Você também pode gostar
- CalculationsDocumento2 páginasCalculationsAliAliAinda não há avaliações
- Vibrotip Web PAM1Documento8 páginasVibrotip Web PAM1Bahtiar YudhistiraAinda não há avaliações
- 4 - HPN Sugar Monthly Review AprilDocumento2 páginas4 - HPN Sugar Monthly Review AprilBahtiar YudhistiraAinda não há avaliações
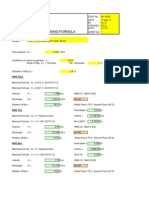
- Flow in Pipe - Manning FormulaDocumento1 páginaFlow in Pipe - Manning FormulaBahtiar YudhistiraAinda não há avaliações
- TN 7 VibxpertDocumento1 páginaTN 7 VibxpertBahtiar YudhistiraAinda não há avaliações
- Bolt CalculateDocumento6 páginasBolt CalculateBahtiar YudhistiraAinda não há avaliações
- Spot Check Your CarDocumento2 páginasSpot Check Your CarBahtiar YudhistiraAinda não há avaliações
- Pt. Corelab Indonesia: Oil Analysis ResultDocumento1 páginaPt. Corelab Indonesia: Oil Analysis ResultBahtiar Yudhistira100% (1)
- 11249-Ispat Indo-500 Mill Rolling Mill BDocumento1 página11249-Ispat Indo-500 Mill Rolling Mill BBahtiar YudhistiraAinda não há avaliações
- Troubleshooting Fluid CouplingDocumento2 páginasTroubleshooting Fluid CouplingBahtiar Yudhistira100% (3)
- Asset Management: Maintenance Management Implementation GuideDocumento11 páginasAsset Management: Maintenance Management Implementation GuideBahtiar YudhistiraAinda não há avaliações
- 07468-Ispatindo-Cellar 1 Rolling MillDocumento1 página07468-Ispatindo-Cellar 1 Rolling MillBahtiar YudhistiraAinda não há avaliações
- Mill Area Cooler Temperature 2009Documento12 páginasMill Area Cooler Temperature 2009Bahtiar YudhistiraAinda não há avaliações
- Regional SCH - Application Form 2012 - 120607 (FINAL)Documento4 páginasRegional SCH - Application Form 2012 - 120607 (FINAL)Bahtiar YudhistiraAinda não há avaliações
- Inspeksi Pipa BajaDocumento5 páginasInspeksi Pipa BajaBahtiar YudhistiraAinda não há avaliações
- Steam Systems I OutlineDocumento1 páginaSteam Systems I OutlineBahtiar YudhistiraAinda não há avaliações
- Chemical and Mech..Documento6 páginasChemical and Mech..Bahtiar YudhistiraAinda não há avaliações
- Mill ExtractionDocumento10 páginasMill ExtractionBahtiar Yudhistira100% (1)
- Total Personel Divisi Mill and BoilerDocumento3 páginasTotal Personel Divisi Mill and BoilerBahtiar YudhistiraAinda não há avaliações
- Hasil Inspeksi Air Breather Di Mill Area: Pt. Ispat IndoDocumento1 páginaHasil Inspeksi Air Breather Di Mill Area: Pt. Ispat IndoBahtiar YudhistiraAinda não há avaliações
- List 1abnormality in AprilDocumento4 páginasList 1abnormality in AprilBahtiar YudhistiraAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)