Você também pode gostar
- Non-Destructive Testing Methods ExplainedDocumento30 páginasNon-Destructive Testing Methods ExplainedRahul GajjeAinda não há avaliações
- Experiment 5 Material ScienceDocumento9 páginasExperiment 5 Material ScienceVinaasha Balakrishnan0% (1)
- Liquid Penetrant Testing PDFDocumento20 páginasLiquid Penetrant Testing PDFgueridiAinda não há avaliações
- Non-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentDocumento40 páginasNon-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentAniket DhoneAinda não há avaliações
- Liquid Penetrant Testing ExplainedDocumento20 páginasLiquid Penetrant Testing Explainedajayghosh3140Ainda não há avaliações
- Dye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)Documento9 páginasDye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)ISHITA ROY CHOUDHURYAinda não há avaliações
- Liquid Penetrant TestingDocumento20 páginasLiquid Penetrant TestingsanjibkrjanaAinda não há avaliações
- NDT Methods GuideDocumento12 páginasNDT Methods GuideSIVARAM PRASADAinda não há avaliações
- LPTDocumento22 páginasLPTPratik SalveAinda não há avaliações
- Module1 Testing and Flaw Detection of Materials and ComponentsDocumento12 páginasModule1 Testing and Flaw Detection of Materials and ComponentsHari GovindAinda não há avaliações
- 10 Non Destructive Testing PDFDocumento8 páginas10 Non Destructive Testing PDFGosaye DesalegnAinda não há avaliações
- TOM Unit 3 PDFDocumento20 páginasTOM Unit 3 PDFNikhil NagarajanAinda não há avaliações
- Government Polytechnic Junagadh: Liquid Penerant TestingtDocumento16 páginasGovernment Polytechnic Junagadh: Liquid Penerant TestingtArvind DedunAinda não há avaliações
- 2 2Documento11 páginas2 2RAJESH. RAinda não há avaliações
- Liquid Penetration Test Detects Surface DefectsDocumento12 páginasLiquid Penetration Test Detects Surface DefectsYuvaraj Maganathan100% (1)
- Liquid Penetrant Testing ExplainedDocumento6 páginasLiquid Penetrant Testing ExplainedVandan GundaleAinda não há avaliações
- Dye Penetrant InspDocumento5 páginasDye Penetrant InspVysakh VasudevanAinda não há avaliações
- Liquid Penetrant Testing ModuleDocumento59 páginasLiquid Penetrant Testing ModuleDITAAinda não há avaliações
- Non Destructive TestingDocumento7 páginasNon Destructive Testingk_mughalAinda não há avaliações
- Unit III Final NotesDocumento20 páginasUnit III Final NotesvizhideepaAinda não há avaliações
- Dye PenetrantDocumento17 páginasDye Penetrantsen_subhasis_58Ainda não há avaliações
- Dye Penetrant InspectionDocumento6 páginasDye Penetrant InspectionHabib ur RehmanAinda não há avaliações
- Penetrant RaportDocumento6 páginasPenetrant RaportMeritan BaballariAinda não há avaliações
- NDT Module 2Documento21 páginasNDT Module 2Sajeesh Saji100% (1)
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocumento5 páginasDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Dye Penetrant Lab ReportDocumento6 páginasDye Penetrant Lab Reportking kong80% (5)
- Non Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingDocumento118 páginasNon Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingV.Muthu KumarAinda não há avaliações
- Liquid Penetrant Testing GuideDocumento24 páginasLiquid Penetrant Testing GuideTaha KhanAinda não há avaliações
- Dye Penetrant Inspection GuideDocumento5 páginasDye Penetrant Inspection Guiderajasekar21Ainda não há avaliações
- LPT Study Material LatestDocumento33 páginasLPT Study Material Latestbeltranrommel100% (2)
- NDT Panetrent OnlineDocumento3 páginasNDT Panetrent OnlineZa HirAinda não há avaliações
- NDT Lecture NotesDocumento16 páginasNDT Lecture Notesupender100% (2)
- Dye Penetrant InspectionDocumento5 páginasDye Penetrant Inspectionrashm006ranjanAinda não há avaliações
- Penetrant Testing TechniquesDocumento3 páginasPenetrant Testing TechniquesSimranAhluwaliaAinda não há avaliações
- Non-Destructive TestingDocumento61 páginasNon-Destructive TestingRehan SharmaAinda não há avaliações
- Non - Destructive Testing: UNIT-5Documento26 páginasNon - Destructive Testing: UNIT-5Jones Jones Jr.Ainda não há avaliações
- Nondestructive Test MethodDocumento20 páginasNondestructive Test MethodjustinAinda não há avaliações
- Unit - 3-Non-Destructive Testing Overview of Nondestructive TestingDocumento70 páginasUnit - 3-Non-Destructive Testing Overview of Nondestructive TestingGopinathAinda não há avaliações
- PTDocumento217 páginasPTkhaled saadnehAinda não há avaliações
- Fluorescent Dye Lab ReportDocumento10 páginasFluorescent Dye Lab Reportkaushallyaa navindranAinda não há avaliações
- Nondestructive Testing (NDT)Documento14 páginasNondestructive Testing (NDT)Javeed A. KhanAinda não há avaliações
- Dye Penetrant InspectionDocumento2 páginasDye Penetrant InspectionsuparnaAinda não há avaliações
- PT 2Documento91 páginasPT 2safeer ahmadAinda não há avaliações
- Module 2 Surface Gears MethodsDocumento12 páginasModule 2 Surface Gears MethodsNAVEEN H V MEAinda não há avaliações
- Dye Penetrant InspectionDocumento15 páginasDye Penetrant InspectionUwaiz Qurni IIAinda não há avaliações
- DPTDocumento10 páginasDPTShabbir HassanAinda não há avaliações
- PT Theory FromDocumento75 páginasPT Theory FromYousef Adel HassanenAinda não há avaliações
- AC 43.13-1B Section 5 Penetrant InspectionDocumento8 páginasAC 43.13-1B Section 5 Penetrant Inspection320338100% (1)
- Penetrant TestDocumento9 páginasPenetrant TestAlex KomarudinAinda não há avaliações
- Non Destructive TestingDocumento20 páginasNon Destructive TestingCt Costales DangaranAinda não há avaliações
- Penetrant Testing NotesDocumento7 páginasPenetrant Testing NotesHarry FrankAinda não há avaliações
- Liquid Penetrant InspectionDocumento3 páginasLiquid Penetrant InspectionrenjisrsAinda não há avaliações
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&ANo EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&AAinda não há avaliações
- Rebound Hammer Test and Non Destructive Testing of ConcreteNo EverandRebound Hammer Test and Non Destructive Testing of ConcreteAinda não há avaliações
- Magnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryNo EverandMagnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryAinda não há avaliações
- Handbook of Solid Phase MicroextractionNo EverandHandbook of Solid Phase MicroextractionJanusz PawliszynNota: 5 de 5 estrelas5/5 (2)
- The Boundary Flux Handbook: A Comprehensive Database of Critical and Threshold Flux Values for Membrane PractitionersNo EverandThe Boundary Flux Handbook: A Comprehensive Database of Critical and Threshold Flux Values for Membrane PractitionersAinda não há avaliações
- Surface Analysis: The Principal TechniquesNo EverandSurface Analysis: The Principal TechniquesJohn C. VickermanAinda não há avaliações
- Cleanroom Technology: Fundamentals of Design, Testing and OperationNo EverandCleanroom Technology: Fundamentals of Design, Testing and OperationAinda não há avaliações
- Risk Analysis and Risk ManagementDocumento103 páginasRisk Analysis and Risk ManagementMiruna ClinciuAinda não há avaliações
- NDT Lecture08 2015Documento46 páginasNDT Lecture08 2015Miruna ClinciuAinda não há avaliações
- Incoterms FullDocumento130 páginasIncoterms FullMiruna ClinciuAinda não há avaliações
- List Subjects NDT Examination 2015Documento6 páginasList Subjects NDT Examination 2015Miruna ClinciuAinda não há avaliações
- Project No 02Documento6 páginasProject No 02Miruna ClinciuAinda não há avaliações
- NDT Lecture01 2015Documento39 páginasNDT Lecture01 2015Miruna Clinciu100% (1)
- List Subjects NDT Examination 2015Documento6 páginasList Subjects NDT Examination 2015Miruna ClinciuAinda não há avaliações
- NDT Lecture02 2015Documento67 páginasNDT Lecture02 2015Miruna ClinciuAinda não há avaliações
- List Subjects NDT Examination 2015Documento6 páginasList Subjects NDT Examination 2015Miruna ClinciuAinda não há avaliações
- Non-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Documento89 páginasNon-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Miruna ClinciuAinda não há avaliações
- NDT Lecture06 2015Documento51 páginasNDT Lecture06 2015Miruna Clinciu100% (2)
- NDT Laboratory No01Documento5 páginasNDT Laboratory No01Miruna ClinciuAinda não há avaliações
- LECTURE No.8 Pipe Laying Vessels: Fig.1. Types of Pipe Lay Vessel Submarine PipelinesDocumento14 páginasLECTURE No.8 Pipe Laying Vessels: Fig.1. Types of Pipe Lay Vessel Submarine PipelinesMiruna Clinciu100% (1)
- Non-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Documento89 páginasNon-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Miruna ClinciuAinda não há avaliações
- NDT Lecture12 2015Documento61 páginasNDT Lecture12 2015Miruna ClinciuAinda não há avaliações
- Project No 02Documento6 páginasProject No 02Miruna ClinciuAinda não há avaliações
- NDT Lecture08 2015Documento46 páginasNDT Lecture08 2015Miruna ClinciuAinda não há avaliações
- NDT Laboratory No01Documento5 páginasNDT Laboratory No01Miruna ClinciuAinda não há avaliações
- NDT Lecture02 2015Documento67 páginasNDT Lecture02 2015Miruna ClinciuAinda não há avaliações
- NDT Laboratory No04 New USM36Documento5 páginasNDT Laboratory No04 New USM36Miruna ClinciuAinda não há avaliações
- LECTURE No.6: Anchor Handlers or Anchor Handling Vessels (AHV) Is Very Powerful Ships ThatDocumento12 páginasLECTURE No.6: Anchor Handlers or Anchor Handling Vessels (AHV) Is Very Powerful Ships ThatMiruna ClinciuAinda não há avaliações
- LECTURE No.2: Research Vessel - What Are They?Documento9 páginasLECTURE No.2: Research Vessel - What Are They?Miruna ClinciuAinda não há avaliações
- Lecture No 5Documento15 páginasLecture No 5Miruna ClinciuAinda não há avaliações
- Maritime University of Constanţa: Naval Electromechanics Marine Engineering and NavigationDocumento7 páginasMaritime University of Constanţa: Naval Electromechanics Marine Engineering and NavigationMiruna ClinciuAinda não há avaliações
- Maritime University of Constanţa: Naval Electromechanics Marine Engineering and NavigationDocumento7 páginasMaritime University of Constanţa: Naval Electromechanics Marine Engineering and NavigationMiruna ClinciuAinda não há avaliações
- LECTURE No.7: Tugs (Or Tug Boats) Are Vessels Designed For Maneuvring Other Vessels or Floating UnitsDocumento17 páginasLECTURE No.7: Tugs (Or Tug Boats) Are Vessels Designed For Maneuvring Other Vessels or Floating UnitsMiruna Clinciu100% (1)
- Antreprenoriat in Transport MaritimDocumento6 páginasAntreprenoriat in Transport MaritimMiruna ClinciuAinda não há avaliações
- ATOM-N 2016 - Step-By-Step Abstract Submission InstructionsDocumento7 páginasATOM-N 2016 - Step-By-Step Abstract Submission InstructionsMiruna ClinciuAinda não há avaliações
- Advantages and DisAdvantages of Cored ElectrodeDocumento7 páginasAdvantages and DisAdvantages of Cored ElectrodeFolarin AyodejiAinda não há avaliações
- Troubleshooting Aluminum Anodizing: Part II: Cleaning, Rinsing, Etching, D Es Mu Ttin GDocumento4 páginasTroubleshooting Aluminum Anodizing: Part II: Cleaning, Rinsing, Etching, D Es Mu Ttin Gzenotv2Ainda não há avaliações
- Alberdingk - Peelable Coatings PDFDocumento14 páginasAlberdingk - Peelable Coatings PDFMauro Di FraiaAinda não há avaliações
- Pre Dispatch ChecklistDocumento2 páginasPre Dispatch ChecklistBhawna100% (1)
- Weld DecayDocumento1 páginaWeld DecayGawan SagoroAinda não há avaliações
- D11.2-89 R2006 PVDocumento8 páginasD11.2-89 R2006 PVluisma1220Ainda não há avaliações
- Advances in Boiler Tube Cladding TechnologyDocumento6 páginasAdvances in Boiler Tube Cladding Technologyavm4343Ainda não há avaliações
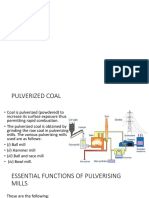
- Pulverized CoalDocumento13 páginasPulverized CoalKeioleAinda não há avaliações
- Liquid Penetrant Examination ProcedureDocumento15 páginasLiquid Penetrant Examination ProcedureANH TAI MAI100% (1)
- PirometallurgyDocumento14 páginasPirometallurgyagryAinda não há avaliações
- Practical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)Documento64 páginasPractical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)sanketAinda não há avaliações
- KAPW-1 150mm powder coated cutting planDocumento4 páginasKAPW-1 150mm powder coated cutting planVarunn VelAinda não há avaliações
- John Benjamin - Izhmash Barrel Replacement RevisionDocumento6 páginasJohn Benjamin - Izhmash Barrel Replacement RevisionThinkOfTheChillunsAinda não há avaliações
- Adv Fire Fighting (Exam) 1Documento5 páginasAdv Fire Fighting (Exam) 1Kristijan PolicAinda não há avaliações
- Plaster of Paris CDocumento11 páginasPlaster of Paris CSyed Muzamil AhmedAinda não há avaliações
- ZERUST ICT VCICrepeKraftPaper Info RevB1Documento2 páginasZERUST ICT VCICrepeKraftPaper Info RevB1Didit AndiatmokoAinda não há avaliações
- Optical BrightnersDocumento4 páginasOptical Brightnerseaglator100% (1)
- High Solids Epoxy Zinc Rich Primer for Corrosion ProtectionDocumento2 páginasHigh Solids Epoxy Zinc Rich Primer for Corrosion ProtectionmuthukumarAinda não há avaliações
- Carbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler MaterialDocumento6 páginasCarbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler Materialvipin100% (1)
- PART1Documento8 páginasPART1jayAinda não há avaliações
- Laser Cladding Technology GuideDocumento2 páginasLaser Cladding Technology GuideLe Duy TuanAinda não há avaliações
- Applications & Processing of Metal AlloysDocumento17 páginasApplications & Processing of Metal AlloysSohaibAinda não há avaliações
- InstitutesDocumento1 páginaInstitutesSHUVO MONDALAinda não há avaliações
- Kinetics Notes PDFDocumento3 páginasKinetics Notes PDFAlwyn Dave AmbataliAinda não há avaliações
- Iso 9227Documento13 páginasIso 9227Raj Kumar100% (6)
- Aucox Philippines CatalogueDocumento29 páginasAucox Philippines CatalogueMary FelicianoAinda não há avaliações
- Evonik Industries Comfort & Insulation Rigid Foam Additives: Martin Glos PU India 2014Documento17 páginasEvonik Industries Comfort & Insulation Rigid Foam Additives: Martin Glos PU India 2014Rajesh BadheAinda não há avaliações
- EME - Unit 3Documento145 páginasEME - Unit 3ROHITH KUMAR KAinda não há avaliações
- Visual Welding Inspector Course TopicsDocumento40 páginasVisual Welding Inspector Course TopicsJohn Dare100% (2)
- Flexible Conduit 2019Documento8 páginasFlexible Conduit 2019Omair FarooqAinda não há avaliações