Escolar Documentos
Profissional Documentos
Cultura Documentos
Spiral Bevel Gear - Calculation of Strenght
Enviado por
Carlo_Filippin85%(13)85% acharam este documento útil (13 votos)
8K visualizações28 páginasCalculation of bevel gears strenght.
Direitos autorais
© Attribution Non-Commercial (BY-NC)
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoCalculation of bevel gears strenght.
Direitos autorais:
Attribution Non-Commercial (BY-NC)
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
85%(13)85% acharam este documento útil (13 votos)
8K visualizações28 páginasSpiral Bevel Gear - Calculation of Strenght
Enviado por
Carlo_FilippinCalculation of bevel gears strenght.
Direitos autorais:
Attribution Non-Commercial (BY-NC)
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 28
Spiralkegelrad-Schneidmaschine
Machine a tailler les engrenages spiraux-coniques Spiral Bevel Gear Generator
• ~ .c -. ,
1.-' • , •
. I"
"_ -
• ~ <;....~ I,', .' ~,
WMBA
NEW ADVANCES IN CALCULATION AND DESIGN OF HIGH-DUTY SPIRAL BEVEL GEARS AND HYPOID DRIVES
Tooth profile
Strength calculation
Tooth fracture safety factor
Resistance against pitting
Resistance to scoring
Summary
Latest investigations and experience gained in practical operation have demonstrated a close relationship between the methode by which gear teeth are generated and the strength properties of spiral bevel and hypoid drives. This publication aims to show how a detailed study of tooth profiles yields information which also has an important bearing on the calculation of tensile strength. It then describes a method of strength calculation which takes account of a wide range of relevant factors and so encompasses virtually all the conditions governing effective practical duty. Finally, a summary lists all the essential factors to be considered in the design and production of highduty drives.
Tooth Profile
Being confined within a number of limiting curves, the shape of a tooth is a complicated matter. To describe it accurately calls for a certain amount of mathematics (fig. 1). The main limits of a tooth are given by its curvature on the one hand. and its profile on the other. Tooth addendum and dedendum are determined by a section through the cone. These curves vary with the tooth generating method.
Most tooth generating systems employed today have an octoidal profile in common, resulting from the development of a straight cutter blade flank. The name stems from the figure-of-eight meshing line of action which this development produces. Where the loop crosses. this line comes very close to that of an involute.
The tooth curvature represents the hallmark, as it were, of the generating system and largely governs tooth properties as will be shown later.
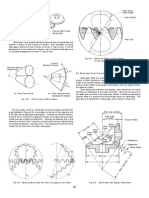
As is well known, the Oerlikon tooth generating system employs the epicycloid as the tooth curvature. It may be mentioned in passing that the epicycloid is the curve traced by a point on the Circumference of a Circle rolling on another Circle (fig. 2).
It will be seen that the term" spiral bevel gear" is not really appropriate. However,
it is in general use and found in many standards. Clearly. only a section of the epicycloid is applicable to tooth shape. since the curve forms loops. In actual production. certain ranges of the curve would impose impossible cutting conditions.
The reason why this curve was arrived at is the search for a continuous production method Similar to that of a hobbing machine generating spur and worm gears. Here. no indexing from tooth to tooth is involved, yet cutter heads can be used and an efficient distribution of stock removal will yield very high cutting performance. As will be seen further on the pronounced tooth curvature has a very favourable influence on tooth strength properties. Teeth can also be made to the highest precision. an important basic requirement for the production of high-duty drives.
In the OERLIKON system. tooth depth is constant. Consequently. pinion as well as gear can be generated by rolling on a complementary face gear (fig. 3). A face gear is a theoretical gear of 1800 shaft angle which can be brought into engagement both with the pinion and the crown gear. This permits the generation of highly precise gears. which in combination with the tooth curvature produced offer very favourable characteristics for high-duty drives.
2
..
C I'
C
..
I'
~
3
Zahnkopf SailLie Addendum
Zahnhiihenkurve Profit de denl Profile of tooth Zahngrund
Creux
Oedendum
Fig.1
Fig.2
.-
0
,.., CD Fig.3
0 IX)
.- N
,.., 0 3
~ .....
('I)
~ Fig.1.
Fig.S
Fig.?
Hyp oidgetriebe Engrenag@ hypoid@ Hypoid qear
Fig.6
Fig.S
Spiral kegelrad
En~rtmage spiraur C oniqu e Spiral bey" gear
The difference between spiral bevel gear and hypoid drives lies, as is known, in
the offset of the pinion axis in hy pord , gearings ( figs. II, 5). In other words, though we use the same elements as for spiral bevel gears, the conformation is seemingly even more complicated. Hypoid drives were introduced because of their advantageous properties, which are in the main:
- Larger pinion dimensions, permitting transmission of greater forces (fig.6).
- Substantial length of contact.
- Greater transmission ratios can be accommodated at tensile strength properties
equalling those of spiral bevel gears; consequently the number of pinion teeth can readily be reduced to 5.
- Additional sliding movement along curvature. Le . a property also displayed by worm gear trains and contributing towards quiet running (fig. 7).
- Production costs equalling those for standard spiral bevel gears.
Because of the pinion axis offset, our basic theoretical form is no longer a face gear but a helical cone face. However, for all practical purposes we can replace this by
a face gear and so again obtain simpler ratios which are also easier to calculate. The normal load assigned to the tooth is generally smaller for a hypoid than for a comparable spiral bevel gear. But the sliding effect along the curvature can assume considerable values, and this must be taken into account in the design. Hypoi d drives
also call for special high-pressure oils, but these are today Widely available in excellent quality. Lately. many lubricant makers and research institutes have spent much time and effort on the study of sliding properties, These investigations, among them those employing radioactive isotopes to measure gear wear, have gained valuable insights into the properties of oils and drives.
It should also be mentioned that the generally specified spiral angle of SOo at the pinion yields higher pinion thrust load values. Here, again, a comparison with spiral bevel gears shows that although for the same torque thrust forces rise with the spiral angle. they fall again with increasing pinion size due to the decreasing circumferential force" These forces must be taken into account in the design of gearboxes
and bearings. .
A very important factor. both for spiral bevel and hypoid gears, is the contact pattern, i.e. the displacement under load of load-bearing areas on the tooth flank. Teeth with fully load-bearing contact are considered undesirable, as they call for closer manufacturing tolerances. In addition. any minute shift of contact will transfer the load
to the edges and so lead to fracture or scoring erosion. In a paper on "The Importance of Tooth Curvature for Spiral Bevel Gears" ... Vogel has de scribed the relationship between this dis placement of load-bearing areas and the curvature radius.
Fig. 9 shows how contact patterns, i .e . the areas subjected to maximum load, can wander away. Because of the small radius employed by the OERLIKON method, this shift becomes virtually immaterial. Indeed, this is one of the main advantages of the system now be:ing widely adopted all over the world (fig. 10).
The OERLIKON tooth generating system works with comparatively small cutter head radii, as shown in examples e and f in fig. 9. Moreover, the module is not constant over the tooth width but decreases slightly from the calculation reference point, both towards the heel and the toe. Consequently, the resulting contact pattern is immune against displacement, Under load. the pattern merely spreads out without shifting to any marked degree. This characteristic is partly due to the height built up at both ends of the tooth which has good elastiC properties and does not allow any contact shift
on to the edges (fig. 12).
Investigations carried out by Ehrlich and Keck on the Daimler-Benz test track, showed that gear trains with constant tooth depth provide excellent transmission of the down drive over the tooth flank.
5
From the relationships shown in fig. 12 we can draw further conclusions by computing. for instance. the relative tooth depth factor at constant depth: qx= ~ . We can thus show that the parameter is the reverse of that for normal module and is markedly governed by curvature radius. It will be seen that here. again, the most favourable condrtton s are obtained by using small cutter head radii. such as the OERLIKON method employs (figs. 13 a and Db). Amount of profile displacement has an important bearing on sliding properties at the flank. pitting and fracture safety factor. As is well known on undercut teeth. specific sliding movement and pressure become infinitely large and the tooth is additionally weakened at the root. Eliminating the undercut is. therefore. a minimum requi rement. For spiral and hypoid bevel gears this is done by adopting the zero profile displacement, i.e. tooth profile is shifted towards the toe on the pinion, towards the heel on the gear. the two shifts thus cancelling each other out to give O-displacement. The method current for spur gears where the sum total of displacements does not add up to zero is not employed. In fact. it is
one of the main requirements of octoidal tooth formation that the pitch cone must at the same time be the rolling cone face in actual operation. and this is no longer the case where a displacement is present. Absence of undercut is specified for the pinion toe and thus assured for the entire tooth. In this way, the specific sliding value becomes finite. One can even go a step further and obtain balanced sliding properties
by arranging a profile displacement which will produce equal specific sliding properties at both ends of the line of action. Ensuring this balance at the toe end represents the optimum solution for overall tooth form. But care must then be taken to avoid a pointed land at large transmission ratios.
To investigate the problems of undercuts, etc .. we need a normal section through the tooth. In other words. we must make a section through the cone in which the tooth is laid out on to an ellipse. using the Tredgold formula by which spiral bevel gears are derived from spur gears. The errors which must be accepted are so small that the results can be cons ider ed valid.
As already mentioned. sliding movement along the curvature is an additional property of hypoid gears. As a result. the friction abrasion of material at the flanks also exhibits characteristics which differ from those of spiral bevel gears. It can be shown that wear abrasion is more uniform for hypoid gears if a smaller profile displacement is selected, one that will ensure equal sliding speed at tooth addendum and dedendum. Abrasion of the flank will then proceed at a rate which retains the original profile intact (fig. 1 II ) .
We must now ask how best to keep profile displacement small while avoiding the undesirable undercut. There would seem to be only one way open, namely to enlarge the pressure angle. This is the main rea son why pre s sure angles of 22030 I are mostly selected for hy potd gears where 200 will suffice for spiral bevel gears. The overlap lost by the larger pressure angle is more than made up by the improved running properties. The gain in root strength and specific area contact pressure obtained at the same time shows that a change to hypoid gears to ensure quiet running can bring several other important advantages to which the designer should be fully alive.
6
0)
e)
-j o I £p=90, '1
- ."
Y /
~O" ''<:::0
0'
Fig.9
\~"
f
\
,
/ /
' /
b)
Fig.l1
Fig.l0
mn h B
Zahnhohe Hauteur de dE!'f1t Tooth depth
mn
Splralwlnitet
A nQte de sp.rale Spiral angle
Normalmodul Modul@ normal!? Normal module
8
Rp b= Zahnb~eit!_ _ - L -..igeur de dent
Tooth Width
Fig.12
1
120 Geradzahn - Kegelrader
% Engrenages ceniques a denture droit.
Straight teeth bevel -gears
r = 150
1 110
r = 115
Evolvente
100 D~veloppante
mn Involut.
r= 88
90 Fig.13a
80
Inneres
Bout de dent int. TOl of tooth
Mitte C.ntre Center
Au~seres Zahnende Bout de dent ext. Heel of tooth
120 %
t 110 r = 88
Geradzahn - Kegelrader
Engrenage~ conique, a dlnture droit.
Straight teeth bevel gears
qx 100
r =115
90
r =150 80
Fig·13b
Inneres Zahnende Bout de dent int To. of tooth
Mitte Centre Center
AU5seres Zahn.nde Bout dt d.nt ext. Heel. of tooth
8
Strength Calculation
In the light of what has been said, correct assessment of tooth life and required safety factors seems beset with difficulties. Calculating methods dealing with the problem have been in use for many years, such as those worked out by Bach, Lewis Hertz and others. In the course of time. the formula devised by Lewis which compares the tooth with a body of the same strength. ha s proved partie ularly suitable.
The method which first translates each tooth form into that of a spur gear and then traces for one tooth an parabola for a body of equal strength. has the advantage of simplicity. particularly since the load impact is always assumed at the addendum. The resulting values yield valid statements by a comparison with those obtained by tests and practical service. In other words. the Lewis formula gives comparative values only. not exact absolutes. Provided sufficient empirically obtained comparison values are available it, will give useful results. Yet. gears are highly complicated shapes and their properties are additionally governed by manufacturing tolerances, mounting layout. type of bearings and several other variables. Consequently. various people have produced a number of factors and coefficients which supplement the Lewis formula. But gear manufacturers are still looking for calculating methods which will dovetail as closely as possible with the values known from practical service, so that designers may exploit all possibilities to the limit in their quest for the perfect drive.
The fracture safety factor is only one consideration to which we must add resistance against pitting which is directly related to area contact pressure. Here. the wellknown reflections of Hertz will no doubt be familiar to all. Two gear teeth are considered as two contacting cylinders and their specific area pressure is calculated. generally per mm 2. The method leaves out of consideration the thrust forces generated. so that. here again. one is forced to compare results with empirical values obtained on the test bed, generally by means of Wohler graphs. Values for expected gear life so obtained were already somewhat more accurate than those for the fracture safety factor. On the following pages. the amplifiying formulae worked out by Prof. Niemann of the Vehicle and Transmission Institute in Munich. are elaborated and summarised in a way which makes them applicable for spiral bevel as well as for hypoid gears.
With reference to the examples of such calculations given on pages 11, 12, 13 and
14, a few additional explanations may prove useful.
Tooth Fracture Safety Factor
Strength calculations are bases on the ba sic data summarised on page 11. Accurate knowledge of material properties is of particular importance.
The sheets are drawn up to serve for the calculation of hypoid and spiral bevel gears. For the latter 'fp = O. This in turn. means that ~1 = ~2. Factor LlC( applies to hypoid and spiral bevel gears cut at a modified pressure angle. All these basic data will be found on the calculating sheet for each specific drive.
Contact displacement characteristics are governed by curvature radius rb' One limit value lies at rb = Rp x sin~p, as here the contact pattern remains stable at increasing circumferential force . The calculation reference point is then assumed at the cone distance Rp = Ra - 0 .lllS x b , Le . towards the large diameter. For cutter head
rb:> Rp x sin~p. Rp must become smaller as the radius increases until Rp = Ra - 0.7 x b.
As Rp becomes smaller, so does r p 1 = Rp x sinB1; consequently the circumferential force for a given torque increases.
Assuming that the spiral angle at the po int of calculation remains the same. the normal module decreases as cutter head radius increases, L.e . Rp I becomes smaller.
9
It will be seen that the calculated factor Rp takes into account the effect of the curvature.
The next step is to find an effective load value. To do this, we first enter the basic data of the drive. From these we then calculate a pair of complementary spur gears related to the calculation reference point whose data are known from the geometric calculation of the drive. In determining line of action lengths eland e 2 which are decisively governed by profile displacement. we will also find whether the displacement was correctly specified. The ideal arrangement should aim at el = e2; lower values are not obtainable. Next. we have to specify the degree of overlap. important for all furher calculation.
A number of factors have a bearing on effective load value:
Be = Nominal load value; this depends on Circumferential force U ~dl' the radius
at the point of calculation and tooth width. This parameter is governed by dimension and specified in ~~ 2.
u
Circumferential force per mm of tooth width
CS, CD' Cz and CT are coefficients expressing various load influences.
Cs Shock load factor, which depends on the type of drive and may vary from 1.0 to 2.25. For automotive vehicle building. involving engines with multiple cylinders and pistons, Cs is generally taken as 1.5.
CD := Dynamic load factor. again governed by various considerations. such as
type of lubrication, though immersion lubrication can mostly be assumed. There are no standards on the precision of spiral bevel gears. unlike spur gears, but certain tolerances may be taken over. particularly since the strength calculation is derived from spur gears. It is advisable not to specify too high a quality grade ir, order to keep a safety margin in hand. The calculations given here are based on spur gears to grade 7 of the German (DIN) standard. This relates to milled gears, leaving out of consideration any narrowing of tolerances by subsequent flank lapping and grinding of seats.
On that assumption. the corresponding coefficient (ge) is put at 2.0. Base pitch error is also governed by the quality of the toothing. According to DIN 3961, base pitch error fe = (3 + 0.:1 : mp + 0.2v'd2). With these known values. dynamic circumferential force per mm of tooth width can be determined with the aid of diagrams. The dynamic factor can also be taken from a diagram.
but must not exceed a given limit value of
C ..::::: 1 0 .3 x u x C S + fe
D- +uxCsx(ESP+l)
== Load distribution factor; this is governed by the errors along the curvature It includes a precision coefficient (gr) and the resulting tooth alignment errors. Factor (9k) takes account of the shift in contact pattern resulting from these errors. The effective tooth alignment error governed by the above factors which. in turn, influences CT can be determined by diagram.
C~
== Factor for helical gears. takes into account the overlap rat io . The spiral angle at the reference point is taken as the helical angle, i .e , the gear is con stdered to be a helical s pur gear at the calculating point.
In calculating the tooth fracture safety factor, tooth form plays a major role. This is expres sed by the tooth form factor. determined by a normal section through the tooth (fig. 17).
10
GRUNDDATEN rUER DIE FESTIGKEITSBERECHNUNG DATES FONDAMENTALES POUR LE CALCUL DE RESISTANCE BASIC DATA FOR THE CALCULATION or STRENGTH
Fur Pour For
Beispiel
KRAFTW AGEN -HINTERACHSG ETRIEB E ENGRENAGES DE PONT ARRIERE DE VEHICULE AUTOMOBILE REAR AXLE GEAR
Zelchnung Dessln Drawing
SKM-g-4125
Berechnung Calcul Calculation
HN2-2509
Zlihnezahl Nombre de dents N umber of teeth
Z, :: 8
Z2 :: 41
U ebers etzung sverhe I tnls Rapport d 'encrenece Gear ratio
I = 5,8,75
I :: 900
a = 25 Acnswink et Ouverture Shaft angle
Achsversetzung D<!saxement Offset
Max. zull1ss Iger Tellerraddurchmes ser Dla. max. admissible de la couronne Max. admi s atb le ere of crown gear
d2 = 218
Splralrlchtung am Ritzel Sens de splrale du pig non Hand of pinion spiral
LINKS I a~a.I.4.c.he / I. h.
Achslast
Charge d 'esaleu Load to axle
Q [kg] :: tl050
Gelamtqewlcht Charge totale Total welqht
Re1fen Pneu Tlrea
6/to - A4-
Wlrksamer Relfenhalbmesaer Rayon de pneu effectlt Effective radius ot We
rw[m] = 326
Uebersetzungsverhbltnls zwischen dem Getrlebe und den Relfen sofern vorhanden
(z. B. Reduktlonsgetrlebe In den Riidern)
Rapport entre I 'engrenage et les pneu s . Sl exlstant (p. ex engrenage r educte ur des roues)
Ratio between gear box and tire If any (I. e. reduction gear In the wheels)
Max. Motordrehmoment bel U/mln Couple max. du moteur pour tl min Max. moment of motor at rpm
n = 3500
Uebersetzung 1m I. Gang Rapport II Ie premiere vitesse Ratio of first gear
io = 4-0
(
Max. Motorlelstung bel U/mln Puissance max. du moteur pour t/mln Max. motor power at rpm
Nmax[PS]= 13
n = 5500
Thermlsche Eehandlung 3. Horren '~. (orburer 0,9 - ~, ~ mm(pr"fon deLiI 1. Cqrburi ~i ng O!l 1-0 ~ {mlTl (dep~h
Traltement thermlque Teller-ad g 20°/ de ~rern~e mesure J,:,s'1,,'Q HV530) of hardness m~a5(,(~ed roH~5.lC
Heattreatment HQr~epresse 2TransFor-mahon I!.othemrqwe 2 Is.orhermic h-ansformahon
{ Aufkohlen 0,9 -1, 1 i?i~zel 820·0el(~6031.:remper C:OlAronne 820:/prl?~se 3 Hordeninq,crDWn sear g2o'
(Harl-ehefe gemessm Lt. Ar:J!a.<;sen_au(Obtr- a h--empet; pI_:lnorr ~20 dans on SL.(.enCh,n_g press; ~tn~on
bis H V 5~, flClchen hot"re {1?~ de \'hL.(iie ca. GO c / g 2ooi.,n od Q~Ero)( 60 G
2 I Lh um won- (,o-6~, Kern e 4: RecL-(w pout- une. dl..\rere 4- Drawlnq to a rface hard
. so r erm \A .sr~ke, ~ ..,00 - de sL.(rfac:e de l?c 60- 62 e.r ness of"i'\'( 60 to 62 core
deln. 112.0 kalmm:l. une re!.i5flln~e~....d!.. tQ_Q-120l<llImm' .srrenqFh ~OO ~ I,2,OkQ/m"r
Uebersetzung 1m hoc h s te n Gang Repport a la plus grande vltesse Retia of top 'lear
Werk.toff
Eezelchnung:
Matiere
De s tqne tron :
Material
De s ic nat ion .
io :: ~ 0
I
C Mn Si
Ni
Cr Mo Ti
B
os» 0, g o,a mcu ~,O a2~.{ ~ 10.3] 0.4 ~30 -
qot;.. _ O~O
11
TRAGFAEHIGKEITSBERECHNUNG VON HYPOIDGETRIEBEN NACH PROF. NIEMANN CALCUL DE RESISTANCE DES COUPLES HYPOIDES D' APRES LE PROF. NIEMANN STRENGTH CALCULATION OF HYPOID GEARS ACC. TO PROF. NIEMANN
Fur , 1 ~ pi Getrlebe HN2-250g 1 Gang PS U/min
Engrenage __ Vitesse ___ CV t/min
Pour Beisple exem exam e
For ,-, Gear drive Gear RP rpm
Zeichnung SKM-g-4~25 Sprr alrtchtunc am Rit z e l li nks agaucbe I. b.
Dessin Se a s de la spirale du prqrion
Drawing Hand of prru on s pir al 1 -,
Ziihnezahl 8 Uebersetzung i 2L
Nombre de dents %1= Z2= 41 Rapport d 'engrenage = = 5,8"l5
Number of teeth Gear ratio Z1
Achsversetzung 25 Ac h s wmk al 90°
Desaxement 8= Ouverture I =
Offset Shaft angle
Normalmodul 3 411212 Me s s erk opf EN 5 -5.5
Module normal mp= Tilte ~ talller
Normal module -, Cutter
Tellkrei sdurchmesser 248 Ze hnbrert e 36
Diametre pi"imitlf d1· d2 == Largeur de denture b1= b2 = 33
Pitch circle diameter Tooth width
Bel'echnungsradius rp1· 2a 591: dp1 = 4f!94- gG,5 dp2 -193
Rayon de calc ul rp2 = I:
Reference radius 1 t
Tellkegelwinkel 61· ~5°5&'3f'Chl: l3.°30'50" COS61 Qgf2138Q COS62 I: Q283lR,3
Angle primitif =
Pitch cone angle
Spiral winkel p,·48°30'4t' COS p, I: ~f2~2.~50 sin f) , = q14!HQ6
Angle de spirale
Spiral angle
P2· ~3°4g'~2" COS P2 = Qg3Q~1Q sin f) 2 = Q,556t06
-I
Versetzungswinkel <pp == ~4° 4-1' 5" coscpp q!d61336 sin<pp :: Q2535Q1
Angle de desaxement =
Offset angle
Einqriffswinkel an= 20° cos CXn q 9390.93 sin OCn = Q3~2020
Angle de pression =
Pressure angle ,
Elngriffswinkel-Aenderung lux.:: cosllcx = 1 sin/loc
Modtfrcet ron de 1 'angle de pression - = -
Modification of pressure angle
1) CC,a' .:: ex i 2 - CXn - fla. 200 cos CXa1 = Q939693 sinoca, = Q342020
r
OC i 1 • aa2 • CCn + fla= 20D cosa n= Q!:I3~0_.93 sinO( i 1 = Q3~20ZQ
Unkorrlglerte Zahnabmessung hk- 3.~ h f = ~2 h ~6
Dimension non-corrig'e de la denture I:
Uncorrected tooth dimension r
Korrigierte Zahnabmessung h k1. 4,0 hf1 = 3,f, hk2 = zs. hf2= ~8
Dimension corrig.88 de la denture
Corrected tooth dimension
ERSATZ STIRNRAEDER:
ENGRENAGE CYUNDRlQUi: COMPLEMl:NTAlRE:
COMPLEMENTARY SPUR GEAR:
d., dp1 re1 = 21 ~2~ de2 I: cosllcx. C~~~2 cos2Q)p = ]1.6,PJJe2 = ~
a cO.4cx.co.8,= 42,8~8
I
Z.1 Z1 8,3213r1 Ze2 Ze1 de2 :: 14115024Q
• co.ACX·CO.~' = :: . de'
1
i. %.2 1G 962318 me mp ~14g38l
• • = :II
z., -, cosP,
tgocn 28°~L'lJ" sinoce= Q,~g1534
tg oc. = p = 0 54,g 430 Qe = COSCXe = - ___ .. __ -
cos 1 -t r
t. = m. ·11 . COSCXe = 1~~18lQ3 Esp = br- sin 0, = 2,5164
mp.1I
r
cos2Pg _ 1-sin201·cos2ocn= °f5Q~~8~ cos 119 ::: Og = ,
t ) Fur die r .. UlJk.1tab.re""'".,,. lOird der Korrekturwert i 20' ni cht beruck s rcht iqt '
1) Pour Ie calcul de r'slatance, la valeur de correction de! 20' n ve s t pas cons rder ee:
1) For the calculation of strength the correction value of ± 20' 10 not to be considered: 12
TRAGFAEHIGKEITSBERECHNUNG VON HYPOIDGETRIEBEN NACH PROF. NIEMANN CALCUL DE RESISTANCE DES COUPLES HYPOIDES D'APRES LE PROF. NIEMANN STRENGTH CALCULATION OF HYPOID GEARS ACC. TO PROF. NIEMANN
::ur 8 .. iUli~1 ~jI!mDI~ e. • .1 Gatnabe 1 GanQ PS S:l.5 U/mln
EnqranaQa HN 2 - 2 50g l Vlta .. e -- CV t/ min
FOI" • . I Gear drlva ' Gear HP rpm
rk.,· r., + hkl • 2 q. ~2lt 2 rke2·r.2+hk2· 3<af) 202 2
rk.,· f,~~~9 rk.2·'~34~~ g{J5
-1
r., ·co.ex. .4&,116 (r.,·coacx.>2.352 5.M r .2·cosex •• 311495 (r.2,cosCXe)\AOfUt.211
, ~ I
r., . sinex. • 10.~6 r.2 sinex •• ~t!.990
... -"
1 2 2' 6,825 V 2 2' 5,l~;
.,. rk.,-(r.,.cosOC.) -r.,·sinex •• .2· • r'ke2-<r.2·COSOCe) -r.2·sincx..
E· ., +82 q&86 E, • .t O,4.g~ E2 • ·2 Q, 4-05
t. • t. • •
t. ~
En· E • ~, 7156 £'n· £1 • ~g53 E. E2 • O,&Q3
cos2 Pg cos'Dg 2n cos2 Dg
BESnMMUNG DES WIRltSAMEN LASTWERTES: Bw • B •. Cs . Co . CT' C~
DETERMINAnON IE LA VALEUR DE CHARGE EFFECnvEI
DETERMINAnONOF EFFECTIVE LOAD VALUE:
Mdt· 44-,8 [mkg] : &~5 ( ~nJ: 1(. re,·nt ~ 88t m
n. V· 30'000· [nc)
-,
B • • Md·103 1.410 (m!! ) u • B.· d., • 6Q. 4~5 (-£fnJ
rp,.Ii,.a., •
~ r
STOSSBEIWERT Cs: Cs ~t5 u·Cs • aaaa I Cs 4.5
FACTEUR DE SURCHARGE Cs: • •
SHOCK LOAD FACTOR Cs: •
DYNAMISCHER BEIWERT CD: (Nach Dlaqramm Selta 116) " Malchlnanalemanta" 2, Band v. Prof. Niemann
FACTEUR DYNAMIQUE CD' (Salon .. baqua paQa I 1 6)
DYNAMIC LOAD FACTOR CD: (Ace. dlaoram paQa 116)
Hllfawert fur Oeltauchlchmlaruno: 2 (Salta 114)
Factaur pour la lubriflcatlon l Immaulonl g. • (PlI9a 114)
Spla.h lubrlcaUon factOl": (paoa 114)
Elnorlf£'talluno.!ahler: (3 + 0,3 mp + 0,2 '(d;) 13. as [ ~ I
Erraur d' anqrlnamant: f. • g. •
8a.a pitch errOl" I t
U • Cs + 0,26 . t. 94.24 (Nach Dlaqramm Selte 116) ~~ [~]
• (Selon abaque Plllle 116) Udyn •
--r (Accord1oQ dlaqrem paoe 116)
CO. 1 + Ud~ 1, 0 ~38 I CD • ~Of4
U . Cs . r sp + n •
rRAGFEHLER BEIWERT Or I (Nach Dll19ram Salta I 17)
FACTEUR DE DISTRIBUnON DE CHARGE CT' (Salon ebequa paga I 1 7 )
LOAD DISTRIBUTION FACTOR CTI (Ace. dleqrem PllQa 117)
Flankanrlchtunolbelwert (Nech Salta 1 14) 1.3
Factaur d 'aUQnamant (Salon paQa' I 14 ) SIR •
Factor (01" tooth allOnmant (Ace. PllQa j 14/ I'
F lanka..-Lchtuno.fahler: SIR • "(b; ~46 [ ~ ]
Erraur. d 'al1gnamantl fR • •
Tooth al10IIIIIant error:
8alwert fllr TreobUdvarlchlabunq: ( Nech Salta I 14) 0,6
Fecta", da d'placemant du contact: (Salon paQa 114) gk •
Contact dlapleoamant I (Ace. paga 114) t
Wirk.ama Flankanrlchtuno .fahler I • O,16fR+gk" U·CS 5g.gf, [ ~ ]
Errelll" aHectlf d 'al1onamant: fRw •
Effectlva tooth eUc:nmant -rror =r
Meterlalpaarunoafektor C&: (Nach Salta j I 7.) Stehl / Stehl Cz 1.0
Fectaur d '.paireg. C& I (Salon paoa ·1 17) aeler / ecrer •
Matarlel mat1no fector Co:: (Ace. paQa 117) .teel / steel
FIlr D1aorllm Selte 1 17 : Cz • fRw Q,652 I A,465
Pour .. baque paoe 1 I 7 : U'~S:Co • Cr •
For diagram page I 17 : I
BEIWERT FUER SCHRAEGVERZAHNUNG ell ( Nach Dlaqramm Selte I 17)
FACTEUR DE DENTURE HEUCOIDALE C~ ~ Salon abaque paoe 11 ~ ~
FACTOR FOR HEUCAL GEARS C. Ace, dlaoram Deoe 11 7
Esp • 2 5i~ E- 0,886 I Cn • ~ 61
I
Bw· B •. CS' CD CT . Cn ·~4~o·~5·1_014·1165·161- = 4112 [m~2 ] 13
TRAGFAEHIGKEITSBERECHNUNG VON HYFOIDGETRIEBEN NACH PROF. NIEMANN CALCUL DE RESISTANCE DES COUPLES HYFOIDES D'APRES LE PROF. NIEMANN STRENGTH CALCULATION OF HYPOID GEARS ACC. TO PROF. NIEMANN
Fur ~J GetTlebe HN2-25Qg I Gang PS U/mln
Pour BeiS!piel e~emJ2le elam~ Engrenage LVitesse cv 815 t/min
For ,. I Gear drive Gear HP rom
BESTIMMUNG DES ZAHNFORMFAKTORS:
DETERMINATION DUfACTEUR DE FORME DE DENTURE: qw
DETERMINATION Of TOOTH FORM FACTOR:
z.; _ Zil . COS A ex • 2~B99 1_~t- Z2n = Zl~ . cos ACt = 422 358.922
- cos~ pg . cos D, cos2 pg . COS P2
1
d'n = mp . Z'n = 8~938 r'n = 42 4-6,9 d2n = mp . 22n = 144q 15r2n = 12Q,3lt_
1
rkl = r'n + h~1 =~f1 = r'n-hfl =~ rk2 = r2n + hk2 =l23)Jrf2 = r2n - hf2 = ~
5, n'mp + xm(tgocal + tgail )+ AS= W.5 52 1i'mp - xm(tgaa2 +t9ai2)-AS='t?6~
• 2 = 2
£w = 1 + (£n - 1 ) . mp + 0,25 . V =4,2.73 I Fe= Fe + Q5fRw = 43,93
mp + O,r61 . ; •
• I
tn • mp .1f . COl exn = 1.0, QIQ 3~O (En - 1)' tn I: l~13 (Ew -1>' tn=~
Aus der Zelehnung zu ermltte-in:
A dj\termlner selon dessln:
To be determined out of drawing:
'<X; .~lc05a; =O,g;73gtg a; = q33183 ex' = 20° . cos ai = Q,93gMtg ai = q3h39r
2
Sfl • ~~ It • 2,85 Sf2 • ;Z5 l2 = ~2
qw1 • COSa', mp · -,; ( 6 . II - tgap2 + 6,25 = {5:r23
cos CX., . Sf1
Sf1 r
qw2 • C05a'~ mp · -yc 6·l2 - tgd2~ + 6,25 • 2,Q6r1·
cos ai2 Sf2
!'f2
Werk'stoff Ritzel: Werks·toff Tellerrad: ~4223
Matillre du plgnon: ~{t2Z~ Ma t1~re de la couronne:
Material of pinion: Material of gear:
(Nach Selte 1 i 1/2) 4i [m~2] 4l [!~2 ]
(Selon page 121/2) aD1 • 0'02 =
(Ace. page 121/2)
Zahnbruehslcherhelt:
Coef·flelent de _'eurlt' ~ l'ene.atrement:
Tooth rupture safety factor:
S8l iI 0'01 • C48C,~Q SB2 • 0'02 Of6549
2., . Bw Z.,·_gw2 . Bw =
. Qwl
lAbensdauer bel
Dur6e de vie pour Sa < 1
Requ1red 11'f<8 for
Lhl 33 . 10' . sIn 1r,8 [h) Lh2 • 33 . 101 I = 26.6 [h)
• • . SB2
n, n2 r Fig.16
Fig.11
15
Fig. 19
f---------S'1 ----------4
Fig. 20
and for casehardening steel
et pour acier de cementation
0''"0 und ko fur gebrauchliche EinsatzsUihle
C Mn Si Cr Ni Me Ti CTo ko
0.14-0.19 1.00-1.30 0.15-Q.35 o.ao - 1.10 42 5.0
0.12 - 0.17 OAO -0.60 0,15-Q.35 1AO -1.70 1.40 -1.70 44 5.0
0.11 - 0,16 0,70-1,00 0,15- (135 o.ao- 1.10 1,30 -1,60 44 5,0
0,17- Q22 0.40-0,60 0.20- UJ5 1,65-2.00 45 5,0
0,14 - 0,19 0,70-1,00 0,15 - 0.35 0,80- 1,10 1,30 - 1,60 45 5,0
0.17- 0.22 1.10 -1.'0 0,15 - 0.35 1,00- 1.30 45 5,0
0,19 - 0.24 0,70 - tOO 0.17 - Q37 0,80 - 1.10 1,30 - 1,60 47 5,0
0,15 - 0.20 0.40 - 0.60 0,15 - Q35 1.80 - 2.10 1.80 - 2,10 47 5.0
0,17 - 0,23 0.80 - 1.10 0.17 - 0,37 1,00 - 1.30 0,04-0,10 47 5,0
0.25- UJo 0.70 - 090 0.20- 0.35 Q20-Q.30 47 5,0
0.18 - 023 0.70 - 090 0,20- 0,35 OAO - 0,60 Q08 -0.15 47 5.0
0,17 - 022 0.45 - 0.65 0.20- UJ5 0.40 - 0,60 1,65 - 2.00 0.20 -UJO 47 5,0
0,13 - 0,18 0,70- ago 0.20- 0.35 0.40 - 0,60 0.40- 0.70 0,15 -025 47 5,0'
0,15 - Q20 0.70 -ago 020- 0,35 OAO - 0,60 0,40- 0,70 0,15 -0.25 47 5,0
0.18 - 0,23 0,70 - 0.90 020- 0,35 0,40- 0.60 0.40- 0,70 0,15 - 025 47 5.0 16
, ,
•
!
,
(
..
•
TRAGFAEHIGKEITSBERECHNUNG VON HYPOIDGETRIEBEN NACH PROF _ NIEMANN CALCUL DE RESISTANCE DES COUPLES HYPOIDES D'APRES LE PROF. NIEMANN STRENGTH CALCULATION OF HYPOID GEARS ACC_ TO PROF _ NIEMANN
FUr ..I. l!!X<lmoiJ Getnebe I Gang PS U/m!n
Pour Bl!!i~oifl!.l I> Engrenage ~g___ L Vitesse __ cv 8"tS t/mn
For ' -I Gear drive Gear HP rpm
SICHERHEIT GEGEN GRUEBCH!'NBILDUNG: 5G
COEFFICIENT DE SECURITE AU PITTING:
·RESISTANCE AGAINST PITTING:
Flankenfest1gkelt KD' (Ne ch Seite 121!1) Ko Ys ko
Resistance des flancs KD' (Selon page 121!1) = YG YH Yv
Load-stress factor KD, (Ace. page 121/
YG fur Paarung Stahl! Stahl YG 1.0
= 1 pour apairage acier! acier =
for mating stee I/ steel
H 2 f ur wird
YH = (He' HB = 650 . pour Rc = 59 devren H = 615 YH = 0.895
, for becomes
Seiwert fUr Oel'!lnl~keit 1 Nach Selte 121/1! fUr
Ys Facteur de vlscoslt d 'hui le Selon page 121/1 pour V [c 5t] = 21 Ys = 0,750
Factor for 011 viscosity Acc. page 121/ I for
016
Yy • 0,1 + 1 + (t)2 • 0, :t316 Yv = Q131
I
ko Dauer Flankenfeatlqkeit: 1 Ne ch Selte 121/ I! Werkstoff: ,.,4223 ko 5,Q
• Resistance contlnlle del flancs, . Selon page 121/ I Matiere: •
Factor of load-Sire .. endurance strength,· Ace. page 121/1 Material,
Ko • YG . YH . Ys . Yy . ko =1-0,a9S·Q1.5-Qj31-S= 2,453 [~~ ] ko • 2.f53
I
Yc , 3,411 Yc 3-1~1
• • =
IInCla' . COleca' I r
YI" = cos4ps • Q 384 YI) Q 381:
cos III =
I ,
YE = 1 - 2 - Ti ( Ew Sl YEMAX 1.0 YE Q 1&5
Z'n' tgaal 1- Et '0 -) . = =
n En ,
Ywt= Yc o Yll ~.521 Ywl 1.521
= =
Ye r .....,.
5Gl ko ie Q ~~5
= Ywl Bw ie + 1 ::
I
Lebensdauer bei 161 - '03 ko 2
Duree de vie pour SG1 < 1 ; Lh = 5Gt = G2,3 [h]
Required life for n,
c_
:
11
1.20
1.10
1.00
0.90
0.80
0.70
YH J
/
,
/
,
/
.,
./
~~
,
~
~ 56
58
60
62 64
Flankenharle H Re Durel. de flane Flank hardess
Fig. 22
220
J
I
I(
/
I
/
) v
~ V
'/ -
~
JI1 ~ 200
180
160
140
120
100
80
60
54 56 58 60 62 64
Fig. 24
18
130
)
}7
~ V
./ ~
/ .,
/
I , 120
110
100
90
00
51,
56
58
60
62
Flankenhiirte H R c
D urete de !lane Flank har dess
Fig. 23
It is advisable always to make a drawing of a spiral bevel or hypoid gear tooth, as this makes it possible to allow accurately for stub teeth, tooth thicknes s error, profile displacement, etc. The point of drive power impact is assumed to be a single point of action, i.e. where the whole power is transmitted by a single tooth. This shifts a little, depending on which part is driving. The shift is expressed by factor Ew which, it will be noted. is in turn governed by circumferential speed and base pitch error. Factors (En - 1) x tn and (Ew - 1) x tn given the spacing of engagement changeover points from the intersection of the addendum circles with the line of action,
as shown in fig. 17. In automotive design .. the pinion is almost always the driving member. Errors present and circumferential speed are also taken into account (fsxv).
The parabola representing a body of equal strength can be determined from the drawing. Its apex is known. and so is its point of contact with the radiused root. As shown in fig. 19, construction of the parabola becomes a simple matter. The values for Sf! and L 1 required for calculating the tooth form factor can now be taken from the drawing. Factor 6.25 = fA 2 expresses the thrust stress generated in the tooth and may be considered a constant.
For high-duty drives, case-hardened steels are generally selected. Choice of material depends on a number of factors. such as price, tensile strength. machinability, available hardening facilities and others. For virtually all steels used for gears, one may assume strength 80 within the limits of 112 - 117 kg/mm2. Fig. 20 shows the close relationship between strength and steel composition. Steels of these or similar alloy compositions are produced by virtually all makers, but often under widely varying designations. The fracture safety factor already tells us what can be expected of the particular gear. Generally. it will be more relevant to know how long any gear can stand up to a given load. At SB > 1 we have reached the endurance strength at which a virtually unlimited life may be expected. For SB< 1, the Wohler curve may be replaced by a formula to calculate the expected life. A comparison of the two formulae shows that if we are to obtain the same life for pinion and crown wheel. dedendum factors must be in a fixed relation to number of teeth. Le . qw2 n 1
__ ::r_
qwl n2
This ratio is easily established by a slight correction of tooth thickness to balance it out. The Oerlikon gear cutting system makes it very easy to obtain maximum overall strength, as the cutters can be shifted in their slots for very accurate setting. For automotive vehicle drives. gear life should lie within the following limits:
Passenger cars Trucks
Lh = 10 - 50 (hours) Lh = '10 - 200 (hours)
1 st gear or sli pping torque 1st gear
19
Resistance against Pitting
Resistance to load stress depends to a large degree on material surface hardness. If we attribute pitting to the oil under very high pressure driving particles out of the surface, it is clear that we must include a factor for oil viscosity. Fig. 22 indicates that 'fH depends to a large extent on flank hardness measured in Rockwell C. At 62 HRC, factor 'PH = 1 but already drops to 0.8 at HRC 58. demonstrating the importance of strict adherence to surface hardness specifications. This becomes even more a pparent if we allow for thi s variable by relating HRC to SG' For every decrease of 1 HRC, SG is modified by around 5%. The relationship is still more telling if we relate les sening of life expectancy through pitting to HRC. Here we find that a decrease of only 1 HRC will lower life by 10 %.
Normal Module mp
Depth of Case-hardened Layer mm
Core Hardne s s kg/mm2
1.0 - 1.5
1.5 - 2.0
2.0 - :-1.0
3.0 - JI.O
Jj.O _ 5.0
5.0 - 6.5
6.5 - 8.5
8.5 - 10.5
10.5 - 12.5 0.:-1 - 0,11 o .Jl - 0.6 0.7 - 0.9 0.8 - 1.0 0.9 - 1.1 1.1 - 1.3 1.3 - 1.5 1.5 - 1.7 1.7 - 1.9
Min. 100 to 120 kg/mm 2 corresponding to HRC
20 to 36,120 kg/mm2 should be aimed at.
The table lists case- hardening depths which should be adhered to for all high-duty gears, such as those in automotive drives. In addition, core hardness must be borne in mind; this should be min. 100 to 120 kg/mm2 as stated. Where the case-hardened layer is too shallow and the core too soft, the top layer may be driven into the core, leading to pitting and fracture. Factor Y/v takes account of the speed. The permanent load stress factor is virtually the same for all case-hardened steels, i .e .
kO == 5.0 for those listed in table, fig. 20, since carburizing of the edge zone produces uniform conditions. Additional factors are introduced to cover the influence of spiral and pressure angle and contact overlap. As for the fracture safety factor. a pitting safety factor SG can be determined. It will suffice to calculate this for the pinion only, as the contact area pressure is larger here than at the meshing gear because of the more pronounced pinion flank curvature. Required life can be computed as before. d es irabl e values being:
Passenger car Truck
20
1st gear of slipping torque 1st gear
Lh 10 (hours) Lh 100 (hours)
TRAGFAEHIGKEITSBERECHNUNG VON HYPOIDGETRIEBEN NACH PROF. NIEMANN CALCUL DE RESISTANCE DES COUPLES HYPOIDES D 'APRES LE PROF. NIEMANN STRENGTH CALCULATION OF HYPOID GEARS ACC. TO PROF. NIEMANN
... n
"
2
.,
l
Fur i~ Getr re be ! IV Gano PS U/ml"
;~:r Beispiel, exempl", exornpi ~~~~e~~:~,~ HN 2 - 250g Vltesse 73 CV 5500 t/min
s:~~ C!P rpl\',
BESTIMMUNG DES WIRKSAMEN LASTWERTES:
DETERMINATION DE LA VALEUR DE CHARGE EFFECTIVE: Bw = Be . CS' Co CT' Co
DETERMINATION OF EFFECTIVE LOAD VALUE:
Md' • g.S [m kg] ; 5500 .JL] . V= 1f. re,·n, _ 11 m
n= (min ' 30'000 - 86 (sec]
r ,
Be = Md·103 Q,2g~ [ r:~2 ] u = Be' del = -12 8-11 [~J
rp,·6,·a., =
,
STOSSBEIWERT Cs: Cs 1.5 u·Cs 1~,2~l A 5
FACTEUR DE SURCHARGE CS: = =: Cs =
SHOCK LOAD FACTOR Cs: r
DYNAMISCHER BEIWERT CD: (Nach Dlagramm Selte 116) • Mas chtnenelemente " 2. Sand v. Prof. Niemann
FACTEUR DYNAMIQUE CD' (Selon abaque page I 16)
DYNAMIC LOAD FACTOR CD: (Ace. diagram paqe 116)
Hllfswert fur Oeltauchschmlerung: _2 (Selte II ~)
Facteur pour la lubrlflcatlon a Immersion: ge = (paqe II')
Splash lubrication factor: (Page II ')
Elngrlffs tellungsfehler: (3 + 0,3 mp + 0,2 "('d;) t13. ss
Erreur d ' enqr enement r f. = g. I: [ ~ I
Sase pttch error: v
U . Cs + 0,26 . fe 22,84-4- (Nach Dte or amm Seite 111;) 6,5 [~]
= (Selon abaque page 115) Udyn =
i (According diagram page 116) I
Co = 1 + Udyn = 1,Og4-f3 Co AOg5
U . Cs : (Esp + 1) =
-,
TRAGFEHLER SEIWERT CT : F !ankenric h tung she 1wert (Nach Seite 11'1)
FACTEUR DE DlSTRlBUTION DE CHARGE CT: Facteur d 'alignement (Selon page 1(11) 9R = ~/3
LOAD DISTRlBUTION FACTOR CT: Factur Icr tooth al1anment (Ace. cage 11'1 i
Flankenrlchtun9sfehl ... : gR . '{b;
Err.ura d 'al1gnem.nts fR = = --446 [ ~ ]
Tooth al1qnment erroc:
Seiwert fur Tragblldversahlebung: (Nach Selte II ~)
Facteur d. deplacemtnt d\l contact: (Salon page 1 I ~ ) !h • 0,6
Contact dllplecement: (Acc. page II ~)
Wirklame F lankenrlchtun9Sfehl.r: 1~ ~2
Erreur .ffecUf d 'alllln.ment: fRw = 0.76fR+gk• U.CS • [ ~ ]
Effectl ve tooth alignment error
Materlalpa.run9lfaktor Cz: (Nach Selte 117) Stahl/Stahl
Faet.ur d 'ap.irtge Cz I (Selan page 117) acrer / ecrer Cz • 1.0
Met.rlal maUnli factor CZI (Ace. palle 117) steel/steel
.FUr Dla9ram Selte 117 I c, ' fRw
POIIf abaque palle 1171 U·CS·~o • O,813.R CT • 1,210
For diagram page 1 171
BEIWERT FUE~ 9-::;'fIlAEGvtRZAHNUNG' c. Esp • 2,516 E • O.&G6 Cn 1.6]
FACTEUR DE DENTURE HELICOIDALE C~ •
FACTOR FOR HELICAL GEARS C. , I
Bw • B.' CS' Co CT' Cn ·q299·1,5' ~,095' ~2~Q'A,67 • O,gg2 [m~z )
,
8ICHERHEIT GEGEN ANFRESSEN:
COEFFICIENT DE SECURlTE AU GRIPPAGE: Sf
RESISTANCE AGAINST SCORlNG:
Siehe voran9.hende SlIi tter: 6R25 514-3 ~G, gG2 3i_8
VOir feuUles pr6cj\dent, a, = a2 • ie •
See preceding pege.: -, I
et = de2 sin!Pp 6. i]4- a~MAX [.~AX 2 &~.6g8
= = + aF] =
2 (ie +1> cosr12 -r +t
Yf ( 12,1 ie + 1 )2 [1 + ( aeMAX )'] vm; 0,312
= =
de' ie 10
Ersatz- Umfang sgesc;1wlndigkell V. = aeMAX ~:, + _g_) 014;-.v = ~t, 291
Vltesse complemente ire c irconferencrs Hs
Complementary circumferential speed e -MAX de2 0 ~
Getrlebe61: (Nach Sette 122)
HuUe de pont: SAE 90EP (Selon page 122) MTest = 54
Gear oil: (Acc. page 122)
Naeh Dla9ramm Selle 122 bel M Test = 54 1"1; 2g:r 2,8
Selon abe que page 122 avec Ve = kTest =
Ace. diagram page 122 with I
SF = k Test ' cosO, ie ~ 8~g
Vc =
Yf 'Bw Ie + 1 1
.: 21
SPIROMATIC 1
Fig. 26
2
22
Resistance to Scoring
Determining this factor is of special importance for hypoid gears. The calculation should be based on top gear, i.e. highest pinion speed and maximum load. The effective load factor (Bw ) is then determined for these duty conditions.
In calculating the factor SF. component parameter for the pressure angle Yc plays an important role. As the angle becomes larger. Yc decreases and consequently SF increases.
Factor Yf can be modified by the selection of the pressure angle. As eemax decreases. Yf is reduced to a minimum. Values e 1 and e2 can also be modified via the
pres sure angle. The most favourable ratiOS are obtained at e 1 = e 2 t as already stated earlier. But this will generally only be possible where the pressure angle is large
(to keep crest height low at the pinion) to permit effective balancing and avoid an undercut.
Factor ef only applies to hypoid gears. For spiral bevel gears. ~ = 0 and consequently ef also equals zero.
To determine M test and Ktest' it is advisable to use the values computed by the Munich Vehicle and Transmission Institute. The earlier circumferential speed calculation is now replaced by a calculation of complementary circumferential speed which. in turn tis influenced by factors e 1, e 2 and ef·
It will be seen that the correct choice of pressure angle SF is of considerable importance in orderto limit ef as far as possible. since particularly for hypoid gears its value can be very large. This is one of the reasons why an angle of o= 22°30' is generally adopted for hypoid gears, compared with C(= 20° which will suffice for a comparable spur bevel gear.
The scoring safety factor should be larger than 1.
Summary
As has been shown, the strength properties of gears can today be calculated to a large extent. Practical duty and test bed experiments confirm this contention. With the help of a computer, the whole calculation can be carried out in a short time, permitting the computation of a large number of alternative solutions from which the optimum gear specifications for each application are then readily selected.
Research, experiments and practical services have provided a basis for calculating and designing the most favourable tooth profile for each drive to combine technical efficiency with low cost. There remains the question whether the available cutting methods and machines permit its economic production. To do this I several requirements must be met:
a) A theoretically ideal cutting method; however I this can only be realised for complementary face gears.
b) Size and arrangement of contact pattern must be calculated in advance I since an empirical and experimental search would be too cumbersome and unsatisfactory in the end.
23
c) Machining of the radiused curvature must not cause any deviation from the theoretically determined meshing contact to prevent noisy running in neutral.
d) Once set up, tool and machine settings must remain constant. Le , all gears produced must be uniform however often cutter edges are reground. The Oerlikon system ensures this retention of precision, since cutters can be accurately set after sharpening.
e) The greater the number of cutters accomodated on a head of given radius, the greater the metal removal capacity and the number of facets on the tooth flank cut per unit of time. High output is thus combined with top quality.
f) Designers must be able to select tooth depth exactly as calculated, i ,e , their freedom must not be limited by rigid size grading of cutter blades in relation to module; otherwise teeth will alternatively become too high with consequent loss of strength or too blunt, giving poorer running and wear properties.
g) To meet points a to f. the gear generating machine must be equipped with a high-precision and very rigid drive. Machine rigidity is not necessarily proportional to weight. One machine designed with these points in view is the Spiromatic No.1 (fig. 26) brought out a few years ago as a complement to the wellknown Spiromatic No.2 (fig, 25). Here, the designers even arranged the run of all the shafts in the machine bed along one line, Le , along the tool axis. This produced very short and rigid shafts. In addition, the machine bed is made on a boring mill in a single clamping, resulting in maximum in-line precision
of shafts and bearings.
h) Cut, as well as hardened and lapped. components must be submitted to rigorous inspection. This calls for high-precision and rigid test machines (fig. 2 ~). An automatic control, unaffected by the human fallibility of any operator, guarantees constant backlash. Another requirement is a dial gauge to indicate variations in tooth thickness. Fig. 27 shows such an arrangement.
i) Practical experience has shown that the contact patterns of gears with teeth of pronounced curvature hardly shift at all if the teeth stretch during hardening.
k) To counteract all other distortions caused by hardening, such as out-of-round wobble, waviness. crown wheel cavities. a hardening press with appropriate matrix must be available (fig, 29).
1) Finally, the production of top quality gears is greatly facilitated by a lapping machine (fig. 28), which permits a directionally aimed lapping of flanks. Directional lapping combines the general improvement of the surface finish with the possibility of aiming the lapping action at given spots on the flank.
In this way, the contact or load-bearing zone can be positioned and defined in size to suit the duty of the drive. It should be added that hypoid gears are particularly suitable for lapping because of the additional sliding movement in the longitudinal direction. Precision lapping calls for a highly accurate and rigidly built machine whose performance will meet the demands of the most exacting tester. Its setting up should be as easy and simple to accomplish as that of
the cutting machine.
m ) To ensure performance matching the quality of production, gears must be very accurately mounted.
24
SKL
Fig.28
en Ci' N
o
0-
M
~
Fig.27
SKT
25
SP5
Fig. 29.
26
)as 0 E R LI KO N - Verzahnungsnaschinen- Programm umfasst:
ichneidrnaschinen fur Spiralkegelradietriebe mit sich schneidenden, wie ruch mit versetzten Achsen (Hypoide) ind mit mittlerem Spiralwinkel 0 Grad Zerol), ferner Klauenkupplungen mit ltirnverzahnung.
)rufmaschinen, Liippmaschinen, Harepressen, Schiirfmaschinen und Konrollgeriite. Aufspa n nvorrichtu ngen in 'erschiedener Austuhrunq fur aile Ma.chinen.
+obelrnaschinen fur geradverzahnte ~egelriider.
xusserdem baut Oerlikon:
;pitzen- und Futterdrehmaschinen. sohr- und Friiswerke in mehreren xutornatisieru ngsgraden.
Nerkzeugmaschinenfabrik )erlikon Buhrle AG
3050 Zurich/Schweiz
152/6809/2000/2
Le programme machines a tailler OE R LI KO N comprend:
Machines a tailler les engrenages spiraux-coniques a axes concourants, hvpoides et a angle de spirale moyen de 0° (zerol) ainsi que pour les crabots a denture frontale.
Machines a essayer, a roder. presses a tremper, machines a affuter et les appareils de controle Montages de construction divers pour to utes les machines.
Machines a tailler les engrenages coniques droits.
De plus Oerlikon construit:
Tours parallels et en l'air. Aleseuses-traiseuses en plusieurs deqres d'autornatisation.
Fabrique de Machines-Outils Oerlikon Buhrle SA
8050 Zurich/Suisse
The OERLIKON gear machine program encloses:
Spiral bevel gear generators for drives with i ntersecti ng axes, offset axes (hypoids) and zero spiral angle (zerols). also for jaw clutches with radial serrations.
Gear testing machines, lapping machines, quenching presses, resharpening machines and checking devices. Fixtures and chucks in various designs for all the machines.
Straight bevel gear planer.
Oerlikon builds also:
Centre and chucker lathes. Production jig boring and milling machines in various degrees of automation.
Machine Tool Works Oerlikon Buhrle Ltd 8050 Zurich/Switzerland
Gecruckt in de, Schweiz
Você também pode gostar
- Find the Right Database ProductDocumento11 páginasFind the Right Database Productmanish_umdAinda não há avaliações
- GEAR TOOTH PROFILESDocumento5 páginasGEAR TOOTH PROFILESpremnathgopinathanAinda não há avaliações
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesNo EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesNota: 3.5 de 5 estrelas3.5/5 (2)
- Gear Trax ManualDocumento70 páginasGear Trax Manualjasbir999Ainda não há avaliações
- Passenger Car Drive Axle Gear DesignDocumento74 páginasPassenger Car Drive Axle Gear DesignCarlo_Filippin75% (4)
- Gearbox Design PrinciplesDocumento20 páginasGearbox Design Principlesschumiizz2best100% (2)
- Gear Cutting FormulaeDocumento30 páginasGear Cutting Formulaeqoolshabi80% (5)
- The Art of Gear Fabrication PDFDocumento222 páginasThe Art of Gear Fabrication PDFJose Prado100% (4)
- Gear TechnologyDocumento122 páginasGear Technologydat8ja100% (2)
- Jan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFDocumento358 páginasJan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFHenry León Henao80% (5)
- KISSsoft Calculation Programs For Machine DesignDocumento22 páginasKISSsoft Calculation Programs For Machine DesignAbhijeet DeshmukhAinda não há avaliações
- KISSsoft Book 2015Documento108 páginasKISSsoft Book 2015Anonymous SYqjuakwzP100% (2)
- Gear Hand BookDocumento104 páginasGear Hand BookOddysseus5100% (7)
- User Manual for KLINGELNBERG Cylindrical Gear GINA SoftwareDocumento60 páginasUser Manual for KLINGELNBERG Cylindrical Gear GINA SoftwareAgustinAinda não há avaliações
- Gear DesignDocumento75 páginasGear DesignMahender Kumar80% (5)
- Kisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear CalculationDocumento40 páginasKisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear Calculationanush_swaminathanAinda não há avaliações
- Gear DesignDocumento10 páginasGear DesignDragoș Gabriel Hrihor100% (2)
- Gear Technology Sept 2016Documento89 páginasGear Technology Sept 2016mbueno62Ainda não há avaliações
- ISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Documento42 páginasISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Màu Đen Cuộc SốngAinda não há avaliações
- Spur and Helical Gear Modeling in Pro-EDocumento13 páginasSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Thin Rims For Internal GearsDocumento8 páginasThin Rims For Internal GearsMass Giovani100% (1)
- Tolerances for Pitch-Span DeviationsDocumento2 páginasTolerances for Pitch-Span Deviationsdanielk32100% (1)
- Gearboxes Design Guide PDFDocumento26 páginasGearboxes Design Guide PDFDracoRodriguezAinda não há avaliações
- Manual KissSoftDocumento1.254 páginasManual KissSoftHugoAinda não há avaliações
- Kisssoft Tut 016 E WormgearDocumento16 páginasKisssoft Tut 016 E WormgearIbraheem KhressAinda não há avaliações
- ManualDocumento1.014 páginasManualhomesaru77Ainda não há avaliações
- Bevel GearDocumento9 páginasBevel GearAadil KhanAinda não há avaliações
- Bevel Gears ExplainedDocumento1 páginaBevel Gears ExplainedCrayz DeerAinda não há avaliações
- Kissof Manual PDFDocumento1.017 páginasKissof Manual PDFFitra Vertikal100% (1)
- Tut 002 TwoStagePlanetaryGearbox EDocumento44 páginasTut 002 TwoStagePlanetaryGearbox Eardec_8Ainda não há avaliações
- Hob Seminar (English)Documento26 páginasHob Seminar (English)RizwanAliAinda não há avaliações
- Spiral bevel gear pairs formulaDocumento4 páginasSpiral bevel gear pairs formulaer_winwibowo100% (2)
- Design of Bevel GearDocumento23 páginasDesign of Bevel Gearshahzadali078650% (2)
- Formulas For Gear Calculation - External GearsDocumento10 páginasFormulas For Gear Calculation - External GearsJag WaramAinda não há avaliações
- Gear Adendum Modification CoefficientDocumento8 páginasGear Adendum Modification CoefficientRobert StuartAinda não há avaliações
- Kisssoft Release 2020 User ManualDocumento940 páginasKisssoft Release 2020 User ManualMohamad Hamedi100% (1)
- Gear Generating Profile Shift CalculationsDocumento2 páginasGear Generating Profile Shift CalculationsSanjay Shelar0% (1)
- Gear Book d780tDocumento234 páginasGear Book d780tandu_carnariu100% (6)
- Hobbing 0406Documento6 páginasHobbing 0406feni4kaAinda não há avaliações
- Gleason 1207Documento8 páginasGleason 1207FilippinAinda não há avaliações
- Analyzing and Optimizing Bevel Gears in KISSsoftDocumento24 páginasAnalyzing and Optimizing Bevel Gears in KISSsoftDejan DrumacAinda não há avaliações
- Samputensili HobbingDocumento76 páginasSamputensili HobbingJohn FelemegkasAinda não há avaliações
- Spline Design Using KISSSoftDocumento8 páginasSpline Design Using KISSSoftAllan John Sala Limson0% (1)
- KISSsoft AG Training Courses KISSsoft and KISSsys Training 1562311456Documento8 páginasKISSsoft AG Training Courses KISSsoft and KISSsys Training 1562311456HAinda não há avaliações
- Measuring Spur Gear ParametersDocumento29 páginasMeasuring Spur Gear ParametersSachin100% (1)
- Gear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFDocumento183 páginasGear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFvenkat100% (1)
- Bevel Gear Transmission AnglesDocumento6 páginasBevel Gear Transmission AnglesNabende UmarAinda não há avaliações
- Space Lubrication and Performance of Harmonic Drive GearsDocumento8 páginasSpace Lubrication and Performance of Harmonic Drive GearsyayichangAinda não há avaliações
- AGMA Technical PaperDocumento14 páginasAGMA Technical PaperLuis TestaAinda não há avaliações
- CN101134256ADocumento11 páginasCN101134256ANipun HarshaAinda não há avaliações
- Engranajes: Diseño y CinemáticaDocumento10 páginasEngranajes: Diseño y CinemáticaOscar SaldivarAinda não há avaliações
- Lubrication of GearsDocumento35 páginasLubrication of GearsMohamed AbdelsalamAinda não há avaliações
- Calculation of The Tooth Root Load Carrying Capacity of Beveloid GearsDocumento10 páginasCalculation of The Tooth Root Load Carrying Capacity of Beveloid GearsdineshkshirsagarAinda não há avaliações
- Back To Iiasics, ... : Design Involute GearDocumento11 páginasBack To Iiasics, ... : Design Involute Gearabdul rachim100% (1)
- Section 8 Bevel Gearing DesignDocumento5 páginasSection 8 Bevel Gearing DesignLiniel de JesusAinda não há avaliações
- Design and Performance of Gear Pumps With A Non-Involute Tooth ProfileDocumento13 páginasDesign and Performance of Gear Pumps With A Non-Involute Tooth ProfileMorteza ShakerienAinda não há avaliações
- Gear - New World EncyclopediaDocumento12 páginasGear - New World EncyclopediaNaveen ChakradharAinda não há avaliações
- Acoplamentro por interferênciaDocumento5 páginasAcoplamentro por interferênciaCarlo_FilippinAinda não há avaliações
- Kt ajuste por interferênciaDocumento3 páginasKt ajuste por interferênciaCarlo_FilippinAinda não há avaliações
- Hydrocell PDFDocumento10 páginasHydrocell PDFCarlo_FilippinAinda não há avaliações
- LADA NIVA Illustration AlbumDocumento40 páginasLADA NIVA Illustration Albumahlidap89% (9)
- Mola 2Documento4 páginasMola 2Carlo_FilippinAinda não há avaliações
- How The Bugatti Veyron WorksDocumento7 páginasHow The Bugatti Veyron WorksCarlo_FilippinAinda não há avaliações
- Standardized Tractor Performance Testing: Research UpdateDocumento6 páginasStandardized Tractor Performance Testing: Research UpdateCarlo_FilippinAinda não há avaliações
- KT Eixo FlexãoDocumento7 páginasKT Eixo FlexãoCarlo_FilippinAinda não há avaliações
- NEBRASKA OECD TRACTOR TEST 1873–SUMMARY 527 JOHN DEERE 8430 DIESELDocumento5 páginasNEBRASKA OECD TRACTOR TEST 1873–SUMMARY 527 JOHN DEERE 8430 DIESELCarlo_FilippinAinda não há avaliações
- Fadiga ENDocumento4 páginasFadiga ENCarlo_FilippinAinda não há avaliações
- Lactec - EN - Padrão - IntranetDocumento12 páginasLactec - EN - Padrão - IntranetCarlo_FilippinAinda não há avaliações
- Diagrama de GerberDocumento5 páginasDiagrama de GerberCarlo_FilippinAinda não há avaliações
- Passenger Car Drive Axle Gear DesignDocumento74 páginasPassenger Car Drive Axle Gear DesignCarlo_Filippin75% (4)
- Bun Den BergDocumento11 páginasBun Den BergCarlo_FilippinAinda não há avaliações
- 303 - Manual Mecanico JPXDocumento242 páginas303 - Manual Mecanico JPXShalon MeloAinda não há avaliações
- Myanmar Short StoriesDocumento186 páginasMyanmar Short Storiessnowwhite432183% (6)
- From The SAGE Social Science Collections. All Rights ReservedDocumento7 páginasFrom The SAGE Social Science Collections. All Rights ReservedCarlo_FilippinAinda não há avaliações
- From The SAGE Social Science Collections. All Rights ReservedDocumento8 páginasFrom The SAGE Social Science Collections. All Rights ReservedCarlo_FilippinAinda não há avaliações
- Bending Stresses in Bevel Gear TeethDocumento31 páginasBending Stresses in Bevel Gear TeethCarlo_Filippin100% (6)