Você também pode gostar
- Trait-Modified Oils in FoodsNo EverandTrait-Modified Oils in FoodsFrank T. OrthoeferAinda não há avaliações
- Ooking IL: Group 2Documento21 páginasOoking IL: Group 2Hee Mun MunAinda não há avaliações
- 1 - OverviewDocumento61 páginas1 - Overviewalexia183Ainda não há avaliações
- Oilref-Soybean Oil RefiningDocumento37 páginasOilref-Soybean Oil RefiningirfanAinda não há avaliações
- Pavel Šimác Ek, David Kubic Ka, Gustav Šebor, Milan PospíšilDocumento5 páginasPavel Šimác Ek, David Kubic Ka, Gustav Šebor, Milan Pospíšilscorpion2001glaAinda não há avaliações
- Enzymes in OilDocumento49 páginasEnzymes in OilsudhirkromAinda não há avaliações
- CPT4Documento5 páginasCPT4daddarioalexander01Ainda não há avaliações
- CIE MechanismDocumento6 páginasCIE MechanismEvan KeeAinda não há avaliações
- Biodiesel Feed Stock, Production TechnologyDocumento27 páginasBiodiesel Feed Stock, Production Technologyboyongo313100% (1)
- Biodiesel Production Techniques PDFDocumento4 páginasBiodiesel Production Techniques PDFatomixmanAinda não há avaliações
- Formation of Trans PolyalkenoicDocumento2 páginasFormation of Trans PolyalkenoicelcyionstarAinda não há avaliações
- Tratamento GLPDocumento30 páginasTratamento GLPEverton CollingAinda não há avaliações
- Biodiesel Business PlanDocumento6 páginasBiodiesel Business Planarihant jainAinda não há avaliações
- Vacuum Residue PDFDocumento17 páginasVacuum Residue PDFMarcos MaldonadoAinda não há avaliações
- Petroleum Naphtha - Wikipedia PDFDocumento4 páginasPetroleum Naphtha - Wikipedia PDFSauptik DattaAinda não há avaliações
- CoProcessing of HEFA Feedstocks With Petroleum Hydrocarbons For Jet Production June192015Documento26 páginasCoProcessing of HEFA Feedstocks With Petroleum Hydrocarbons For Jet Production June192015OumorsyAinda não há avaliações
- Petrotech 2009 Paper1Documento7 páginasPetrotech 2009 Paper1rvsingh100% (1)
- CATORCE Fats, OilsandWaxesDocumento11 páginasCATORCE Fats, OilsandWaxesJaymee DelfinadoAinda não há avaliações
- Oils and Fats GlossaryDocumento19 páginasOils and Fats GlossaryThais Soraluz HidalgoAinda não há avaliações
- Kiến Thức Hóa DầuDocumento364 páginasKiến Thức Hóa DầuTu LaiAinda não há avaliações
- Hydrogenation: Processing Technologies: Walter E. Farr & Associates Olive Branch, MississippiDocumento12 páginasHydrogenation: Processing Technologies: Walter E. Farr & Associates Olive Branch, MississippiHamid Vahedi LarijaniAinda não há avaliações
- Bio-Diesel Production Using Heterogeneous Catalyst: XIII Refinery Technology Meet (RTM)Documento21 páginasBio-Diesel Production Using Heterogeneous Catalyst: XIII Refinery Technology Meet (RTM)akgupta1946Ainda não há avaliações
- Introduction To RefineryDocumento6 páginasIntroduction To RefinerydyarAinda não há avaliações
- Alkyd Resin 2Documento5 páginasAlkyd Resin 2Pace AjjaAinda não há avaliações
- Palm OilDocumento39 páginasPalm OildaabgchiAinda não há avaliações
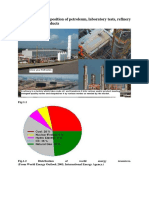
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsDocumento17 páginasIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaAinda não há avaliações
- التقريرDocumento15 páginasالتقريرياسر سليمانAinda não há avaliações
- 1Documento10 páginas1Putri Defriska SiagianAinda não há avaliações
- 7 High Quality Base Oil Production Via The HyLube TM Process - UOPDocumento13 páginas7 High Quality Base Oil Production Via The HyLube TM Process - UOPxinghustAinda não há avaliações
- Capitulo 5 UCHUKDocumento21 páginasCapitulo 5 UCHUKJorge ZegarraAinda não há avaliações
- Jurnal LIP 2Documento4 páginasJurnal LIP 2Rozan AjahAinda não há avaliações
- Biodiesel Feed Stock, Production TechnologyDocumento27 páginasBiodiesel Feed Stock, Production TechnologySaswata PradhanAinda não há avaliações
- Biolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationDocumento6 páginasBiolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationLeonardo IndraAinda não há avaliações
- Hydrocarbon Processing Refining Processing 2004Documento293 páginasHydrocarbon Processing Refining Processing 2004Anonymous I29NP3c100% (1)
- Renewable Energy: S. Chongkhong, C. Tongurai, P. ChetpattananondhDocumento5 páginasRenewable Energy: S. Chongkhong, C. Tongurai, P. ChetpattananondhIsma AzraAinda não há avaliações
- Palmoil GreseDocumento6 páginasPalmoil Gresedungk51cnmtAinda não há avaliações
- Selection of Processing Steps, Catalyst and Downstream Process IntegrationDocumento4 páginasSelection of Processing Steps, Catalyst and Downstream Process IntegrationAmr El SaeedAinda não há avaliações
- 002 Lecture OverView Refinery Lecture B W 002Documento87 páginas002 Lecture OverView Refinery Lecture B W 002Hassan ShahidAinda não há avaliações
- Fatty AcidsDocumento3 páginasFatty AcidsartemicAinda não há avaliações
- Kaleesuwari - Palani - Project Report 2018Documento62 páginasKaleesuwari - Palani - Project Report 2018Raja' s100% (1)
- Andrea BernardiniDocumento37 páginasAndrea BernardiniNovan NugrahaAinda não há avaliações
- Sunflower OilDocumento10 páginasSunflower OiltnsamAinda não há avaliações
- Lube Assist Technical InformationDocumento5 páginasLube Assist Technical InformationsergeiivanAinda não há avaliações
- International Journal of Chemtech Research: Prajakt S Charhate, Madhura Bhalerao, Vijay Y KaradbhajneDocumento9 páginasInternational Journal of Chemtech Research: Prajakt S Charhate, Madhura Bhalerao, Vijay Y KaradbhajneNo NameAinda não há avaliações
- Petroleum Refining Crude Oil Refining Processes PDFDocumento6 páginasPetroleum Refining Crude Oil Refining Processes PDFJAPAN NANAVATI0% (1)
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocumento4 páginasNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarAinda não há avaliações
- Petroleum RefiningDocumento22 páginasPetroleum RefiningNoor Taha ALkarbalaiAinda não há avaliações
- Classification of Crude OilDocumento6 páginasClassification of Crude OilSultana AlmansooriAinda não há avaliações
- Introduction To Chemical Refining - Oil Palm Knowledge BaseDocumento3 páginasIntroduction To Chemical Refining - Oil Palm Knowledge Basenoel.manroeAinda não há avaliações
- Teknologi Minyak Dan Lemak: Classified - Internal Use OnlyDocumento40 páginasTeknologi Minyak Dan Lemak: Classified - Internal Use OnlyMatthew BoyerAinda não há avaliações
- Alkylation, Isomerisation and PolymerisationDocumento9 páginasAlkylation, Isomerisation and Polymerisationapi-256504985Ainda não há avaliações
- Chemistry and Technology of PetroleumDocumento83 páginasChemistry and Technology of PetroleumManish TiwariAinda não há avaliações
- Basic Principles of Petroleum 5Documento6 páginasBasic Principles of Petroleum 5Sunil GoriahAinda não há avaliações
- Refining of Used Lube OilDocumento89 páginasRefining of Used Lube OilAadarsh MouryaAinda não há avaliações
- Purpose: To Separate The Substance in Crude Oil With Lower and Higher Boiling Point. MethodDocumento7 páginasPurpose: To Separate The Substance in Crude Oil With Lower and Higher Boiling Point. MethodHafiz ImranAinda não há avaliações
- Poeb128 AndrewDocumento7 páginasPoeb128 AndrewcarlosAinda não há avaliações
- Fundamentals of Refining and Petrochemicals ProcessesDocumento263 páginasFundamentals of Refining and Petrochemicals ProcessesneocentricgeniusAinda não há avaliações
- Top Edible Oil ProductionDocumento16 páginasTop Edible Oil Productionabelteshale2244Ainda não há avaliações
- Purifine 1Documento3 páginasPurifine 1ricm152Ainda não há avaliações
- DistillationDocumento25 páginasDistillationMohammadAslam100% (1)
- 117 Excerpts 2004Documento7 páginas117 Excerpts 2004Anonymous DJrec2Ainda não há avaliações
- Circulating Fluidized Bed Boiler Development Situation and ProspectsDocumento4 páginasCirculating Fluidized Bed Boiler Development Situation and ProspectsAnonymous DJrec2Ainda não há avaliações
- BEM Code of Ethics - Ir. Yim Hon WaDocumento53 páginasBEM Code of Ethics - Ir. Yim Hon WaAnonymous DJrec2Ainda não há avaliações
- External Friction Angle On The Geotechnical Information WebsiteDocumento2 páginasExternal Friction Angle On The Geotechnical Information WebsiteAnonymous DJrec2100% (1)
- BEM Code of EthicsDocumento11 páginasBEM Code of EthicsAbdul Hakim AbdullahAinda não há avaliações
- Industrial LowbayDocumento8 páginasIndustrial LowbayAnonymous DJrec2Ainda não há avaliações
- Dry-Type Transformers: Codes and Standards Enhancement (CASE) StudyDocumento22 páginasDry-Type Transformers: Codes and Standards Enhancement (CASE) StudyAnonymous DJrec2Ainda não há avaliações
- Third Quarter 2016 Investment Outlook: Asset Class SectorDocumento6 páginasThird Quarter 2016 Investment Outlook: Asset Class SectorAnonymous DJrec2Ainda não há avaliações
- Sportage SL Pen-010112 PDFDocumento1 páginaSportage SL Pen-010112 PDFAnonymous DJrec2Ainda não há avaliações
- Power Amps Efficiency PFDocumento5 páginasPower Amps Efficiency PFAnonymous DJrec2Ainda não há avaliações
- Vol3 No2 Art1Documento13 páginasVol3 No2 Art1Hariadi IrwansyahAinda não há avaliações
- CiMB Research Report On REITDocumento6 páginasCiMB Research Report On REITAnonymous DJrec2Ainda não há avaliações
- Zoning Plan Model1Documento1 páginaZoning Plan Model1Anonymous DJrec2Ainda não há avaliações
- DoomsdayDocumento29 páginasDoomsdayAsmita RoyAinda não há avaliações
- Annie Ovenden Exibition 2017Documento19 páginasAnnie Ovenden Exibition 2017Vitaliy ChuenkoAinda não há avaliações
- Boundary ScanDocumento61 páginasBoundary ScanGéza HorváthAinda não há avaliações
- DLP Physical Science Week1Documento2 páginasDLP Physical Science Week1gizellen galvezAinda não há avaliações
- Introduction To Kalman FilterDocumento4 páginasIntroduction To Kalman FilterArghya MukherjeeAinda não há avaliações
- Strange Christmas TraditionsDocumento2 páginasStrange Christmas TraditionsZsofia ZsofiaAinda não há avaliações
- 4MA0 4H MSC 20140306Documento14 páginas4MA0 4H MSC 20140306HaiqaPervezAinda não há avaliações
- BCSL 058 Previous Year Question Papers by IgnouassignmentguruDocumento45 páginasBCSL 058 Previous Year Question Papers by IgnouassignmentguruSHIKHA JAINAinda não há avaliações
- Cho Gsas - Harvard 0084L 11462Documento503 páginasCho Gsas - Harvard 0084L 11462Claudemiro costaAinda não há avaliações
- PT4115EDocumento18 páginasPT4115Edragom2Ainda não há avaliações
- Commercial Kitchen Fire InvestigationsDocumento6 páginasCommercial Kitchen Fire InvestigationsBen ConnonAinda não há avaliações
- Worksheet - Labeling Waves: NameDocumento2 páginasWorksheet - Labeling Waves: NameNubar MammadovaAinda não há avaliações
- The Royal Commonwealth Society of Malaysia: Function MenuDocumento3 páginasThe Royal Commonwealth Society of Malaysia: Function MenuMynak KrishnaAinda não há avaliações
- Chapter 01Documento16 páginasChapter 01deepak_baidAinda não há avaliações
- Ae 2 PerformanceDocumento4 páginasAe 2 PerformanceankitAinda não há avaliações
- DEAD STARS by Paz Marquez BenitezDocumento17 páginasDEAD STARS by Paz Marquez BenitezArmiethazen Khea Page PalarcaAinda não há avaliações
- Accessories 162-USDocumento20 páginasAccessories 162-USعايد التعزيAinda não há avaliações
- Syllabus (402050B) Finite Element Analysis (Elective IV)Documento3 páginasSyllabus (402050B) Finite Element Analysis (Elective IV)shekhusatavAinda não há avaliações
- NDT Matrix 12-99-90-1710 - Rev.2 PDFDocumento2 páginasNDT Matrix 12-99-90-1710 - Rev.2 PDFEPC NCCAinda não há avaliações
- Library: Astrology and WisdomDocumento13 páginasLibrary: Astrology and Wisdomalimuhammedkhan2115Ainda não há avaliações
- List ToolingDocumento10 páginasList Toolingyohanes adi saputroAinda não há avaliações
- Unit 3 InfiltrationDocumento5 páginasUnit 3 InfiltrationHRIDYA MGAinda não há avaliações
- Classical Feedback Control With MATLAB - Boris J. Lurie and Paul J. EnrightDocumento477 páginasClassical Feedback Control With MATLAB - Boris J. Lurie and Paul J. Enrightffranquiz100% (2)
- Developing Agility and Quickness (Etc.) (Z-Library) - 66Documento2 páginasDeveloping Agility and Quickness (Etc.) (Z-Library) - 66guypetro6Ainda não há avaliações
- PositioningDocumento2 páginasPositioningKishan AndureAinda não há avaliações
- Editor: Lalsangliana Jt. Ed.: H.Documento4 páginasEditor: Lalsangliana Jt. Ed.: H.bawihpuiapaAinda não há avaliações
- Osce05ans 110918053819 Phpapp01Documento20 páginasOsce05ans 110918053819 Phpapp01masood alamAinda não há avaliações
- 2019 - High Levels of Polypharmacy in RheumatoidDocumento7 páginas2019 - High Levels of Polypharmacy in RheumatoidGustavo ResendeAinda não há avaliações
- Rezhna Hassan FarajDocumento2 páginasRezhna Hassan FarajchristoptAinda não há avaliações
- The End of Craving: Recovering the Lost Wisdom of Eating WellNo EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellNota: 4.5 de 5 estrelas4.5/5 (83)
- The Fabric of Civilization: How Textiles Made the WorldNo EverandThe Fabric of Civilization: How Textiles Made the WorldNota: 4.5 de 5 estrelas4.5/5 (58)
- The Future of Geography: How the Competition in Space Will Change Our WorldNo EverandThe Future of Geography: How the Competition in Space Will Change Our WorldNota: 4 de 5 estrelas4/5 (6)
- Hero Found: The Greatest POW Escape of the Vietnam WarNo EverandHero Found: The Greatest POW Escape of the Vietnam WarNota: 4 de 5 estrelas4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonNo EverandSully: The Untold Story Behind the Miracle on the HudsonNota: 4 de 5 estrelas4/5 (103)
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachNo EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachNota: 3.5 de 5 estrelas3.5/5 (6)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestNo EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestNota: 4 de 5 estrelas4/5 (28)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterNo EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterAinda não há avaliações
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerNo EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerNota: 4.5 de 5 estrelas4.5/5 (54)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureNo EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureNota: 5 de 5 estrelas5/5 (125)
- System Error: Where Big Tech Went Wrong and How We Can RebootNo EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootAinda não há avaliações
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyAinda não há avaliações
- Pale Blue Dot: A Vision of the Human Future in SpaceNo EverandPale Blue Dot: A Vision of the Human Future in SpaceNota: 4.5 de 5 estrelas4.5/5 (588)
- Highest Duty: My Search for What Really MattersNo EverandHighest Duty: My Search for What Really MattersAinda não há avaliações
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaAinda não há avaliações
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindAinda não há avaliações
- Four Battlegrounds: Power in the Age of Artificial IntelligenceNo EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceNota: 5 de 5 estrelas5/5 (5)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreNo EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreNota: 4.5 de 5 estrelas4.5/5 (33)
- Process Plant Equipment: Operation, Control, and ReliabilityNo EverandProcess Plant Equipment: Operation, Control, and ReliabilityNota: 5 de 5 estrelas5/5 (1)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationNo EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationNota: 4.5 de 5 estrelas4.5/5 (46)
- This Is What It Sounds Like: What the Music You Love Says About YouNo EverandThis Is What It Sounds Like: What the Music You Love Says About YouNota: 4 de 5 estrelas4/5 (33)
- Fallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldNo EverandFallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldNota: 4.5 de 5 estrelas4.5/5 (82)
- From Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeNo EverandFrom Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeNota: 4 de 5 estrelas4/5 (2)