Você também pode gostar
- 11 Procesos de FundiciónDocumento13 páginas11 Procesos de Fundiciónrobinson de jesus padilla canedo100% (1)
- Procesos de Fundicion Autoguardado 1Documento73 páginasProcesos de Fundicion Autoguardado 1daniel ramosAinda não há avaliações
- Fundición-proceso antiguo de conformado metalesDocumento7 páginasFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlAinda não há avaliações
- Trabajo de FundicionDocumento21 páginasTrabajo de FundicionMiguel Huallpa HAinda não há avaliações
- Fundicion Por RevestimientoDocumento12 páginasFundicion Por RevestimientoEl Chocorrol ChocolatosoAinda não há avaliações
- Proceso GMAW: Guía completa sobre soldadura con gas metalDocumento16 páginasProceso GMAW: Guía completa sobre soldadura con gas metalcarlosAinda não há avaliações
- F Cap 02-01 Proceso de FundiciónDocumento12 páginasF Cap 02-01 Proceso de Fundiciónbetsibel100% (1)
- Defectologia de Piezas Fundidas Procesos FundicionDocumento6 páginasDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoAinda não há avaliações
- Conformado Plastico de Metales. FORJA.Documento143 páginasConformado Plastico de Metales. FORJA.Daniel MesaAinda não há avaliações
- LAB 4 - Fundicion Centrifuga de Metales - Docx OmarDocumento22 páginasLAB 4 - Fundicion Centrifuga de Metales - Docx OmarErasmoAinda não há avaliações
- Procesos de conformado sin arranque de virutaDocumento17 páginasProcesos de conformado sin arranque de virutaMisael LopeezAinda não há avaliações
- INTRODUCCIÓNDocumento20 páginasINTRODUCCIÓNAlfredo Pires CalviñoAinda não há avaliações
- CementaciónDocumento5 páginasCementaciónJhonny tAinda não há avaliações
- Ensayo de la chispa aceros UNSADocumento18 páginasEnsayo de la chispa aceros UNSADaniel CarlosAinda não há avaliações
- Capitulo 2 FundicionDocumento35 páginasCapitulo 2 Fundiciondaniel alejandro zamora pitaAinda não há avaliações
- Resumen Fabricacion EngranjesDocumento10 páginasResumen Fabricacion EngranjesDaniel DGAinda não há avaliações
- FUNDICIÓN EN MOLDE PERMANENTE AL VACÍODocumento10 páginasFUNDICIÓN EN MOLDE PERMANENTE AL VACÍOBacilio MartinezAinda não há avaliações
- Soldadura Por ResistenciaDocumento16 páginasSoldadura Por ResistenciaMarco GarelloAinda não há avaliações
- Ejercicios Tema2bbbbbbbbbbbbbDocumento4 páginasEjercicios Tema2bbbbbbbbbbbbbmarco alarconAinda não há avaliações
- Preguntas de Diseño Tema11Documento9 páginasPreguntas de Diseño Tema11adrian chavAinda não há avaliações
- Clase 10 Proceso de Deformacion VolumetricaDocumento21 páginasClase 10 Proceso de Deformacion VolumetricaKevin Sandoval100% (2)
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocumento75 páginasU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseAinda não há avaliações
- Identificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoDocumento8 páginasIdentificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoPuma Ayquipa Angel Luis100% (1)
- Defectologia FundicionDocumento16 páginasDefectologia FundicionJonathan Duchi OleasAinda não há avaliações
- Proceso de LaminacionDocumento9 páginasProceso de LaminacionsupersonicogtAinda não há avaliações
- Unidad 2.1.-Introduccion A La Fundicion.Documento37 páginasUnidad 2.1.-Introduccion A La Fundicion.GabiAinda não há avaliações
- Clase 3 MatriceriaDocumento18 páginasClase 3 MatriceriaDavy JonesAinda não há avaliações
- UNI-INGMEC-EnsayosArenaFundicionDocumento16 páginasUNI-INGMEC-EnsayosArenaFundicionRoberto Carlos Quispe MontalvoAinda não há avaliações
- Informe Moldeo Permanente - Arrobo-SoledispaDocumento7 páginasInforme Moldeo Permanente - Arrobo-SoledispaFaustoAinda não há avaliações
- Aceros para MatricesDocumento7 páginasAceros para MatricesLuis ArellanoAinda não há avaliações
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Forjado y TempladoDocumento8 páginasForjado y TempladoIvan MelendezAinda não há avaliações
- A36 CementadoDocumento2 páginasA36 CementadoStevenPalacios100% (1)
- Clasificación de Los Procesos de ConformadoDocumento30 páginasClasificación de Los Procesos de ConformadoMauricio I Cervantes GutierrezAinda não há avaliações
- La Importancia de Las Partes de Un Molde de Arena y Sus CaracterísticasDocumento3 páginasLa Importancia de Las Partes de Un Molde de Arena y Sus CaracterísticasJoel Esparza100% (1)
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Documento8 páginasSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaAinda não há avaliações
- Trefilado alambre mejorar característicasDocumento23 páginasTrefilado alambre mejorar característicasDavid CaraoAinda não há avaliações
- Ensayo de FlexionDocumento7 páginasEnsayo de FlexionJhony Alfredo Vanegas ArizaAinda não há avaliações
- MatriceriaDocumento7 páginasMatriceriarozureAinda não há avaliações
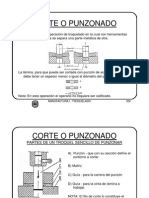
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- Fundiciones y Moldajes II ICMDocumento31 páginasFundiciones y Moldajes II ICMCatalina CautinAinda não há avaliações
- Signos de Acabado SuperficialDocumento17 páginasSignos de Acabado SuperficialIgnacio MaldonadoAinda não há avaliações
- Soldadura oxiacetilénicas posiciones y defectosDocumento2 páginasSoldadura oxiacetilénicas posiciones y defectosNi ColAinda não há avaliações
- Procedimiento de contorneado enDocumento5 páginasProcedimiento de contorneado enMay Ben EstherAinda não há avaliações
- Cuestionario Tecnologia de MaterialesDocumento3 páginasCuestionario Tecnologia de MaterialesEfrain Gonzalez Jimenez0% (1)
- Aceros Grado HerramientaDocumento2 páginasAceros Grado HerramientaAna RodriguezAinda não há avaliações
- Muela de RectificarDocumento7 páginasMuela de RectificarHenry Manzano TonatoAinda não há avaliações
- Brida de SujecionDocumento16 páginasBrida de SujecionWilder FloresAinda não há avaliações
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAinda não há avaliações
- Ensayo Fundicion A La Cera PerdidaDocumento5 páginasEnsayo Fundicion A La Cera PerdidaJuan Daniel Felix Palomino50% (2)
- Informe4 FlexiblesDocumento11 páginasInforme4 FlexiblesAlvaro Quisilema MedranoAinda não há avaliações
- Fabricación de ModelosDocumento28 páginasFabricación de ModelosAnny DGAinda não há avaliações
- Fundicion en CoquillaDocumento4 páginasFundicion en CoquillaPool Posada100% (1)
- Procesos de soldadura y uniónDocumento2 páginasProcesos de soldadura y uniónMirla Contreras Velasquez33% (3)
- Fundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionDocumento31 páginasFundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionZendejas Ballesteros RafaelAinda não há avaliações
- Procesos de VaciadoDocumento8 páginasProcesos de VaciadoPablo Meckler100% (1)
- FundiciónDocumento7 páginasFundiciónMishellAinda não há avaliações
- Proceso de fundición en arena: etapas y componentes del moldeDocumento7 páginasProceso de fundición en arena: etapas y componentes del moldeYorle Giraldo CiroAinda não há avaliações
- Fund Ici OnesDocumento10 páginasFund Ici OnesOmar SandovalAinda não há avaliações
- Dimensiones de La Pieza A FundirDocumento12 páginasDimensiones de La Pieza A FundirStoneAinda não há avaliações
- Tarjeta Emergencia Varsol PolitecnicoDocumento4 páginasTarjeta Emergencia Varsol PolitecnicoSofiaAinda não há avaliações
- BIOLOGIA 3º3BIM - Lor Kelvin Ist EndocrinoDocumento9 páginasBIOLOGIA 3º3BIM - Lor Kelvin Ist EndocrinoOrlandoArtemioPoloVeraAinda não há avaliações
- Ingreso A ObrasDocumento7 páginasIngreso A ObrasEugenio Alberto Neira VeraAinda não há avaliações
- Depresion Postparto Realidad en El Sistema Publico de Atencion de SaludDocumento6 páginasDepresion Postparto Realidad en El Sistema Publico de Atencion de SaludSaray De la TorreAinda não há avaliações
- Clase Clasificación e HidrocarburosDocumento39 páginasClase Clasificación e HidrocarburosLA Mansión Del Confite InacapAinda não há avaliações
- Memoria Explicativa Del RestaurantDocumento3 páginasMemoria Explicativa Del RestaurantMariaJoséAinda não há avaliações
- TRICOTILOMANIADocumento7 páginasTRICOTILOMANIAkandy24100% (1)
- E-Sgi-A-F004 Formato Cuantificacion Respel Generados-Calculo Media MovilDocumento2 páginasE-Sgi-A-F004 Formato Cuantificacion Respel Generados-Calculo Media MovilChurio Silvera OscarAinda não há avaliações
- Modelo TripticoDocumento1 páginaModelo TripticoJon HelioAinda não há avaliações
- Orden CerradoDocumento44 páginasOrden CerradoOmar Alex Apaza MarcaAinda não há avaliações
- El Mago Es La Fuerza Creativa InteriorDocumento27 páginasEl Mago Es La Fuerza Creativa InteriorDamaris OkseniukAinda não há avaliações
- Examens PDFDocumento230 páginasExamens PDFArantxafeba100% (2)
- Formatos 1Documento178 páginasFormatos 1Elvis DiazAinda não há avaliações
- Artropatías inflamatorias juvenilesDocumento42 páginasArtropatías inflamatorias juvenilesSandra Sanchez FloresAinda não há avaliações
- Guia Tercer Parcial Mate Ii Prim 2017Documento5 páginasGuia Tercer Parcial Mate Ii Prim 2017Victor MendozaAinda não há avaliações
- TP 1 Derecho Ambiental 95%Documento6 páginasTP 1 Derecho Ambiental 95%Gladis Wuest100% (7)
- GonorreaDocumento4 páginasGonorreaAntonio MonroyAinda não há avaliações
- Guía Productor Consumidor AllenBradlleyDocumento9 páginasGuía Productor Consumidor AllenBradlleyAndres CuichanAinda não há avaliações
- Nutrafol Fertilizante Micro Ex 1-1 Ver3Documento2 páginasNutrafol Fertilizante Micro Ex 1-1 Ver3Jorge Aurelio Rivera FariñoAinda não há avaliações
- UjjjjhjhjkghjkDocumento10 páginasUjjjjhjhjkghjkDiego Alexander Flores OtosAinda não há avaliações
- Dolphin 9900Documento2 páginasDolphin 9900webcristiana100% (1)
- Febrero 2020 - MESAS SECTORIALESDocumento228 páginasFebrero 2020 - MESAS SECTORIALESandreyorjuela jimenez50% (2)
- Algebra Lineal UCE Seguimiento SílaboDocumento2 páginasAlgebra Lineal UCE Seguimiento SílaboEsteban RivadeneiraAinda não há avaliações
- Radiactividad en El Proceso de Reciclado de ChatarraDocumento10 páginasRadiactividad en El Proceso de Reciclado de ChatarraSbaz22Ainda não há avaliações
- Examen VelocDocumento5 páginasExamen VelocCarmen Ramirez CavagnolaAinda não há avaliações
- El Sistema de Circulacion Del TaladroDocumento2 páginasEl Sistema de Circulacion Del TaladroRicardo J Gonzalez GAinda não há avaliações
- Positivo y NegativoDocumento7 páginasPositivo y NegativoLmolina Alfaro100% (1)
- Señalización de Riesgos Presentes en La Industria Petrolera, Del Servicio de Coiled TubingDocumento27 páginasSeñalización de Riesgos Presentes en La Industria Petrolera, Del Servicio de Coiled TubingArturoAinda não há avaliações
- Capa de Enlace de Datos y Capa Física: Funciones y Conceptos ClaveDocumento5 páginasCapa de Enlace de Datos y Capa Física: Funciones y Conceptos ClaveAle MorenoAinda não há avaliações
- Manual Limpieza y Desinfeccion de Planta Fisica y Personal.Documento10 páginasManual Limpieza y Desinfeccion de Planta Fisica y Personal.beatriz cecilia maldonado vAinda não há avaliações