Escolar Documentos
Profissional Documentos
Cultura Documentos
Diseno Rola Manual
Enviado por
Ruben Gonzales Aquino83%(6)83% acharam este documento útil (6 votos)
4K visualizações126 páginasDireitos autorais
© Attribution Non-Commercial (BY-NC)
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Attribution Non-Commercial (BY-NC)
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
83%(6)83% acharam este documento útil (6 votos)
4K visualizações126 páginasDiseno Rola Manual
Enviado por
Ruben Gonzales AquinoDireitos autorais:
Attribution Non-Commercial (BY-NC)
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 126
Facultad de Ingenieria en Mecanica
"DISENO, CALCULO Y CONSTRUCCION DE UNA ROLADORA MANUAL"
INFORME TECNICO
Prma a 1& Obtenci6n del Titulo de INGENIERO fEN MECANICA
Presentado por:
LUIS ALBERTOggN VEGA
Gua,aquil
•
Ecuador
Alto
1992
AGRADECIMIENTO
Al Ing. Erneato Martinez
Director
de
Informe
tecnico, por au valioaa y desinteresada ayuda en la elaboraci6n del presente Informe Tecnico.
DEDICATORIA
A MIS PADRES
A MIS HERMANOS
A MIS FAMILIARES
DECLARACION EXPRESA
DE CLARO QUE:
Este Informe Tecnico corresponde a la resoluci6n de un
problema practico relacionado con el perfil profesional
de la Ingenieria Mecanica ..
(Reglamento de Graduaci6n mediante la elaboraci6n de
Informe Tecnico)
Luis Alberto Le6n Vega
Ing. Nelson Cevallos DECANO
Ing. Ernesto Martinez DIRECTOR INFORME
r
Ing. Federico Camacho MIEMBRO TRIBUNAL
RESUMEN
Gran cantidad de trabajos que se desarrollan en un taller mecanico, con aquellos que involucran la reparaci6n 6 construcci6n de elementos que tengan formas curvas, sean estas cilindricas u c6nicas.
Las tecnicas mediante las cuales se pueden dar las formas antes anotadas, en lamina metalica, son muy variadas,
pudiendo citar las de ejecuci6n manual, con la ayuda de maquina curvadora. Sin
y las realizadas lugar a dudas el
curvado de laminas mediante maquina es
mas eficiente por
razones econ6micas y el obtener un mejor acabado.
En nuestro medio "CIUDAD DE LOJA", la industria mecanica se ha incrementado notablemente debido a la aparicion de
diferentes
industrias
como:
minera,
alimenticia,
ceramica, etc., 10 que conlleva a la necesidad de construir maquinas y elementos de maquinas que deben tener la formas antes anotadas y la precision que el funcionamiento 10 establezca.
De la misma forma como se va incrementando las diferentes industrias no se posee la maquina adecuada para dar la forma requerida. como ser una ROLADORA (manual, mecanica, etc.). y para solventar las diversas necesidades se las realiza por medios manuales.como haciendo uso de prensas, trayendo como consecuencia trabajos de baja calidad.
El factor econ6mico es un limitante para la adquisici6n
I I
de una roladora de origen extranjero, raz6n por la cual
en el presente informe, realizo un enfoque del diseno,
calculo y construcci6n
de una roladora manual que
satisfaga las necesidades antes anotadas.
En el capitulo final se realiza un anal isis de costos con
10 que se justifica la ventaja obtenida en la realizaci6n
de es proyecto.
I I I
INDICE
GENERAL
"DISEAO CALCULO Y CONSTRUCCION DE UNA ROLADORA MANUAL"
RESUMEN
INDICE GENERAL INDICE DE FIGURAS INDICE DE TABLAS SIMBOLOGIA ANTECEDENTES:
CAP. # 1.- DEFINICION DEL PROBLEMA
1.1.- Formas Tradicionales de Curvado. 1.2.- Formas Modernas de Curvado.
1.3.- Ventajas y Desventajas de los Procesos 1.4.- Formulaci6n del Proyecto.
CAP. # 2.- ALTERNATIVAS PARA SOWCIONAR KL PROBLEMA 2.1.- Roladora Manual.
2.2.- Roladora Mecanica.
CAP. # 3.- DISEAO .. CALCUID Y DIMKNSIONAMIENTO DE UNA ROLADORA MANUAL
3.1.- Descriptiva de sus Partes y funcionamiento.
3.2.- Calculos y Dimensionamiento final.
IV
CAP. # 4.- CONSTRUCCION DE LA ROLADORA MANUAL 4.1.- Cronograma.
4.2.- Maquinas a Utilizar. 4.3.- Montaje.
CAP. # 5. - ANALISI S DE COSTOS
5.1.- Costos del material empleado. 5.2.- Costos de mano de obra directa. 5.3.- Costo de hora maquina.
CONCLUSIONES Y RECOMENDACIONES BIBLIOGRAFIA
APENDICES
v
I N DIe B
DB
FIGURAS
1.- Roladora Manual 2.- Roladora Mecanica
3.- Sistema de regulaci6n manual
4.- Limitaciones del tren cinematico de tres ruedas 5.- Arrastre por medio de tren cinematico
6.- Sistema de motorreductores
7.- Sistema mecanico de regulaci6n 8.- Sistema Hidraulico de regulaci6n 9.- Diseno del Cuerpo
10.- Diseno de la mesa
11.- Sistema de regulaci6n
12.- Sistema Volante - pinon 13.- Sistema de ruedas dentadas 14.- Rodillo inferior
15.- Rodillo superior
16.- Fuerza de deformaci6n de la lamina 17.- Fuerza en los tornillos de regulaci6n 18.- Fuerzas involucradas en el proceso 19.- Esquema de la mesa
20.- Montaje de la placa lateral izquierda sobre la mesa
21.- Montaje de los rodillos inferiores 22.- Montaje de placa lateral derecha 23.- Montaje del sistema de regulaci6n
24.- Montaje del tren cinematico de ruedas dentadas
v ,
25.- Montaje del volante
26.- Montaje del rodillo superior
V II
INDICE
DE
TABLAS
1.- Formas tradicionales de curvado
2.- Ventajas y desventajas de los sistemas de curvado 3.- Elementos Normalizados
4.- Elementos no Normalizados
131BUOTECA
SIHBOLOGIA
A Area de secci6n transversal
b Ancho de la lamina
d Diametro exterior
do Diametro de raiz de un tornillo
dm Diametro medio
e Espesor
f Flexibilidad de la barra
f Coeficiente de empotramiento Gmax: Esfuerzo cortante maximo
h Espesor maximo de la lamina a curvar
ha Altura de la tuerca
J Esfuerzo de torsi6n
n Factor de seguridad
p Paso del tornillo
P Fuerza de deformaci6n
rin Radio de inercia
S Recorrido total del tornillo
Sy Esfuerzo de fluencia
T Momento torsional
u Coeficiente de rozamiento
w Fuerza distribuida por el rodillo superior
Z M6dulo de secci6n
@a Esfuerzo de aplastamiento
@adm: Esfuerzo admisible
V I I r
I x
@c Esfuerzo de compresion
@f Esfuerzo de fluencia
re Angulo de filete
x
ANTECEDENTES
La ciudad de Loja se encuentra ubicada en la frontera sur de nuestro pais, siendo geograficamente una de las mas desfavorecidas, ya que las vias de comunicacion en su totalidad son de pesimo orden, asi como la distancia hacia los principales centr~s de produccion no permite que la tecnologia llegue en el momento adecuado.
Una innumerable de elementos que forman parte de maquinas tiene forma curva 0 conica, pero debido que ninglin taller de la localidad posee un sistema adecuado como ser una roladora (manual 0 mecanica), el curvado se 10 realiza usando metodos poco efectivos p~r ejemplo: moldes, forja, prensas, etc; 10 que origina que los trabajos sean de mala calidad y poca precision.
Entre las alternativas para solucionar este problema se presenta la adquisicion de una roladora importada, que p~r su alto valor de compra resulta inalcanzable para nuestro medio.
Es asi que en calidad de tecnico del Instituto Tecnico Superior .. Daniel Alvarez Burneo" y Escuela Anexa a la U.T.P.L., en Tecnologia en Mecanica Industrial, se me encargo el estudio economico y tecnico (diseno y
x I
construcci6n) de una ROLADORA MANUAL, para curvar plancha
de 6.4 mID. como espesor maximo, para 10
eual se
desarrollo el trabajo que se expone en este informe taenieo.
'I
CAPITULO
No. 1
DEFINICION DEL PROBLEMA
L 1 FORMAS TRADICIONALKS DE CURVADO
El entregar formas curvas siempre ha sido un problema
que tiene que solucionarse en un gran nlimero de talleres
mecanicos, ya que se carece de un sistema de trabajo que
sea 10 suficientemente eficaz y rapido. De esta manera 10
mas
viable es usar metodos
de moldeado
como 10
detallaremos a continuaci6n en la tabla
# 1.
Tabla 1.
FORMAS TRADICIONALKS DE CURVADO
Tipo de Moldeado Herramientas Usadas Usos
- Prensa de 50 toneladas Piezas de poco rz.
Moldeado p~r - Molde Laminas de poca Ion
Pieza. - Plantilla. Sectores Circulares
Espesores (6-16)mm
- Fragua Piezas de rz minimo
Modelado por - Molde Laminas de poca Ion
calentamiento - Plantilla Sectores Circulares
y prensa. - Prensa de 50 toneladas Espesores (6-20)mm
- Fragua. Piezas de poca pres
Moldeado p~r - Yunque. Piezas de poca long II
Forja. - Martillo de herrero. ancho.
- Pinzas de herrero. Espesores > 12 mID. 2
- Entenalla de banco Piezas de poco diam.
Moldeado p~r - Molde macizo cilin. Piezas de poco esp.
percusi6n manual - Macetas de goma y Piezas de long. media
caucho Sectores circulares
- Herramientas manua.
- Compas de gran ta- Piezas de gran tamafio
Moldeado por mafio Laminas de poco esp.
trazo - Molde
- Macetas de acero 1.2.FORMAS MODERNAS DE CURVADO
Las
desventajas existentes
entre
las formas
tradicionales de curvado y que se expondran en el
parrafo 1.3, dan como resultado que sea prioritario
el uso
de otros metodos diferentes
de curvado,
comparados con los antes citados en la tabla # 1,
siendo mucho mas rentable y ejecutable el curvado p~r
intermedio de una
maguina roladora, sea esta de
origen manual 0 mecanico.
ROLADORA MANUAL
Como su nombre 10 indica se denomina asi porque
eu movimiento es realizado manualmente aprovechando
la fuerza del hombre, y con la ayuda de un volante,
el cual sirve para disminuir el esfuerzo que se
realiza.
La fuerza del hombre es aprovechada de manera
adecuada, ya que el sistema de transmisi6n que
posee hace que la misma sea minima, (ver figura # 1).
,,'
1
il'
;)/
<; ~
_.-=-ii~~~~~
Figura # 1.- Esquema de una roladora manual
4
ROLADORA MECANICA
En este caso la fuerza rotacional de rolado se
transmite por medio de un motor acoplado a un
mecanismo cinematico, el cual puede ser como 10
citaremos a continuaci6n:
- conjunto de tornillo sinfin. rueda
- conjunto de bandas, poleas
- conjunto de tren de ruedas dentadas
- conjuntos mixtos (tornillo sinfin, rueda, bandas,
poleas. )
- conjuntos mixtos (ruedas dentadas, bandas, poleas.)
El motor generador del movimiento principal es
entregado por un motor
electrico trifasico por
razones de esfuerzo de trabajo y seguridad. Su
caballaje depende principalmente del espesor maximo
de plancha que se desea rolar. Un ejemplo de este
tipo de roladora se ilustra en la figura # 2.
,-,
on 1 ~Q
~I
J,_
[ ~
I I 1 I I Figura # 2.- Esquema de una roladora mecanica
5
L 3 _ VENTAJAS Y DESVENTAJAS DE IDS SISTEMAS DE ROLADO
En esta parte expondremos mediante un cuadro las
ventajas y desventajas que existen en los diferentes
sistemas de curvado,( ver tabla 2).
TABLA No 2
VENTAJAS Y DESVENTAJAS DE IDS SISTEMAS DE ROLADO
Tipo de curvado Ventajas Desventajas
Moldeado por Piezas pequenas -sistema muy lento
prensa de gran espesor -economicamente no
aconsejable.
-su uso se da para
Moldeado por piezas de tamano
calentamiento y limitado.
prensa
Moldeo por forja -poca precision.
Percusion -sistema muy lento
manual -acabado rustico
-lamina delgada
-piezas peguenas
Moldeado por -facil trabajo -no economico
trazos y planti. -ele. gran vol. -no muy exacto
Roladora Manual -facil manejo -mas lento que me-
-bajo costa mag otros metodos.
-buen ritmo tr.
Roladora mecanica -facil manejo -costo de maguina
-maguina funci- es elevado.
onal. 6
1.4. FORMULACION DEL PROYECTO
Todo el proyecto de la roladora manual, 10 formulare
basandome en los siguientes criterios.
a.- La necesidad de una roladora es un hecho real, ya que
en la ciudad de Loja no existen este tipo de maquinas, y la demanda de curvar laminas cada vez es mayor.
b.- El costo de curvado de una lamina metalica, usando
una roladora es mucho mas econ6mico que usando metodos
tradicionales, p~r cuanto se economiza tiempo y mano de
obra, asi como tambien se pueden obtener mejores acabados
laminas es creciente, ya que con ella se puede construir Ii!lBL.1C
y exactitud.
c.- La gran demanda existente en la ciudad de curvado de
desde elementos
utilizados en el campo automotriz,
hasta pasar por el campo alimenticio, minero, ceramico;
en la construcci6n de molinos, trituradores, tanques para
almacenamiento de agua y otros liquidos, tanques para
reciclaje de granos, etc.
d.-
A pesar
de tener una gran demanda, el factor
econ6mico del proponente del proyecto es limitada, p~r
cuanto la maquina sera 10 mas sencilla y de menor costo.
e.- El presupuesto de construcci6n de la roladora a
fabricarse debe ser mas bajo en comparaci6n con e1 de una
roladora similar y de origen extranjero.
f.- Se posee las condiciones favorables para llevar a
7
adelante el proyecto; ya que se tiene el recurso humano. la tecnologia adecuada y ademas los recursos fisicos como son ( fresadoras. tornos, cepillos, soldadoras electricas, oxicorte, etc).
8
CAPITULO No _ 2
ALTERNATIVAS PARA SOLUCIONAR EL PROBLEMA
La roladora manual es una maguina gue sirve para curvar laminas metalicas, y puede estar dotada de tres 0 cuatro rodillos segUn sean las necesidades gue deba solventar la persona que desee realizar curvado metalico.
Todas las roladoras se basan en el mismo principio de funcionamiento, pero pueden diferenciarse las unas de las otras por mecanismos que sirven para hacer bajar 0 subir el rodillo superior, el cual puede cumplir su funci6n en forma manual, 0 con mecanismos cinematicos e hidraulicos.
Entre las soluciones gue podemos citar, y gue pueden servir para solucionar la necesidad de curvar laminas metalicas, tenemos las siguientes:
- Roladora Manual
- Roladora Mecanica
9
2.1. ROLAOORA MANUAL
La roladora manual se denomina asi p~r que todo su
movimiento se genera por esfuerzo del hombre.
El movimiento principal de rolado es generado por
medio de una palanca, y un tornillo de paso adecuado para
que el momento de giro de dicho tornillo no sea demasiado
elevado, un mecanisme de esta naturaleza 10 indicamos en
la figura # 3.
I
I
\ \
~ I
I
I
l_ h Figura # 3.- Sistema manual de regulaci6n
10
El movimiento de rolado es ejecutado por medio de un volante de gran diametro acoplado a un mecanisme de ruedas dentadas, los cuales en conjunto deben de tener las siguientes caracteristicas:
Volante.- El volante debe tener un diametro adecuado para que en el momento de transmitir movimiento la fuerza que ejecuta la persona no sea demasiado alta 0 que deba recurrir a la ayuda de otra persona. Su diametro debe estar de acuerdo con el espesor de la lamina a curvar. El volante para curvar lamina de 5 mm. de espesor debe tener un diametro aproximado de 1000 mm.
Sistema de transmisi6n.- El sistema de transmisi6n debe ser de reducci6n, 10 que da como resultado que 10 que se pierde en velocidad se transforma en fuerza de traslaci6n de rolado. Las relaciones de reducci6n deben estar comprendidas en el orden de 3/1 0 mas.
La formas de reducir la velocidad de transmisi6n son muy variadas y podemos citar como ejemplos las siguientes:
Tornillo sin fin rueda dentada.- puede alcanzar
reducciones de velocidad de hasta 100/1.
- Tren cinematico de ruedas dentadas de 3 6 mas ruedas segUn sean sus necesidades.
El gran inconveniente de este tipo de sistema es que
I I
au rendimiento es aceptable unicamente para laminas de poco espesor, ver figura # 4.
curvar
RODILLO SUPERIOR
RODILLOS INFERIORES
Figura # 4.- Curvado de lamina de poco espesor
2 _ 2 _ ROLADORA MECANICA
Denominada asi por que su funcionamiento es impulsado en su totalidad por medio de mecanismos mecanicos, sin que para ella tenga que intervenir el hombre, como generador de esfuerzo.
Siendo los movimientos principales de curvado el de giro y la fuerza principal de rolado, para efectos de trabajo estos pueden ser mecanizados de la siguiente manera.
a.- El movimiento de giro 0 de arrastre puede ser generado por medio de un motor acoplado a un sistema de transmisi6n, para curvar laminas de mediano espesor, como 10 muestra las figuras # (5 , 6).
b.-
Tambien
por
un
sistema
de
motoreductores
independientes cuando se trata de curvar laminas de gran espesor, los cuales su caballaje dependera del espesor y longitud de lamina a curvar, mostrando un tipo de esta maquina en la figura # 7.
c.- El mecanisme hidraulico de regulaci6n, el de mayor rendimiento y eficacia, ya que nos permite un trabajo mas rapido y controlado, asi como el de curvar laminas de gran espesor , Su instalaci6n consta de elementos con los ilustra la figura # 8.
13
RODJLLO ----+
Figura # 5.- Sistema mecanico de regulacion
14
RODILLO SUPERIOR
RODILLOS INFERIORES
Figura # 6.- Curvado de lamina de mediano espesor
MOTORREDUCTORES
ROOILLOS
Figura # 7.- Sistema de motorreductores
~ --R-+--+---- CILINDRO HIDRAULICO
n=nru-.p DEL CO"INETE
~...,,-----j-t----- CILINDRO HIDRAULICO
DEL PERNO
x
15
x+------ DISTRIBUIDORES
Figura # 8.- Sistema Hidraulico de regulaci6n
16
CAPITULO
No_ 3
"DISEAO CALCULO Y CONSTRUCCION DE LA ROLADORA MANUAL"
La roladora que se proyecta disefiar y construir estara conformada de las siguientes partes: Cuerpo, sistema de regulaci6n del rodillo superior, cadena cinematica , los mismos que seran descritos a continuaci6n.
3. L DESCRIPTIVA DE SUS PARTES Y FUNCIONAMIENTO CUKRPO
El cuerpo sera el lugar que dar a cabida a todos los elementos que forman la roladora y por esta raz6n debe ser 10 suficientemente robusto y resistente. Constara de dos placas laterales casi identicas, de tal manera que puedan ser colocadas en uno u otro extremo de la roladora
El cuerpo a mas de las placas laterales estara
formado por finalidad de volcamiento
una mesa
en forma de tripode, con la
que posea estabilidad y no se produzca cuando se gire el volante, del cual hare
referencia mas adelante.
Como 10 he mencionado anteriormente la funci6n que cumplira e1 cuerpo sera la de servir de soporte de todos
17
los demas elementos que forman la roladora, como son :
Sistema de regulaci6n, rodillos y sistema de transmisi6n 6 cinematico.
El cuerpo puede tambien carecer de la mesa sin que ello represente inconvenientes para su funcionamiento.
Las placas alojamiento
laterales para servir como soportes y dar a los demas elementos, debera tener las
caracteristicas que se ilustran en la figura # 9. El material con el cual se proyecta construir es acero SAE A36.
En la figura # 10 se ilustra la mesa que soporte del cuerpo en general.
servira de
UlRPO ASE'----If-
BASE 0
SOPORTE IZOUIERDO
,ILACA LATERAL
COMES 0 CASQUILLO..--l------B
I
~-
I
BU"E ROSCADO
18
BASE 0 SOPORTE DERE CHO
NERVIOS 0 BASE
Figura # 9.- Esquema de placas laterales
19
J
r-
r-
, ..
, 1
PATAS
- . '---. -_. -- . --.~'---- -_._ . ....----._- . __ . --',,'--'--
8 AS,E -;-
I
1_--- SOPORT!
w, I
",,~
..: 7',
,:J' .-; i-
\.
Figura # 10.- Esquema de la mesa
20
SISTEMA DE REGULACION DEL RODILLO SUPERIOR
El sistema de regulaci6n debera ser funcional,para dar facilidad al manejo de la roladora, constara de las siguientes partes que seran detalladas asi:
Perno de regulaci6n tornillo de potencia cuya
funci6n es la de transformar el movimiento circular en movimiento lineal de trabajo, ya que al bajar este ejercera presi6n sobre el rodillo superior y este a su vez deformara la lamina a curvar. Las caracteristicas notables de este tornillo son : En uno de los extremos se Ie debera maquinar un agujero, para que en este lugar se incorpore una manija 0 palanca, con la finalidad de obtener el movimiento anterior. En el otro extremo se Ie debera maquinar una garganta ,la cual servira para subir o bajar el rodillo superior.
- Tuerca de regulaci6n .- La tuerca es diseftada de manera que permanezca fija, para 10 cual se la construira en dos partes ; una de elIas sera la tuerca mismo, en la cual se deslizara el tornillo y la otra la base que es la que servira para sujetarla sobre los cuerpos
anteriormente elementos se
mencionados. El acoplamiento de los realizara por medio de
estos dos soldadura
electrica, debiendo maquinarse para obtener una buena union los respectivos acoplamientos "biceles".
- Soportes.- Estos soportes tendran como finalidad la de
21
servir de apoyo a los ejes del rodillo superior, asi como tambien la de servir de enlace entre el tornillo de regulacion, motivo por el cual se ejecutaran agujeros en su superficie. Para enlazar este elemento con el tornillo se usara una media luna tipo collarin, el que a su vez se introducira en la garganta del tornillo antes anotada.
La forma de este soporte sera la de un cubo, ya que en el mismo se incorporaran las guias para que este conjunto se deslice con facilidad. Estas guias seran desmontables e iguales todas.
Palanca.- Esta
palanca como 10 hemos mencionado
anteriormente servira para transformar el movimiento circular generado por un operador, en un movimiento lineal, y su forma sera la de una barra cilindrica, sus extremos debe ran ser de mayor diametro, con el fin de que no se salga del agujero taladrado en el tornillo. La figura # 11 ilustra el diseno de este sistema.
+ ------+--+-t-
-t- I Jl
+ !I
+.+.-t-- -- . _.+
~----~==~'~==~-1llr'--------~ II
MANIJA
I
.=:. i=-'~' ~ - .7::
1
l
CASEZA
Figura ~ 11.- Diseno del sistema de regulae ion
22
--
23
SISTEMA CINEMATICO
El sistema cinematico estara compuesto de los siguientes elementos: Volante, ruedas dentadas y pin6n. En este sistema los ejes que corresponden a las ruedas dentadas y pin6n formaran un triangulo y en un mismo plano. La descriptiva de los elementos que conformaran el tren cinematico 10 detallamos a continuaci6n.
- Volante.- Sera el elemento por el cual se transmitira el movimiento de giro, y que dara como resultado que la lamina a curvar se deslice sobre los rodillos logrando de esta manera el contorno deseado.
La transmisi6n de este movimiento se lograra de la siguiente forma: El volante, cuyo diametro dependera del espesor maximo a curvar recibe una fuerza por parte del operador, este a su vez transformara esta fuerza en un movimiento circular, que sera trasladado a un pin6n, raz6n por la cual deberan encontrarse sobre un mismo eje.
- Pin6n.- Este pin6n por su funci6n que desempenara, como es la de transmitir fuerza, sera de menor diametro que las ruedas dentadas, proyectandose para su diseno que el eje del pin6n forme un solo cuerpo con el mismo. Este eje a su vez debera tener la caracteristica de soportar
24
al volante, para 10 cual se Ie debera maquinar chaveteros de seguridad.
El conjunto de volante, pin6n y eje se muestran en la figura # 12 con sus caracteristicas de diseno.
E~E
VOLANTE
Figura # 12.- Diseno del sistema pinon volante
25
- Ruedas Dentadas.- Las ruedas dentadas seran en nlimero
de dos, una para cada encargadas de recibir el transmitirlo directamente a
rodillo inferior, seran las movimiento desde el pinon y los rodillos. De esta manera
debera poseer chaveteros de seguridad solidariamente con el eje de los dimensiones seran determinadas en 10
para trabajar rodillos, sus que respecta a
calculo, pero se puede decir que deberan ser de mayor tamano que el pifion, en la figura # 13 se muestra el sistema de las ruedas.
RUEDAS DENTADAS
Figura # 13.- Disefio del sistema ruedas dentadas
26
RODILLOS
El sistema de rodillos puede estar formado por tres ° mas', dependiendo el nlimero de las necesidades que se deseen satisfacer, asi como de la exactitud requerida.
En nuestro caso se disenara la roladora manual con
tres rodillos
(dos inferiores y uno
superior). A
continuaci6n se describira cada uno de ellos.
- Rodillos Inferiores.- Estos rodillos seran identicos y su construcci6n se proyecta realizar en acero perforado, seran los encargados de recibir el movimiento de las ruedas dentadas y de esta forma permitir el deslizamiento de la lamina a curvar. Estos rodillos deberan montarse sobre ejes, los cuales a su vez seran diferentes en sus extremos,.En uno de los extremos simplemente sera un eje de apoyo, mientras que en el otro servira para receptar movimiento, su acoplamiento se 10 realizara por medio de unos anillos unidos por presi6n y soldadura como se 10 puede ver en la figura # 14.
I=~=j~v E"E INFERIOR DERECHO
I / ANILLO N.!3
'-"'" CULLL.
27
ANILLO N! I
ANILLD N.! 2
I>I---_J+__ --
= Fc-=-. --:-.1 . ..:....=. -:-: f=-
I
TUSO
--r---
i'
I0V MILLON.! 4 ~~
..........
I'-- EdE INFERIOR IZOUIERDO
Figura # 14.- Esquema de los rodillos inferiores
I'
I I
28
Rodillo Superior.- Este rodillo sera construido del mismo material que los anteriores, perc con la diferencia que sus ejes no seran acoplados al mismo. Este rodillo no transmit ira movimiento, y su funci6n sera la de deformar la lamina, 0 sea que se 10 considerara como un rodillo libre "loco".
Para recibir a los ejes se Ie acoplara bujes como se 10 muestra en 1a figura # 15. Ademas los ejes poseeran una manija para su desmontaje. Este tipo de montaje de los ejes se los proyecta con una fina1idad como es la de desmontar e1 objeto curvado conjuntamente con e1 rodi110, sin la necesidad de desacop1ar el sistema de regu1aci6n.
ES
NLLO N!4
Figura # 15.- Esquema del rodillo inferior
30
3.2.- CALCULOS Y DIMKNSIONAMIENTO FINAL
Los calculos que seran expuestos en el presente texto se basaran en las caracteristicas tecnicas que se desea tenga la maquina roladora manual, y son las siguientes:
Longitud de la maguina Ancho de la maquina Altura de la maguina Longitud l1til
Espesor maximo a curvar Espesor minimo a curvar N11mero de rodillos
Diametro minima a curvar Diametro posible de rodillos
= 1550 mm. = 870 mm. = 1160 mm. = 1219 mm.
= 6,4 mm.
= -------
= 3
= 150 mm. = 100 mm.
Separaci6n entre ejes de rodillos =
200 mm.
Los calculos se realizaran tomando en
cuenta
planteamientos y principios de Resistencia de Materiales, esfuerzos maximos permisibles de fluencia y seran realizados principalmente en los elementos mas importantes y considerados mas susceptibles a sufrir fallas como: sistema de regulaci6n, rodillos superior e inferiores, ejes de los rodillos y sistema de transmisi6n - volante.
31
Propiedades de resistencia de los materiales
involucrados en el presente calculo. Apendice A.
Acero SAE A36
Acero SAE 4340
Sy = 250 N/mm~
Sy = 178
Sy = 185
Sy = 441
Sy = 431 Acero SAE 1010
Acero SAE 1015
Acero SAE 1024
SISTEMA DE REGULACION
Calculo de la fuerza de deformaci6n de la lamina
acero SAE A36, emax. = 6.4 mm.
--+--
Figura # 16.- Fuerza de deformaci6n de la lamina
dimensiones de la lamina a curvar
(6.4x1219x2438)mm.
esfuerzo de fluencia Sy = 250 N/mm2
32
Momento fleetor maximo al apliear la earga en el
limite de flueneia segUn la siguiente eeuaei6n.
Mmax. = (P*1)/4
P = earga neeesaria para deformar la lamina.
1 = separaei6n entre ejes de los rodillos.
Esfuerzo de flexi6n produeido por P.
Z = m6dulo resistente de la seeei6n = (b*h2)/6
@f = Mmax/Z = (P*1)/(4*Z)
b = longitud de la lamina = 1219 mm.
h = emax. = 6,4 mm.
Z = {1219*(6.4)2}/6
= 73.1 mms
Despejando de @f, obtenemos P.
P = (4*@f*Z)/(6*1)
= (4*25015*7.31)/(6*20) = 340 N.
33
Fuerza en los tornillos de regulaci6n Ft.
La fuerza necesaria para deformar la lamina sera
transmit ida por los tornillos como 10 indica en la
figura 1* 17.
Ft
Ft
w=P/b=341 N/cm I-------b
Figura ~ 17.- Fuerza de los tornillos de regulaci6n
Sum Fv = 0
-2Ft +P= 0
Ft = 18285.8 N
f = 312.5 mm.
Del apendice B, f = 31.25 y SAE 1015, 0 = 0.92 y
determinamos el area de la secci6n transversal.
A' = Ft/(o*@adm) = 183/(0.92*45)
= 43.8 mm2
A' < A
34
Altura de la tuerca , necesaria para realizar su funci6n.
@a = (-4*p*Ft)/[3.14*h(d2 - dr2)]
En esta parte se usara un factor de seguridad de n = 4, por 10 tanto su @adm es ;
@adm = 226.61/8 = 227
= 28.32 N/mm2
Despejando h se tendra la siguiente ecuaci6n: h = (-4*p*Ft)/[3,14*@adm(d2 - dr2)]
= 48.5 mm.
Se Determina la longitud de la palanca, tomando en consideraci6n la fuerza de un hombre para su operaci6n igual a 245.N
T = Fh*s
s = 42 N.m /2.5 N.
s = 290 mm. aprox. 300 mm.
Diametro de la palanca que debe tener para soportar
la carga de flexi6n aplicada p~r operador.
@f = T/Zp
Zp = mom. de inercia de la palanca aprox. = 0.1 d3
Despejando: d3 = T/(O.l*@adm)
35
= 430/ (0.1* 462) d = 17.5 mm.
SISTEMA DE RODILLOS
Para calcular el sistema de rodillos se realiza un analisis grafico en la figura # 18, y en la que estan involucradas fuerzas como las ,siguientes:
- Fuerza P de deformaci6n.
- Fuerza de arrastre Fa necesaria para transportar
la lamina.
- Fuerza de reacci6n Fri de los rodillos inferiores.
- Fuerza de rozamiento W entre lamina y rodillos inferiores
I
J
Figura # 18.- Fuerzas involucradas en el proceso
36
Sum Fv = 0
-p + 2Fri = 0
Fri = 18286 N.
Sum Fh = 0
-Fa + 2W = 0
= 2*0.1*18286
= 3657 N.
Calculo de esfuerzos y dimensionamiento del rodillo
superior.
Material a utilizar acero SAE 1024 Sy aprox. es
804 N/mm2.
factor de seguridad n = 4
@adm = Sy/2n
= 804/8
= 201 N/mm2
Mmax = (w*b2) /8
= (341*121. 92 )/8
= 5572 N/mm2
37
d3 = (32*Mmax)/(3.14*@adm) = (32*5572)/(3.14*201)
d = 65.6 mm
El material proyectado para este trabajo es de acero perforado, de las siguientes caracteristicas:(Apendice C).
De = diametro exterior del tubo. = 112 mm. Di = diametro interior del tubo. = 99.4mm. e = espesor de la pared del tubo= 6.3 mm.
Momento resistente de la secci6n para los dos posibles materiales.
Zed) = (3.14*d3)/32
= (3.14*5.563)/32 = 16870 mm3
Z(De-Di) = {3.14/(32*De)}{De4 - Di4} = 52350 mm3
Z(De-Di) > Zed)
38
Esfuerzo de flexion
@f = Mmax/Z
= 5572/52.35 = lOS N/mm2
@f < @adm
garantiza su funcionamiento.
Calculo de los ejes de los rodillos.
Material a usar acero SAE 1015, Sy 227 N/mm2
Por ser los ejes los elementos que deben tener menor diametro , y en la posibilidad de sufrir ruptura por corte, el calculo se realiza en esa forma.
Sy = 250 N/mm2
@adm = (250)/(2*n) si n = 2 @adm = 57 N/mm2
@adm = Tadm = (lS*V)/(3*A) Si A = (3.141S*d2)/4 despejando d tengo:
d2 = (lS*V)/(3*3.141S*@adm)
39
d = 23.3 mm.
Por disefio el eje debe ser uniforme para entrar y salir, 10 que facilita su desmontaje del elemento curvado, p~r 10 tanto se calcu1ara e1 diametro antes de llegar a su extremo.
Si M(x) es el momento flector en el punto antes indicado, el mismo queda definido asi:
M(x) = (w*x)(b-x)/2 x = 1251 mm.
M(x) = 1782.5 N.m.
El momento flector tambien esta definido como:
M = (3.1416*@adm*d3)/32
o sea que :
d3 = (32*M)/(3.1416*@adm) d = 68.48 mm.
Por 10 antes anotado puedo definir un diametro medio de la siguiente forma:
dm = (68.48 + 23.5)mm/2
dm = 46 mm.
Para garantizar e1 funcionamiento de los rodillos se calcula la deformaci6n que sufre el mismo.
40
Si el momento maximo en el centro es el siguiente:
Mmax. = 7240 N.m entonces la deformaci6n es:
Ymax. = (5w14)/(384 E I)
Ymax. =
0.5 mm.
Este valor garantiza el funcionamiento ya que la deformaci6n es minima.
Calculo del tamano de las ruedas dentadas. Partimos de un Zmin.= 26
Si P = 7 dtes/pul.
d = Zmin./P = 26/7 = (3.71 pulg.) = 94.3 mm.
La velocidad periferica de la rueda es:
V = (3.14 * d * n)/12
= (3.14 * 37.1 * 10)/12
= (9.71 pies/min.) = 296 cm/min.
Usamos el factor de velocidad Kv de la siguiente forma.
Kv = 600/(600 + V) = 0.984
Para Zmin. el factor de forma Y es 0.308 Reuniendo todos estos terminos en la ecuaci6n siguiente determinamos la longitud del diente. F = (Wt*P)/(Kv*Y*@adm)
= (778 * 7)/(0.984* 0.308 *9131) = (1.97 pulg.) = 50 mm.
p = 3.14/P = 3.14/7 = 0.449
i+ ,
3p= 1.346 5p= 2.343 3p < F < 5p
Nota: El metodo aqui empleadousa unidades inglesas, p~r 10 cual se las coloca entre parentesis. Luego haremos un sondeo con el tipo de fresa modular para verificar las dimensiones finales.
m = dp/Z = 943 mm./ 26 = 3.62
Se realiza la correcci6n con una fresa normalizada de m6dulo 3.5.
dp = Z*m = 26 * 3.5
= 91 mm = (3.58 pulg.)
Siguiendo el procedimiento anteriorobtenemos los siguientes valores.
V = (9.372 pies/ min.) Kv= 0.985
Y = 0.308
F = (1.966 pulg.) = 45 mm.
De esta forma se llega a obtener las siguientes dimensiones para el tren de ruedas.
PIiiON
dp = diametro primitiv~ = 91 mm ,
m = modulo de la fresa = 3.5
Zl = nfunero de dientes = 26
n1 = nfunero de rpm. = 10 rpm. 42
F = longitud del diente= 45 mm.
RUEDA
Dp = diametro primitiv~ = 182 mm ,
m = modulo de la fresa = 3.5
Z2 = mlmero de dientes = 52
n2 = rev. p~r minuto = 5 rpm.
F = longitud del diente= 45 mID. Nota: Cabe anotar que para llegar a encontrar la longitud del diente se realizo un tanteo con varios Zmin. ( 18 - 20 - 22 - 24 y 26 ), llegando a obtener el valor encontrado con Zmin = 26.
Calculo de cunas 0 chavetas
Cunas del pinon
diametro del cubo del volante = dv = 34 mm. hc = altura de la chaveta = 8.5 mm.
n = factop de seguridad = 4
@adm = esfuerzo admisible = 64 NI mm2 @adm = FI (t * 1/2)
despejando tenemos
1 = (2 * F)I (t * 2adm)
= 48 mm..
43
Cunas de las ruedas
diametros de los ejes = 30 mID. t = 0.25 deje
= 5.8 mID.
1 = (2 * Fch2)/(t * @adm) Si Tr = 339 N.m
Fch2 = Tr 1 r = 3391 0.015 = 22627 N.
1 = 60.4 mID = 60 mID.
f§ 65
I
I ~ V~ l()
. ~
0 \
C\J ~
~
I
~ 48
" 58 l.l
CHAFLANS:2)(45°
Ii 62
I
~ l()
I ~
·
0 I ~
C\J
i ~
·
• ~42 ~
~52 1.3
4
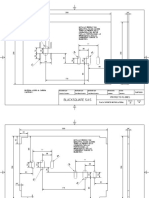
CASQUILLO
SAE 10/5
POS. CANT.
DENOMINACION
NORMA MATERIAL NOTAS
SAE 10/5
1./
CASQU/LLO
1.3
ESCUELA SUPERIOR POLITECNICA DEL LITORAL .30 " 91 J ESPOL
FACULTAD DE INGENIERIA MECANICA LAMINA: I ESC.': I
ROLADORA
CUERPO
LUIS LEON
RV DO.
f4 58
1.2
I
J CO ~
I
. 9J 42 ~ ~
I /
! ~
CO
I ~
f6 3 a
~ 49 CHAFLANS: z» 45°
Jd 51
I
• VR
I CO
J 36 1; 10
l r- t\i
I CO ~
I
I 1t>
f432
d 42 1.4
1.4 1 BUJE SAE .17
1.2 4 BUJE SAt: 17
POS CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUElA SUPERIOR POl/TECNICA DEL L/TORAl
FACUL TAD DE INGENIERIA MECAN.
I I 5
30
30
~.- .
I~
~r--~----------------------------------~--~
o r<')
30
~I~~--------------------------------~
15
SAE 1010
4
POS. CANT. 0 EN 0 MIN A C ION NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
SOPORTE IZQUIERDO
30 II 91 ESPOL FACULTAD DE INGENIERIA MECANICA LAMINA:3 ESC.':1
ROLADORA
LUIS LEON
CUE R PO
D\/~"
115
30 .. 30
I
I ~---- lC)
~ -
0
I")
I
1 I lC)
I I
~ , , <;t
I I
0
I")
30 16 4 SOPORTE DERECHO _SAE 1010
pos. CANT. o E.N 0 MIN A C JON NORMA _ MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 "91 ES POL
FACULTAO DE INGENIERIA MECANICA LAMINA:4 ESC: 1.1
ROLADORA
CUERP 0
.LUIS LEON
RVSn{) ,
51
6
45
-
10 I
(\J ,
-- t---- -
I
co
~
0
-
!
r--- r- --t-
I
0
-
t---- r-)
I
~
~
0 /'
- ~
~
V'////LLL. [L
1----- r-- --+-
11) I
I\J
L
22 6
.-- -
- +-
- -I--
- --
- -I-
51 1:7 2 NERVIO UNE 36531 SAE 1010
POS. CANT. DE NOM INACION NORMA MATERJAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 "91 . ESPOL FACULTAO DE INGENIERIA MECANIC. LAMINA:5 ESC: 2.1
LUIS LEON
ROLADORA
CU£RPO
RVSDO_
380
40 115 70 115 40
ESPESOR 15 \ 0
I()
I()
(0
. 0
-+- 0) !
- ----t- - - -
. i
I I
58 I
I 0
--+-- 0
,-------- 1------ -_ ~
I . 0
~l (\j
200 90
)
(\J 13 -;r- -_- --
0) r
- I I
I ~.
5tl i
I 0) I I
0) 1 I
i I()
l"-
I I
I I
I
15 15
190 I 190 1.8 2 PL AC A LATERAL SAE 1010
POS. CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 II 91 ESPOL FACULTAD DE tNGENtERIA MECANICA LAM/NA:6 ESC. IJ
ROLADORA
CUERPO
LUIS LEON
o o I<)
o I(')
o (\J I<)
20
3
76
~ . I
SAE 1010
2
TAPA
OS. CANT. DEN 0 MIN A C ION NORM A MATERIAL NOTAS
:SCU~LA SUPERIOR POLITECNICA DEL LITORAL
o " 91 I E S POL I FACULTAD DE INGENI£RIA MECANICA LAMINA: 9 ESC. 2:1
~OLADORA
CAJA
,-UIS .LEON RVDO
2.3
~
.0 51
I •
OJ\ W lC')
, I
td 30' "1;
-1/
: Il:l ~
I
Ilf 34
td40 a 40
Ilf 51
2.2
2.3 2 BUJE SAE...,.7. 7
2.2 2 ANIL LO SAE-J045
'OS. CANT. DE NOM I N A C ION NORMA MATERIAL NOTAS DEL LITORA
£SCUELA .SUPERIOR POLITECNICA
FACULTAD DE INGENIERIA MECANICA LAMfNA:/O ESC· 1:1
ROLADORA
CAJA
LUIS LEON RVSDO.
I
" t(
I ~
, ~ 0
I ~ C\J
, V-
i 060
t6 60 2,4
CHAFL A NS: 2)( 45°
I 0------.
I
I ~~ 0
I V C\J
~
, ~
I
"55
g 60 2,5
2,4 I ANILLO SAE 1010
2,5 I BUJ£ SA£ i7
:>OS. CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 I' 91 ESPOL
FACULTAD DE INGENIERIA MECANIC. LAMINA:" ESC.':I
ROLADORA
CAJA
LUIS LEON RVDO.
20
10 10
o C\J
"
"
ESPESOR! 3
2.6 4 OJAL SAE 1010
POS. CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL L.TORAL
30 "91 ESPO L FACULTAD DE INGEN/ER/A MECANIC. LAMIN: 12 ESC. 2 :1
RO LADORA
CAJA
LUIS LEON RVSDO.
io
, I'--
-t- -"1"
I I
I
Q) \
C)
-
I
I
,
--- --+--
I C)
0
I - 0
C\J r<) 380
200
75
15
75
15
2.7 I PLACA LATERAL SAE 1010
POS. CANT. DEN OMINA CION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
I
-+-
66
13
190
190
30 If. 91 ESPO L
FACUL TAD DE INGENIERIA MECANIC. LAMINA:I3 ESC. 3:1
ROLADORA
CAJA
LUIS LEON RVSDO.
I
+=-==- =-=-=
~ /02
(J /I 4
CHAFLANS 2x45"
3
TUBO
SAE /0/0
DENOMINA CION
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 " 9 I E S PO L FACUL TAD DE INGENIERIA MECANICA LAMINA] ESC.I:
POS. CANT.
RODIL LOS
ROLADORA
NORMA MATERIAL NOTAS
LUIS LEOI RVSDO.
L
j (0
'"
I
~- -.--
'" A
to A
T .- IT '"
• 1-· ,.,.
II
I ~- r-
IC')
C\l fI 3 8
1
to » 1
~
I
1
I
I
(148 CHAFLANES 2 ](450
030
2
DENOMINACION
NORMA MATERIAL NOTAS
4,1
EJE INFERIOR DERECHO
SA£ 1045
~S. CANT.
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 "91 E SPOL
FACUL TAD DE ING"ENIERIA MECANIC. LAMINA:20 ES C. 2:' i
RODILLOS
INFERIORES
LUIS LEON
~OLADORA
RVSDO.
.~
10
<;I- rI 3 B
,.
l\I
L
1 2 :
l\Il l\I I
<;I- rI 34
10
l\I
I
" ,
I
I
I
<0
r-,
-
,
I
(Q
I<)
-
I
I
I
I
0 I
10
<;I- rl4.B
...
C\l 4'.2 2 EJE INFERIOR I1.QUIERDO SAE 1045
P~S. CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 II 91 ESPOL FACULTAD DE INGENIERIA MECANJCA LAMINA:21 ESC.':'
ROLADORA
RODILLOS
LUIS LEON
0\1"'''
I
,
I
CHAFLANS Zx45°
l
'.
I
11 17
.~
5;1
NERVIO
5 AE 1010
6
POS. CANT. 0 E NOM rNA C ION NORMA MATERIA! NOTAS
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 II 9,1 ESPOL J FACULTAD DE INGENIERIA MECANICA LAMINA2 ESC.I: I
ROLADORA
VOLANTE
LUIS LEor RVSDO.
60
40 --
~/////P////##~
0
\0
~
- ,- --- .-
7
5,2 CASQU/llO
p OS. CANT. DEN 0 MIN A C ION
SAE 1045
NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 " 9' ESP 0 L FACULTAD DE INGENIERIA MECANIC
ROLADORA
VOLANTE
LUIS LEON
/
\
800
5.3
CIRCUNFERENCIA
SAE 1010
POS. CANT. 0 E NOM I N A C ION NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLIT£CNICA DEL LITORAL
30 " 91 ESPOL FACULTAD DE INGENIERIA MECANICA LAM/N:25 ESC. 5= I
LUIS LEON
ROLADORA
. Vo LAN T E
RV!;DO.
70
15
15
40
J
o o I<)
o 01
I .
~ \ I
-'-----+ -$- -+
32 ----._
o lQ
o ~
.£SP£SOR
6,1 2 SOPORT£ SA£ 1010
POS. CANT. DENOMINA CION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
50 "91 ESPOL FACULTAD DEINGENIERIA MECANrCA LAMINA: ESC.Z:I
ROLADORA
LUIS LEON
ACOPLE ROSCADO
rJ 60
o 10
2
SAE 1045
POS. CANT.
NORMA MATERIAL NOTA!
6,2
M 32x3
BUJE ROSCIJ.DO
DEN· 0 MIN A C ION
ESCUELA SUPERIOR POLITECNICA DEL LITORAj
30 "91 ESPOL FACULTAD DE INGENIERIA MECANICA LAMINA2 ESC.I:J
ROLADORA
ACOPLE ROSCADO
LUIS LEor RVSDO.
CORTE A-E
& E6011
300
6
PINTADO
6-1
NORMA MATERIAL NOTAS
2
ACOPLE ROSCADO
POS. CANT.
D ENOMINACION
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 "91 ESPOL FACULTAD DE INGENIERIA MECANICA LAMINA:31 ESC.2:1
ROLADORA
ACOPLE ROSCADO
LUIS LEON DO.
5 I 10
-. "1-
'<
C\j
I
"'
I
,
I
0
(0
,
I
i
I '10
lOt
><
C\j 7
7,1 2 CASQUI L L 0 S AE 1015
POS. CANT. DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 "91 ESPOL FACVLTAD DE INGENIERIAMECANICA lAM'NA:::~ ESC.I:I
ROLADORA
ENGRANAJE
LU'S LEON
J:::)\/~n f'l
2 B
._-' ---t-t-
DATOS
M 3,5
Z 52
dp IB2
de 189
h 7,8
P 10,9 L
. - . ----11-1--
7.2 2
ASSAB760
RUEDA DENTADA
DENOMINACION
'OS CANT
NORMA MATERIAL NOTA S
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 II 91 ESPOL FACULTAD DE INGENIERIA MECANIC· LAMINA:33 ESC. 1:1
'OLADORA
LUIS LEON
EN GRANA JE
o\~n"
60
- -_ - --+-It---
7 2 ENGRANAJE SAE 10/5
POS. CANT DENOMINAC'ON NORMA MATERIAL NOTt\S ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 f' 91 E SPOL FACULTAD DE INGENIERIA ME CANIC. LAMIN: 35 ESC. I: I
ROLADORA
ENGRANAJE
LEON
I j
V '\., j_
-". ._I' ;::;
I , j I
I ~/3
~ -
It)
25
110
110
I/O
CORTE: A-B
25
I r<)
---$----~
51
8.1 / SOPORTE S AE /0/0
=os. CANT. DENOMINACION NORMA MATERIAL NOTAS 3 0 "91 ESP OL
ESCUELA SUPERIOR POLITECNlCA DEL LITORAL
ROLADORA
--$-
I
i{j _.-$-.-
FACULTAD DE lNGENiERIA MECANICA LAMIN:36 ESC.3:1
LUIS" LEON
MESA
· CORTE:A-B
.: £60
,///,L r. -:'- ~
~
1\
V if)
~ 1\
V II
51
SAE /0/0
-
if)
8.2
N ERVIO
pos. CANT.
DEN·OMINACION
NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLITECNJCA DEL LITORAL
30" 91 ESP 0 L FACULTAD DE INGENIERIA MECANIC LAMIN:37 ESC. 3:1
ROLADORA
LUIS LEON
ME.SA
51
I
6
6
i
I I I
•
8.3 4 PAT A
S AE' 1010
:
---+----~--------------------_r----_;------~----~
'OS. CAN T. DEN 0 MIN A C ION
NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
.01191 I ESPOL IFACULTAD DE INGEN/ERIA MECANICA LAMIN:3B ESC.3:1
, 1 LUIS LEON l\
(d 46
1
I
I
a
())
-
I
~
r<)
-,
I ,
:g, I
I
V////L V///U/
- J
c--- --._ ~
'Q
tL///~// VLU~
, EJE
SAY: 1010
POS. CANT.
2
9
.0 E NOM I N A C ION
NORMA MATERIAL NOTAS
ESCUELA SUPERIOR POLITE CNICA DEL LITORAL
30 II 91 I ESPOL FACULTAD DE INGENIERIA MECAN4Ct LAMINA:4C ESC: I. J ROLADORA I I LUIS LEON
CORT E -A-C
~ 26
8
35
35
70
40
15
15
II)
MIO
co
, i
, - _Ja '
_,_. _//f\ _
, ~
,
, [
--ffi-- -_y I
--00t-- ~
~'
j
I
I
.'
10
2
DENOMINACION
44
13
CO J 1 NE T E
POS. CANT.
13
S~E 1015
NORMA MATERIAL NOTAS
COJINE T E
ROLADORA
FACULTAD DE INGENIERIA MECANICA LAM1N:41 ESC. 1:5
LUIS L EON;~'
30 1191 ES POL
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
70
,____-------------~---------
~/~5_*----4~-0-------~-~/5~
I I
-, ESP£SOR:JO !
Y I --q7-
I ~---I-..r i
-t------ ]y
9
~ ~ I ,- ffi-,o II --$'-------------= - t
i ~ ~~- , i\ J
.,...__ __ ~!L __ j
\ AGUJEROS PASANTES
II 2
SEGURO
DENOMINACION
NORMA MATERIAL NOTAS
)OS. CANT.
SAE 1010
ESCUELA SUPERIOR POLITECNICA DEL LIT ORAL
~o " 91 I ES POL 'FACULTAD DE INGENIERIA MECANICA LAMIN:42 ESC.I:I
ROLADORA
SEGURO
LUIS LEON \
CORTE A-B
4
g/3
0 I
(\J 4
0
(\J
0
co \ I
0 -~
(\J
l~
30
0/ 12 8 G U I A SAE 1010
POS. CANT DENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNlCA DEL llTORAl
30" 91 ESPOL
FACULTAD DE fNGENIERIA ME CANICA LAMIN.43 ESC. I: I
G U I A
LUIS LEON
ROLADORA
100
80
20
e-, ~ - --~-----_-----_ c------+i---
~ ~
CHAFLNS : 2x4J5o
13
2
DENOMINACION
SAE 1015
PASADOR
POS- CANT.
NORMA MA TERIAL NOTAS
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 " 91 1 ESPOL I FACULTAD DE INGENIERIA MECANIC. LAMINA~ ESC. I ; I
ROLADORA
LUIS LEON RVSDO.
PASADOR
" 32
J
o
I
1
I
-~,--I ---~
-,-- - -~ -- r-,-
o \0
TORNILLO
o C\J
'\
~ ,. 1_' - ------1,- - +- - t- ~
) I \ ~
W~~~
I
I
M32 x3
I
I /\30.
- !
~/6
i
!
I
./
I
« 25 v'
I
-
--
SAE 10/5 o
14
2
ROLADORA
TORNILLO
I LUIS LEON
CHAFLANS: 2x45
260
It
"
- I--~-- - - !I - - - -- I- r-,
t 1 'q
II 16
~.
CHAFLANS: 2 x45°
32
17
15
t6 e MANIJA SAE 1045
/·5 4 SEPARAD OR S AE 1045
OS. CANT. o ENOMINACION NORMA MATERIAL NOTAS ESCUELA SUPERIOR POLITECNICA DEL LITORAL
FACULTAO DE INGENIERIA MECANICA
ROLADORA
M.l1NI.I11
0.11 91
SECCION A-A
M'16
/_
V ~
v
( v f
/
~ I'--
/ ,., 0
I / il 10
~
0 v \
10 t;
v 1\
t \' v 1\ -1
-- ---.-~ ~
A .LI
I I
,
I
\ ,
1
I
10 ,
~
I
I I
, ,
"- 'J
! 10 I ,
(\j
<i 40
" ./
,
10 I
I CV /''1 28 .L
I{) J
,., (\j I II
J
en ;
I !1:3 2 CH4FLANS 2)(450
DATOS
M 3,5
Z 26
dp 91
de 98
h 7,8
P .10,9 17
4SS4B760
NORMA MATERIAL NOTAS
DENOMINACfON
POS. CANT.
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
30 1191 ESPOL FACULTAD DE fNGE'NIERIA ME'CANfC. LAMfNA:4 ESC.':'
ROLADORA
PI tV 0 N
44
CAPITULO IV CONSTRUCCION DE LA ROLADORA MANUAL 4 _ 1 CRONOGRAHA
A.- Disefio grafico de la roladora
B.- Calculo de sus diferentes componentes C.- Elaboraci6n de proforma econ6mica
D.- Obtenci6n de los materiales
E.- Trazado
F.- Corte de los materiales (Oxicorte, sierra alternativa, cizalla y manual)
G.- Mecanizado de placas laterales (fresado) H.- Torneado de ; ruedas dentadas, cojinetes,
rodillos, soportes, ejes, etc.
I.- Mecanizado de las ruedas dentadas (fresado) J.- Taladrado de diferentes piezas
K.- Construcci6n de chaveteros (limadora)
L.- Acoplamiento de elementos (soldadura electrica) M.- Acabado superficial de los elementos (pulido,
limpieza y pintado)
N.- Montaje y ajuste de la maguina
CRONOGRAMA
F:~: DEI~NOO rY _~$/ ~ ::::: ~A:IU ..
FEBRERO 3 ~~ .. 21
~ -,
24 C 28
MARZO 3 ~ .D MARZO 6
7 ~ E 8
~
8 ~ f II
12 / G 12
'/
13 ~ H 15
17 ~ I (9
20 t/, J 20
'/
21 V~ K 24
25 ~ L 25
L
26 ~ M 27
~>.
28 / N 28
V 46
4.2 HAQUINAS A UTILIZAR
En esta parte elaborare una lista de maquinas herramientas que se utilizaran asi como otros implementos que sin estar considerados entre maquinas herramientas seran de uso indispensable en la construcci6n de la maquina roladora manual.
- Torno Paralelo
- Fresadora Universal
- Limadora
- Taladro de pedestal
- Equipo Oxiacetilenico
- Maquina de Soldar Electrica
- Esmeril de sobre mesa
- Compresor
4_3 HONTAJE
47
E1 montaje de 1a maguina una vez conc1uida su construcci6n se la realiza como se 10 i1ustra en las figuras detalladas a continuaci6n.
Figura # 19 Mesa
48
mesa mediante sujetadores roscados.
Figura # 20. Montaje de placa lateral izquierda sobre
-
'~
Figura # 21. Montaje de los rodillos inferiores
49
Figura # 22. Montaje de placa lateral derecha
Figura # 23. Montaje del sistema de regulacion
50
Figura # 24. Montaje del tren cinematico
Figura # 25. Montaje del volante de accionamiento
Você também pode gostar
- Planos Roladora - Conjunto ArmadoDocumento1 páginaPlanos Roladora - Conjunto ArmadoFernando Grasso78% (9)
- Ag-Roladora 2-A-1Documento1 páginaAg-Roladora 2-A-1Alan Gomez Daviran88% (8)
- Ag-Roladora 3-ADocumento1 páginaAg-Roladora 3-AAlan Gomez Daviran100% (1)
- RoladoraDocumento1 páginaRoladoraSonny Jason AAinda não há avaliações
- Curvadora de Perfiles 220Documento32 páginasCurvadora de Perfiles 220JoseRacca93% (15)
- Ag-Roladora 1 PDFDocumento1 páginaAg-Roladora 1 PDFAlan Gomez Daviran0% (1)
- Ag-Roladora 2-A-2Documento1 páginaAg-Roladora 2-A-2Alan Gomez Daviran100% (2)
- Diseño de Una Roladora (Tesis)Documento174 páginasDiseño de Una Roladora (Tesis)Fernando Condori67% (6)
- Dobladora de CañosDocumento18 páginasDobladora de Cañosgussy100% (4)
- Tesis Alan Yamin Gomez Daviran 19-09-2016 09.15amsDocumento123 páginasTesis Alan Yamin Gomez Daviran 19-09-2016 09.15amsyamin gomez100% (1)
- Roladora de Tubos PDFDocumento192 páginasRoladora de Tubos PDFJaime Pomaquiza0% (1)
- Máquina RoladoraDocumento25 páginasMáquina RoladoraMax Jefferson Revilla BrionesAinda não há avaliações
- Monografia de PlegadoraDocumento12 páginasMonografia de PlegadoraCiro Luque100% (1)
- 000924705, Yp, PDFDocumento67 páginas000924705, Yp, PDFkarlos100% (1)
- Planos Dobladora MultifuncionalDocumento38 páginasPlanos Dobladora Multifuncionalwwwdeteplanmx100% (13)
- Ag Roladora 1pulgDocumento1 páginaAg Roladora 1pulgAlan Gomez DaviranAinda não há avaliações
- RoladoraDocumento13 páginasRoladoraEdgar Alexander Barros Ahumada100% (3)
- Roladora de TubosDocumento192 páginasRoladora de Tubosluirr100% (4)
- Planos Roladora Conjunto Armado PDFDocumento1 páginaPlanos Roladora Conjunto Armado PDFDavidMoyanoAinda não há avaliações
- PlanosDocumento14 páginasPlanosDaark Kniight100% (6)
- Planos de Dobladora e TubosDocumento10 páginasPlanos de Dobladora e TubosDavid Campos Abad100% (4)
- Ensamblaje1 - A2Documento1 páginaEnsamblaje1 - A2Daark Kniight0% (1)
- Como Hacer Una Dobladora Manual para Lamina PDFDocumento2 páginasComo Hacer Una Dobladora Manual para Lamina PDFRafael German0% (1)
- Proyecto Dobladora CompletoDocumento21 páginasProyecto Dobladora CompletoMadelem Perez Garcia100% (3)
- Ag Roladora 1pulg 1 ADocumento1 páginaAg Roladora 1pulg 1 AAlan Gomez Daviran80% (5)
- Diseño de Curvadora de PerfilesDocumento12 páginasDiseño de Curvadora de PerfilesLuis Anibal50% (4)
- Roladora PDFDocumento17 páginasRoladora PDFALBERTO ORIHUELA SANABRIA100% (1)
- Planos de Roladora de Metal PDFDocumento32 páginasPlanos de Roladora de Metal PDFhrguzmanc100% (1)
- Ag Roladora 2 A 1 PDFDocumento1 páginaAg Roladora 2 A 1 PDFOscar FajardoAinda não há avaliações
- Curvadora de Tubos y Perfiles MC200HDocumento6 páginasCurvadora de Tubos y Perfiles MC200HAlan Gomez DaviranAinda não há avaliações
- Roladora AutomaticaDocumento55 páginasRoladora Automaticamoises70% (10)
- Diseño de Una Trituradora de Recipientes PlásticosDocumento20 páginasDiseño de Una Trituradora de Recipientes PlásticosCamila VesgaAinda não há avaliações
- Cómo Hacer Un Molino para PlásticosDocumento10 páginasCómo Hacer Un Molino para Plásticossagp75875% (4)
- Prensa HidraulicaDocumento41 páginasPrensa HidraulicaRoanny Maneiro60% (5)
- Perfil Diseño de RoladoraDocumento2 páginasPerfil Diseño de RoladoraWilfredo Prado67% (3)
- Planos RoladoraDocumento14 páginasPlanos RoladoraWilliam GómezAinda não há avaliações
- Ensamblaje5 - Carcasa Sup - A2Documento1 páginaEnsamblaje5 - Carcasa Sup - A2Daark KniightAinda não há avaliações
- Diseño y Planos de MaquinaDocumento40 páginasDiseño y Planos de MaquinaRochy Alex Bnitez100% (3)
- Planos de MaquinaDocumento14 páginasPlanos de MaquinaFrancisco Jose TorreglosaAinda não há avaliações
- Trabajo de Innovasion - RoladoraDocumento24 páginasTrabajo de Innovasion - RoladoraDeyler Iglesias100% (3)
- PlanosDocumento24 páginasPlanosBalmer Cuastumal100% (2)
- Calculo Del Eje de La RoladoraDocumento12 páginasCalculo Del Eje de La RoladoraRicardo Vladimir50% (2)
- Dobladora Roladora de Caños y Perfiles MC150BDocumento11 páginasDobladora Roladora de Caños y Perfiles MC150BAlan Gomez Daviran100% (1)
- Tesis DobladoraDocumento108 páginasTesis DobladoraEduardo Zamora La TorreAinda não há avaliações
- Plano2 Roladora de TubosDocumento1 páginaPlano2 Roladora de TubosEduardo GallegosAinda não há avaliações
- Nuevo RoladoraDocumento61 páginasNuevo Roladorasebas100% (3)
- Proyecto de InovacionDocumento51 páginasProyecto de InovacionIcegeneral MiñanoAinda não há avaliações
- Foro de TornoDocumento23 páginasForo de Tornojunior trujillo mattos0% (1)
- Alphacam Tutorial ImprimidoDocumento19 páginasAlphacam Tutorial ImprimidoMigue Figueroa Z100% (2)
- Maquina RuteadoraDocumento12 páginasMaquina RuteadoraWilliam Condori SanchezAinda não há avaliações
- Maquinas y HerramientasDocumento13 páginasMaquinas y HerramientasAlonso Cardenas RojasAinda não há avaliações
- Seguimiento IDocumento6 páginasSeguimiento IAli PaulAinda não há avaliações
- Maquinas HerramientasDocumento25 páginasMaquinas HerramientasJulio Anthony Misari RosalesAinda não há avaliações
- Recuperacion CadDocumento19 páginasRecuperacion CadVICTOR ESTEVEN SALTOS GOMEZAinda não há avaliações
- Guias de Laboratorio de TroqueleriaDocumento118 páginasGuias de Laboratorio de TroqueleriaNoé Neira100% (5)
- Operaciones Básicas en Un Torno CNCDocumento6 páginasOperaciones Básicas en Un Torno CNCinterconhde100% (1)
- EaaaDocumento3 páginasEaaaAgus ManfriniAinda não há avaliações
- Exposicion FinalDocumento38 páginasExposicion FinalVICTOR ESTEVEN SALTOS GOMEZAinda não há avaliações
- Informe N°2 - de Tecnologia Mecanica - 1aa121Documento10 páginasInforme N°2 - de Tecnologia Mecanica - 1aa121AnaisAinda não há avaliações
- Procesos MecanizadosDocumento22 páginasProcesos MecanizadosViviana AngelAinda não há avaliações
- Fee 4856Documento1 páginaFee 4856liliana muñozAinda não há avaliações
- MB312Documento5 páginasMB312Jeanpierre Apolinario TitoAinda não há avaliações
- Programa Atencion No EscolarizadaDocumento18 páginasPrograma Atencion No EscolarizadaAngela Albán de ChangAinda não há avaliações
- T 970 14 PDFDocumento54 páginasT 970 14 PDFJhonathanAinda não há avaliações
- MA420 Plantilla - Desarrollo Del Trabajo Final (TF) - 2023Documento5 páginasMA420 Plantilla - Desarrollo Del Trabajo Final (TF) - 2023DAVID AARON DIAZ NIZAMAAinda não há avaliações
- Tabla OpDocumento1 páginaTabla OpMontserrat Gomez GonzalesAinda não há avaliações
- Planeación - Mauricio Salgado CECARDocumento3 páginasPlaneación - Mauricio Salgado CECARmildreth ramosAinda não há avaliações
- 0los Secretos Del Lenguaje CorporalDocumento4 páginas0los Secretos Del Lenguaje CorporalBrenda Soledad Muñoz Medina100% (1)
- Producto N°1Documento17 páginasProducto N°1Edson Salgueron HuillcaAinda não há avaliações
- Ejercicios 2 HBP VirtualDocumento5 páginasEjercicios 2 HBP VirtualJo Queen0% (1)
- Journey 2012 PDFDocumento453 páginasJourney 2012 PDFcopetehectorAinda não há avaliações
- Actividad4 - Desarrollosustentable - Oscar Eduardo LopezDocumento6 páginasActividad4 - Desarrollosustentable - Oscar Eduardo LopezOscar Eduardo LopezAinda não há avaliações
- Monografia Industria Automotriz MARZO 2012Documento44 páginasMonografia Industria Automotriz MARZO 2012Lucy MedranoAinda não há avaliações
- Normas de Cableadoestructurado PDFDocumento111 páginasNormas de Cableadoestructurado PDFJessica ChavestaAinda não há avaliações
- Funciones de Coordinadora y Especialistas en PieDocumento10 páginasFunciones de Coordinadora y Especialistas en PieNieves Adriana Huerta MartinezAinda não há avaliações
- Curso Mercedes Benz Mantenimiento de BusesDocumento76 páginasCurso Mercedes Benz Mantenimiento de Busesthebilletefalso13100% (12)
- 1 - CCSS - S06 PDFDocumento2 páginas1 - CCSS - S06 PDFMarcos AAinda não há avaliações
- Aplicación de Formulas.-2Documento1 páginaAplicación de Formulas.-2CRISTIAN REYNALDO AYALA ARAGONAinda não há avaliações
- Mariposas y PolillasDocumento149 páginasMariposas y PolillasitssamsideAinda não há avaliações
- Ejercicios CDocumento74 páginasEjercicios CHector TrianaAinda não há avaliações
- Equipo para CatacionDocumento3 páginasEquipo para Catacionley sAinda não há avaliações
- 4082-Texto Del Artículo-14080-1-10-20211119Documento13 páginas4082-Texto Del Artículo-14080-1-10-20211119Tvbox JiménezAinda não há avaliações
- Hoja de Trabajo 6to Primaria 2024Documento7 páginasHoja de Trabajo 6to Primaria 2024JG ARTAinda não há avaliações
- Pintura de Baba de NopalDocumento2 páginasPintura de Baba de NopalLeonardo HernándezAinda não há avaliações
- Amp 250w MonoDocumento7 páginasAmp 250w MonoEstanislao TrejoAinda não há avaliações
- Informe AJEF 2011 El Tigre-Anzoategui-VenezuelaDocumento7 páginasInforme AJEF 2011 El Tigre-Anzoategui-Venezuelaoscar_macAinda não há avaliações
- Prueba de Hipotesis Secc 5Documento17 páginasPrueba de Hipotesis Secc 5ESTEBAN HIDESHI MACHIGASHI GERONIMOAinda não há avaliações
- Luis-Medero-Tarea Semana 2Documento6 páginasLuis-Medero-Tarea Semana 2Sebastian Jimenez100% (1)
- Catalogo Automatizacion 2023Documento297 páginasCatalogo Automatizacion 2023jsusAinda não há avaliações
- BROCHADODocumento5 páginasBROCHADOGabriel Castro Rivera R MAinda não há avaliações