Você também pode gostar
- Licenciatura em MatemáticaDocumento105 páginasLicenciatura em MatemáticaAnaCarolinaAinda não há avaliações
- Composicoes de PrecosDocumento3 páginasComposicoes de PrecosAtanasioAinda não há avaliações
- Relatorio de Estagio Eng Mecanica 7°Documento25 páginasRelatorio de Estagio Eng Mecanica 7°DHONEAinda não há avaliações
- Aprender Sempre 2 Professor Parte IIDocumento260 páginasAprender Sempre 2 Professor Parte IIIVONETE TAVARES RAMOSAinda não há avaliações
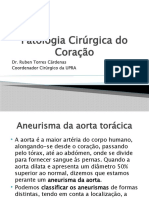
- Aneurisma da aorta torácica: causas, diagnóstico e tratamentoDocumento66 páginasAneurisma da aorta torácica: causas, diagnóstico e tratamentoClaudine SMRAinda não há avaliações
- CEB NTB 2.04 - Padrao de Conexoes para Rede de Distribuicao Aerea - Rda - 1a. RevisaoDocumento45 páginasCEB NTB 2.04 - Padrao de Conexoes para Rede de Distribuicao Aerea - Rda - 1a. RevisaoFelipe Junio Brandão100% (1)
- Manual Vias RodoviariasDocumento220 páginasManual Vias RodoviariasEgna Shakira UqueioAinda não há avaliações
- Guia básico desenho vilõesDocumento100 páginasGuia básico desenho vilõesVeronikaSantos75% (8)
- Ma Costeira D MocambiqueDocumento14 páginasMa Costeira D MocambiqueMulandiwakaKunene MudavanhuAinda não há avaliações
- Modelo Tradicional de Quatro EtapasDocumento67 páginasModelo Tradicional de Quatro Etapaswiyorejesend22u.infoAinda não há avaliações
- Guia Rápido - OXIMETRO PULSO (ALFAMED - SENSE-10)Documento18 páginasGuia Rápido - OXIMETRO PULSO (ALFAMED - SENSE-10)Thiago GagoreAinda não há avaliações
- CFW700 - HIR Adendo Ao Manual Do UsuárioDocumento2 páginasCFW700 - HIR Adendo Ao Manual Do Usuárioh-97225Ainda não há avaliações
- Mapa - Bedu - Atividade Integradora Comum I - Hist Da Ed FísicaDocumento4 páginasMapa - Bedu - Atividade Integradora Comum I - Hist Da Ed FísicaCavalini Assessoria AcadêmicaAinda não há avaliações
- Programa de Ação 2023 ProfessorDocumento7 páginasPrograma de Ação 2023 ProfessorEverton Silva100% (1)
- Anatomia do Crâ nio e tó raxDocumento28 páginasAnatomia do Crâ nio e tó raxÉrica MartinezAinda não há avaliações
- 19 - Lover UnveiledDocumento900 páginas19 - Lover UnveiledEconomize Agora100% (2)
- 3º ANO Práticas Corporais de Aventura - Mountain BikeDocumento25 páginas3º ANO Práticas Corporais de Aventura - Mountain BikeVitor FerreiraAinda não há avaliações
- Ciência, Tecnologia e Educação - Eletiva 1Documento17 páginasCiência, Tecnologia e Educação - Eletiva 1pb. Paulo HenriqueAinda não há avaliações
- Redes de computadores e protocolos TCP/IPDocumento4 páginasRedes de computadores e protocolos TCP/IPolivaarte_2Ainda não há avaliações
- Caderno 66 Tania StolzeDocumento8 páginasCaderno 66 Tania StolzeDiego RosaAinda não há avaliações
- Classificação de agentes nocivosDocumento6 páginasClassificação de agentes nocivosAnonymous T1R768f6a100% (1)
- Análise estatística de variáveis para estimativa de eficiência energéticaDocumento10 páginasAnálise estatística de variáveis para estimativa de eficiência energéticaWalter Amaya0% (1)
- Casos Cap. 6 SolucaoDocumento6 páginasCasos Cap. 6 SolucaoSebastião de CanavarroAinda não há avaliações
- Capacita - MipsDocumento24 páginasCapacita - MipsVander MachadoAinda não há avaliações
- Riscos Eltricos - 11 Parte - Zona de Risco Controlada Livre e ResponsabilidadesDocumento26 páginasRiscos Eltricos - 11 Parte - Zona de Risco Controlada Livre e ResponsabilidadesPaulo BuenoAinda não há avaliações
- Jogos e atividades sobre economia e preservação da águaDocumento3 páginasJogos e atividades sobre economia e preservação da águalafabricio100% (2)
- Ufo Na AntartidaDocumento24 páginasUfo Na AntartidaGlaucco Ranniere100% (5)
- Plano de Disciplina Lingua Portuguesa e Literatura Brasileira PDFDocumento4 páginasPlano de Disciplina Lingua Portuguesa e Literatura Brasileira PDFluizascAinda não há avaliações
- A Autoria Do Evangelho de MateusDocumento9 páginasA Autoria Do Evangelho de MateusShis SilvaAinda não há avaliações
- Fatura-Recibo: OriginalDocumento1 páginaFatura-Recibo: Originalhassanabderrazaq695Ainda não há avaliações