Você também pode gostar
- Manual FresadoraDocumento110 páginasManual Fresadorajuan carlos delgado67% (3)
- Procedimientos de Mecanizado IndustrialDocumento47 páginasProcedimientos de Mecanizado IndustrialRodrigo VelásquezAinda não há avaliações
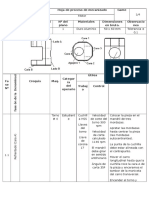
- Hoja de Procesos RoscaDocumento5 páginasHoja de Procesos RoscaVyco Crow CrawAinda não há avaliações
- Cilindrado InteriorDocumento2 páginasCilindrado InteriorAntonio Villa VillaAinda não há avaliações
- Operaciones Basicas Del TornoDocumento4 páginasOperaciones Basicas Del TornoKevin Mejia SeminarioAinda não há avaliações
- Apuntes MecanizadoDocumento7 páginasApuntes MecanizadodxdAinda não há avaliações
- Test RoscasDocumento1 páginaTest Roscaschechu0% (1)
- Ejercicio Hoja Proceso TornoDocumento2 páginasEjercicio Hoja Proceso TornoChichojefe PmcAinda não há avaliações
- Engranaje RectoDocumento2 páginasEngranaje Rectosmith1996Ainda não há avaliações
- Carpeta de FresadoraDocumento21 páginasCarpeta de FresadoraMartin CastroAinda não há avaliações
- Fuerzas en Procesos de TorneadoDocumento13 páginasFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Mecanica Industrial - Tornado de Piezas y Conjuntos MecanicosDocumento84 páginasMecanica Industrial - Tornado de Piezas y Conjuntos MecanicosAlex LoaizaAinda não há avaliações
- Tema 4 Accesorios Del TornoDocumento33 páginasTema 4 Accesorios Del TornoYilmar Guillen ChaconAinda não há avaliações
- TORNERIADocumento9 páginasTORNERIAJimmy CalizayaAinda não há avaliações
- Guia de Teoria Del Corte y Metales para Las Herramientas de CorteDocumento12 páginasGuia de Teoria Del Corte y Metales para Las Herramientas de Cortekekajudi100% (3)
- 1conceptos de Operaciones Basicas y Complementarias de Un TornoDocumento9 páginas1conceptos de Operaciones Basicas y Complementarias de Un TornoLorenzo QuintanaAinda não há avaliações
- Rectificadora PlanaDocumento22 páginasRectificadora PlanaJOSE DALTON50% (2)
- Fichas TecnicasDocumento4 páginasFichas TecnicasjoseAinda não há avaliações
- Tema 39 FresadoraDocumento13 páginasTema 39 Fresadorargargom844Ainda não há avaliações
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAinda não há avaliações
- Guía I - ConididadDocumento7 páginasGuía I - ConididadIsaias Guevara100% (1)
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocumento1 páginaPF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcAinda não há avaliações
- Herramientas para TornearDocumento47 páginasHerramientas para TornearTaller Metal-Mecanica Leo70% (10)
- El Manejo Da La LimadoraDocumento4 páginasEl Manejo Da La LimadoraAntónio FrançaAinda não há avaliações
- TorneriaDocumento5 páginasTorneriadolardgustavo9467Ainda não há avaliações
- Hoja de ProcesosDocumento4 páginasHoja de ProcesosCristian LudeñaAinda não há avaliações
- RoscasDocumento42 páginasRoscasJesús Martín BlancoAinda não há avaliações
- Limadora V2Documento25 páginasLimadora V2María Fernanda Zapata Gonnella100% (1)
- Tecnicas de MantenimientoDocumento41 páginasTecnicas de MantenimientoDavid BlancosAinda não há avaliações
- Copia de Amef de Fresadora Kondia Fv-1Documento43 páginasCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoAinda não há avaliações
- Planos Matrices++Documento41 páginasPlanos Matrices++Suli ZgzAinda não há avaliações
- Practicas de MecanizadoDocumento2 páginasPracticas de MecanizadotallerbenitoballesterosAinda não há avaliações
- (2 Ejercicios de Taller)Documento16 páginas(2 Ejercicios de Taller)Instructor Nelson Diaz100% (1)
- El Plato DivisorDocumento30 páginasEl Plato DivisorMrlozanoAinda não há avaliações
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFDocumento22 páginasAjuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFMayumi CastilloAinda não há avaliações
- Limadora MecánicaDocumento7 páginasLimadora MecánicaEliasAinda não há avaliações
- Resumen FMEM50 Tornero FresadorDocumento3 páginasResumen FMEM50 Tornero FresadorAntonio Romero CaleroAinda não há avaliações
- Apuntes de Procesos de Mecanizado ManualDocumento32 páginasApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezAinda não há avaliações
- Estudio de La Pieza en BrutoDocumento11 páginasEstudio de La Pieza en BrutoAngel Moreno Paico100% (1)
- Mecanizado Por Arranque de VirutaDocumento12 páginasMecanizado Por Arranque de VirutaAngel TelloAinda não há avaliações
- DIVISION DIFERENCIAL Mecanica 3 PDFDocumento22 páginasDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaAinda não há avaliações
- Mecanizado Por Arranque de VirutaDocumento10 páginasMecanizado Por Arranque de VirutaJhonatan BernoAinda não há avaliações
- Velocidad de Corte y AvanceDocumento13 páginasVelocidad de Corte y AvanceSantiago FloresAinda não há avaliações
- Índice Temario MecanizadoDocumento6 páginasÍndice Temario MecanizadoTANKER1982Ainda não há avaliações
- MMAD 201810 Mec Mantto IV-BDocumento23 páginasMMAD 201810 Mec Mantto IV-BNiel Gandhi Huaman100% (1)
- Fresado 2 (Engranajes)Documento53 páginasFresado 2 (Engranajes)Naula WashingtonAinda não há avaliações
- Conjuntos Mecanicos - PresentacionDocumento18 páginasConjuntos Mecanicos - PresentacionBayron Salinas MuñozAinda não há avaliações
- Cepillo PDFDocumento43 páginasCepillo PDFDulceCatúnGuevaraAinda não há avaliações
- Trabajo Sobre La FresadoraDocumento19 páginasTrabajo Sobre La FresadoraCarmen Castilla OrozcoAinda não há avaliações
- Presentacion Tesis TornoDocumento42 páginasPresentacion Tesis TornoIgor RodriguezAinda não há avaliações
- Programacion y Control Basico de Un Taller de SoldaduraDocumento10 páginasProgramacion y Control Basico de Un Taller de SoldaduraDarkzito GTAinda não há avaliações
- Formato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXDocumento62 páginasFormato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXJosue Calderón JuarezAinda não há avaliações
- Cinematica Limadora.Documento14 páginasCinematica Limadora.Stalin PintoAinda não há avaliações
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Tipos de LimadoraDocumento8 páginasTipos de Limadoraalejo1212Ainda não há avaliações
- LimadoraDocumento40 páginasLimadoraAnibal Ømar Montiel QuispeAinda não há avaliações
- Limadora ManualDocumento52 páginasLimadora Manualsergio100% (1)
- Tema 6 Limadora - Cepilladora - MortajadoraDocumento42 páginasTema 6 Limadora - Cepilladora - MortajadoraMarco Mussin VigoAinda não há avaliações
- Investigacion LimadoraDocumento7 páginasInvestigacion Limadora'Kevin 'DiazAinda não há avaliações
- Rectificadora 1Documento7 páginasRectificadora 1Luis VarasAinda não há avaliações
- Plan Estrategico Ep-Ema (Jaya-Vargas)Documento14 páginasPlan Estrategico Ep-Ema (Jaya-Vargas)Edisson VargasAinda não há avaliações
- Deber Capitulo 03Documento71 páginasDeber Capitulo 03Edisson Vargas100% (1)
- Ejercicios Promodel Capítulo 2Documento50 páginasEjercicios Promodel Capítulo 2Edisson Vargas100% (3)
- Plan Estrategico Ep-Ema (Jaya-Vargas)Documento14 páginasPlan Estrategico Ep-Ema (Jaya-Vargas)Edisson VargasAinda não há avaliações
- Convenios Internacionales Protección Del Medio AmbienteDocumento24 páginasConvenios Internacionales Protección Del Medio AmbienteEdisson VargasAinda não há avaliações
- Ejercicios Principios Básicos de La Simulación (Promodel 2da Edición)Documento32 páginasEjercicios Principios Básicos de La Simulación (Promodel 2da Edición)Edisson Vargas80% (5)
- DIACDocumento15 páginasDIACEdisson Vargas100% (1)
- Estudio de Impacto Ambiental Fábrica de Inyección de Plástico PDFDocumento44 páginasEstudio de Impacto Ambiental Fábrica de Inyección de Plástico PDFEdisson VargasAinda não há avaliações
- SUIADocumento2 páginasSUIAEdisson VargasAinda não há avaliações
- MerchandisingDocumento9 páginasMerchandisingEdisson Vargas100% (1)
- Transistor IgbtDocumento16 páginasTransistor IgbtEdisson VargasAinda não há avaliações
- CADCAMDocumento26 páginasCADCAMEdisson VargasAinda não há avaliações
- Paper Ingeniería de MetodosDocumento9 páginasPaper Ingeniería de MetodosEdisson VargasAinda não há avaliações
- Parcial - Escenario 4Documento6 páginasParcial - Escenario 4gilrodyAinda não há avaliações
- Tarea Virtual 6Documento8 páginasTarea Virtual 6Estudiantes Ricardo Rodríguez S.Ainda não há avaliações
- Casas de Cambio PDFDocumento10 páginasCasas de Cambio PDFAnet Estefani Nieto JimenezAinda não há avaliações
- Perfil-Patzi Marquez LuciaDocumento22 páginasPerfil-Patzi Marquez LuciaMr. SalchichaAinda não há avaliações
- Calama Prescripcion HectorDocumento5 páginasCalama Prescripcion Hectorricardo alberto sotomayor chaconAinda não há avaliações
- Programadores Electrónicos y Plaquetas, de Recambio Directo para Lavarropas DomésticosDocumento62 páginasProgramadores Electrónicos y Plaquetas, de Recambio Directo para Lavarropas DomésticosPablo Noseda100% (2)
- Finanzas IDocumento7 páginasFinanzas Ijannet velazco apazaAinda não há avaliações
- Actividad 3 - Revisoria FiscalDocumento6 páginasActividad 3 - Revisoria FiscalCLAUDIA MARCELA SANCHEZ NIETOAinda não há avaliações
- Foro Tematico Del Curso - FR1Documento3 páginasForo Tematico Del Curso - FR1edward jimenezAinda não há avaliações
- Interesado Fecha: ConsiderandoDocumento3 páginasInteresado Fecha: ConsiderandoYann gustavo Coaguila ArenasAinda não há avaliações
- Solución AAA5-EV1 Validacion de Tecnicas de Miracion y Herramientas ETCLDocumento13 páginasSolución AAA5-EV1 Validacion de Tecnicas de Miracion y Herramientas ETCLJosé Ramón Valencia QuinteroAinda não há avaliações
- Recomendaciones Continuidad Atencion Ambulatoria Salud MentalDocumento2 páginasRecomendaciones Continuidad Atencion Ambulatoria Salud MentaleleonorakoningAinda não há avaliações
- Linea de TiempoDocumento2 páginasLinea de TiempoHeykel Hernandez50% (2)
- Ficha Caracterización PlantillaDocumento3 páginasFicha Caracterización PlantillaLaura LondoñoAinda não há avaliações
- Foro 2Documento2 páginasForo 2florencia florenciaAinda não há avaliações
- Opinion Legal 840Documento22 páginasOpinion Legal 840Alvaro VillanuevaAinda não há avaliações
- Tarea 2 Analisis de Los Articulos 127 y 141 de La Constituci N de La Rep Blica de Honduras CristeDocumento2 páginasTarea 2 Analisis de Los Articulos 127 y 141 de La Constituci N de La Rep Blica de Honduras CristePABLO GREGORIO DISCUA CHINCHILLAAinda não há avaliações
- Flujos RuthhDocumento32 páginasFlujos RuthhBerf Ra FloAinda não há avaliações
- Estudio de Remuneración CA Michael Page - Ebook - 3Documento23 páginasEstudio de Remuneración CA Michael Page - Ebook - 3Lorena EspañaAinda não há avaliações
- Informe Anual Acuerdo 835 2023 (Junio 8 2023)Documento21 páginasInforme Anual Acuerdo 835 2023 (Junio 8 2023)Daniel Silva RomeroAinda não há avaliações
- Examenes GFDocumento26 páginasExamenes GFFrank ArévaloAinda não há avaliações
- Simulación de Evaluación Tipo PMP - RecursosDocumento13 páginasSimulación de Evaluación Tipo PMP - RecursosJorge VillanuevaAinda não há avaliações
- Pdf-Formas de Activdades RelacionadosDocumento14 páginasPdf-Formas de Activdades Relacionadosjulia MAMANI GUTIERREZAinda não há avaliações
- Cuestionario NIF B6Documento8 páginasCuestionario NIF B6Karla GaytanAinda não há avaliações
- Sistemas y Procedimientos ContablesDocumento12 páginasSistemas y Procedimientos Contablesramon rodriguez0% (1)
- Anexo Disposiciones en Materias de Prevención de Riesgos 23 - 02 - 18Documento21 páginasAnexo Disposiciones en Materias de Prevención de Riesgos 23 - 02 - 18Rodrigo UrbanoAinda não há avaliações
- UntitledDocumento33 páginasUntitledmlluisasAinda não há avaliações
- La Simplificacion Como Problema Complejo HabrakenDocumento10 páginasLa Simplificacion Como Problema Complejo Habrakendshymhngf2345678Ainda não há avaliações
- EOAF PresentaciónDocumento13 páginasEOAF Presentaciónjose diazAinda não há avaliações
- 2018 Memoria Anual AACHDocumento78 páginas2018 Memoria Anual AACHBases De Datos ChileAinda não há avaliações