocumento6 páginasTugas NDTandyajoeAinda não há avaliações
- FelixDocumento7 páginasFelixandyajoeAinda não há avaliações
- Welding ArgonDocumento10 páginasWelding ArgonandyajoeAinda não há avaliações