Você também pode gostar
- A Report of Training ONGCDocumento33 páginasA Report of Training ONGCmohan_17Ainda não há avaliações
- Summer Training Report ONGC Ahmedabad AssetDocumento19 páginasSummer Training Report ONGC Ahmedabad AssetPriyansh BhimajiyaniAinda não há avaliações
- ONGC Surface Team Training ReportDocumento61 páginasONGC Surface Team Training ReportKumar VikramadityaAinda não há avaliações
- Assets Mehsana ReportDocumento32 páginasAssets Mehsana Reportom001Ainda não há avaliações
- Prosper Software For Gas Lift System Design and SimulationDocumento11 páginasProsper Software For Gas Lift System Design and SimulationRaunak AryanAinda não há avaliações
- Ongc VidtsaurabhDocumento50 páginasOngc VidtsaurabhAbhishek DevpuraAinda não há avaliações
- Ongc Report AhmedabadDocumento35 páginasOngc Report AhmedabadSwetabh SahayAinda não há avaliações
- ONGC Visit Report 1Documento28 páginasONGC Visit Report 1Abhishek PandeyAinda não há avaliações
- Echometer Well AnalysisDocumento1 páginaEchometer Well AnalysisefrasozaAinda não há avaliações
- Training ONGCDocumento13 páginasTraining ONGCPradyumna Singh RathoreAinda não há avaliações
- ONGC Uran plant: Oil and gas processing operationsDocumento46 páginasONGC Uran plant: Oil and gas processing operationsMahipal Singh Ratnu67% (3)
- Production ImprovementsDocumento8 páginasProduction ImprovementsAlberto darianAinda não há avaliações
- Drilling Rig Systems OverviewDocumento5 páginasDrilling Rig Systems OverviewMohammad Ali YaqteenAinda não há avaliações
- Antisurge ControllerDocumento6 páginasAntisurge ControllerGeorge J AlukkalAinda não há avaliações
- Rig Up and Rig Down Potential HazardDocumento3 páginasRig Up and Rig Down Potential HazardRizwanButtAinda não há avaliações
- Oil and Gas Internship Report SummaryDocumento51 páginasOil and Gas Internship Report Summaryakshit patidarAinda não há avaliações
- Sr. Well Test OperatorDocumento4 páginasSr. Well Test Operatorjohn MAinda não há avaliações
- 12 - Sucker Rod Pumping - 2007 - Petroleum Production EngineeringDocumento20 páginas12 - Sucker Rod Pumping - 2007 - Petroleum Production EngineeringmissaouiAinda não há avaliações
- 02 Drillmec HH SeriesDocumento12 páginas02 Drillmec HH SeriesPopa Adrian100% (1)
- Sprint CTU ContigencyPlanDocumento32 páginasSprint CTU ContigencyPlanJawad Khan100% (1)
- Bhit Field OptimizationDocumento19 páginasBhit Field OptimizationBurhan AyubAinda não há avaliações
- Reciprocating Pumps - NDPDDocumento2 páginasReciprocating Pumps - NDPDDhanny MiharjaAinda não há avaliações
- CERTIFICATE OF MERIT: HAZIRA PLANT'S ENERGY EFFICIENCYDocumento5 páginasCERTIFICATE OF MERIT: HAZIRA PLANT'S ENERGY EFFICIENCYDhanish AhsenAinda não há avaliações
- Electrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1Documento19 páginasElectrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1nawarsAinda não há avaliações
- Intern Report ONGCDocumento41 páginasIntern Report ONGCSaptarshi MajiAinda não há avaliações
- Pumps Troubleshooting Guide: Resolve Issues FastDocumento15 páginasPumps Troubleshooting Guide: Resolve Issues FastvenkeekuAinda não há avaliações
- Triplex Pump Part 1 PDFDocumento30 páginasTriplex Pump Part 1 PDFvenkysaranAinda não há avaliações
- Petroleum Gas Compression 3Documento55 páginasPetroleum Gas Compression 3Медетбек ҒайноллаAinda não há avaliações
- Schematic Diagram of Basic Elements of Centrifugal PumpDocumento17 páginasSchematic Diagram of Basic Elements of Centrifugal Pumpahsanul haqueAinda não há avaliações
- Gas Treatment SLDocumento68 páginasGas Treatment SLwahyuriansyahAinda não há avaliações
- Offshore Technicians Recruitment Programme 2001: Operations Technician Interview QuestionsDocumento15 páginasOffshore Technicians Recruitment Programme 2001: Operations Technician Interview QuestionsJohnYuillAinda não há avaliações
- Internship Report FFBLDocumento33 páginasInternship Report FFBLmuhammadasif435Ainda não há avaliações
- Well Head Components for Oil ProductionDocumento10 páginasWell Head Components for Oil ProductionParth Trivedi100% (1)
- PCP SystemsDocumento17 páginasPCP SystemsSaeed AbdAinda não há avaliações
- Detail Specification of Rig Sagar Gaurav: Ongc Videsh Ltd. Out Line Drilling Unit SpecificationDocumento25 páginasDetail Specification of Rig Sagar Gaurav: Ongc Videsh Ltd. Out Line Drilling Unit SpecificationMohitAinda não há avaliações
- Progressive Cavity Pump (PCP) : Mohamed ElbadriDocumento46 páginasProgressive Cavity Pump (PCP) : Mohamed Elbadrimohanned salah100% (3)
- Oil Gas Separators Internals ChemSepTDocumento6 páginasOil Gas Separators Internals ChemSepTAnonymous bHh1L1Ainda não há avaliações
- S K GuptaR K Sharma DGM (HSE), ONGCDocumento68 páginasS K GuptaR K Sharma DGM (HSE), ONGCRaju SrimusiriAinda não há avaliações
- Compressor Troubleshooting: Problem Cause SolutionDocumento11 páginasCompressor Troubleshooting: Problem Cause SolutionPatrickioAinda não há avaliações
- SOP-Pumps 20161031Documento4 páginasSOP-Pumps 20161031SubburajMechAinda não há avaliações
- ONGC: An Overview: An Overview of Oil Field Exploration, Drilling, Production and ProcessingDocumento45 páginasONGC: An Overview: An Overview of Oil Field Exploration, Drilling, Production and ProcessingArpan DalaiAinda não há avaliações
- Fso pm3 CaaDocumento2 páginasFso pm3 CaaskisascribdAinda não há avaliações
- Methods To Improve The Efficiency of Rod-Drawn Subsurface PumpsDocumento16 páginasMethods To Improve The Efficiency of Rod-Drawn Subsurface PumpsRichard More LeonAinda não há avaliações
- Reading Material CH 12 Sucker Rod PumpingDocumento22 páginasReading Material CH 12 Sucker Rod PumpingSagar DadhichAinda não há avaliações
- Oil and Gas FieldDocumento5 páginasOil and Gas FieldMuhammad SyafiieAinda não há avaliações
- Centrifugal Pump Data Sheet: Operating Conditions Site and Utility Data (Cont.)Documento1 páginaCentrifugal Pump Data Sheet: Operating Conditions Site and Utility Data (Cont.)dante eyzaguirreAinda não há avaliações
- Production Quiz-1 Oct (1) .05 3Documento6 páginasProduction Quiz-1 Oct (1) .05 3Tamer Hesham Ahmed100% (1)
- BORL HCU-DHT APC Scoping Study Report (Final)Documento45 páginasBORL HCU-DHT APC Scoping Study Report (Final)AnilKumarAinda não há avaliações
- Job Program - CTU N2 Activation - CBA-16Documento32 páginasJob Program - CTU N2 Activation - CBA-16Chinmoyee SharmaAinda não há avaliações
- ER 58.11startup ProcedureDocumento3 páginasER 58.11startup Proceduredongosuperstar100% (2)
- OngcDocumento50 páginasOngcKhushboo Mundra33% (3)
- Wellhead control panel solutionDocumento2 páginasWellhead control panel solutionkmsrini@yahoo.com100% (1)
- Rotary Rig ComponentsDocumento32 páginasRotary Rig ComponentsFahad Paracha50% (2)
- CH2 Rig Components (Student Copy)Documento31 páginasCH2 Rig Components (Student Copy)k yongAinda não há avaliações
- Gas Jet Pump Paper Oct03 Ipa03 e 059Documento11 páginasGas Jet Pump Paper Oct03 Ipa03 e 059kglorstadAinda não há avaliações
- Progressing Cavity Pumps ExplainedDocumento4 páginasProgressing Cavity Pumps ExplainedAshish Ranjan AmbasthaAinda não há avaliações
- ONGC SUMMER TRAINING REPORT FinalDocumento44 páginasONGC SUMMER TRAINING REPORT FinalAkash ChaudharyAinda não há avaliações
- Project Report On BPC Ltd.Documento59 páginasProject Report On BPC Ltd.PeushPrabhakar63% (8)
- Senior Pump Operator: Passbooks Study GuideNo EverandSenior Pump Operator: Passbooks Study GuideAinda não há avaliações
- Ongc Project ReportDocumento29 páginasOngc Project ReportAkhilesh KumarAinda não há avaliações
- Bajaj AutosDocumento4 páginasBajaj AutostarunbnslAinda não há avaliações
- Gujarat University B E Chemical 8 Semester Advance Separation Techniques AST (Previous Year Question Paper From 2000 To 2010)Documento14 páginasGujarat University B E Chemical 8 Semester Advance Separation Techniques AST (Previous Year Question Paper From 2000 To 2010)tarunbnsl100% (1)
- Gujarat University B E Chemical 8 Semester Hetrogenous Rections & Catalysis or Chemical Rection Engineering 2 (Previous Year Question Paper From 2003 To 2010)Documento18 páginasGujarat University B E Chemical 8 Semester Hetrogenous Rections & Catalysis or Chemical Rection Engineering 2 (Previous Year Question Paper From 2003 To 2010)tarunbnsl100% (2)
- Gujarat University B E Chemical 8 Semester Process Simulation & Optimization PS&OPT (Previous Year Question Paper From 2003 To 2010)Documento17 páginasGujarat University B E Chemical 8 Semester Process Simulation & Optimization PS&OPT (Previous Year Question Paper From 2003 To 2010)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 8 Semester Nanotechnology 2 (Previous Year Question Paper 2010)Documento2 páginasGujarat University B E Chemical 8 Semester Nanotechnology 2 (Previous Year Question Paper 2010)tarunbnslAinda não há avaliações
- Project Report On HexamineDocumento64 páginasProject Report On Hexaminetarunbnsl57% (7)
- Gujarat University B E Chemical 8 Semester Petroleum Refining and Petrochemical (Previous Year Question Paper From 2001 To 2010)Documento13 páginasGujarat University B E Chemical 8 Semester Petroleum Refining and Petrochemical (Previous Year Question Paper From 2001 To 2010)tarunbnsl100% (1)
- IFFCO Mock Test PaperDocumento13 páginasIFFCO Mock Test Papertarunbnsl60% (20)
- Gujarat University 8th Semester Chemical Engineering Nano Catalysis in Petrochemicals & Refining IndustriesDocumento28 páginasGujarat University 8th Semester Chemical Engineering Nano Catalysis in Petrochemicals & Refining IndustriestarunbnslAinda não há avaliações
- Gujarat University B E Chemical 7 Semester Industrial Practices or Environment Protection & Safety Management (Previous Year Question Paper From 1999 To 2009)Documento16 páginasGujarat University B E Chemical 7 Semester Industrial Practices or Environment Protection & Safety Management (Previous Year Question Paper From 1999 To 2009)tarunbnslAinda não há avaliações
- Gujarat University 8th Semester Chemical Engineering Nano Assignment 2 - 5Documento4 páginasGujarat University 8th Semester Chemical Engineering Nano Assignment 2 - 5tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 7 Semester Process Equipment Design 2 (Previous Year Question Paper From 2000 To 2009)Documento38 páginasGujarat University B E Chemical 7 Semester Process Equipment Design 2 (Previous Year Question Paper From 2000 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 6 Semester Industrial Management (Previous Year Question Paper From 2000 To 2009)Documento13 páginasGujarat University B E Chemical 6 Semester Industrial Management (Previous Year Question Paper From 2000 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 7 Semester Chemical Engineering Economics & Project Engineering (Previous Year Question Paper From 1998 To 2009)Documento21 páginasGujarat University B E Chemical 7 Semester Chemical Engineering Economics & Project Engineering (Previous Year Question Paper From 1998 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 6 Semester Process Equipment Design 1 (Previous Year Question Paper From 2000 To 2009)Documento32 páginasGujarat University B E Chemical 6 Semester Process Equipment Design 1 (Previous Year Question Paper From 2000 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 6 Semester Instrumentation & Process Control (Previous Year Question Paper From 2002 To 2009)Documento12 páginasGujarat University B E Chemical 6 Semester Instrumentation & Process Control (Previous Year Question Paper From 2002 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 7 Semester Chemical Reaction Engineering 1 (Previous Year Question Paper From 2000 To 2009)Documento19 páginasGujarat University B E Chemical 7 Semester Chemical Reaction Engineering 1 (Previous Year Question Paper From 2000 To 2009)tarunbnslAinda não há avaliações
- Gujarat University B E Chemical 6 Semester Mass Transfer Operation 2 (Previous Year Question Paper From 2002 To 2009)Documento21 páginasGujarat University B E Chemical 6 Semester Mass Transfer Operation 2 (Previous Year Question Paper From 2002 To 2009)tarunbnslAinda não há avaliações
- Syllabus (New) Gujarat University B E Chemical Engineering All SemesterDocumento57 páginasSyllabus (New) Gujarat University B E Chemical Engineering All Semestertarunbnsl100% (1)
- Gujarat University B E Chemical 6-Semester Chemical Engineering Thermodynamics-2 (Previous Year Question Paper From 2004 To 2009)Documento17 páginasGujarat University B E Chemical 6-Semester Chemical Engineering Thermodynamics-2 (Previous Year Question Paper From 2004 To 2009)tarunbnslAinda não há avaliações
- Hyposeal: Made With LIQUILONDocumento1 páginaHyposeal: Made With LIQUILONTiffany DacinoAinda não há avaliações
- DT-9 - Lesson 4Documento8 páginasDT-9 - Lesson 4Amit Kr GodaraAinda não há avaliações
- Dangerous Goods Aviation GuideDocumento16 páginasDangerous Goods Aviation GuideArvindSinghAinda não há avaliações
- Corrections For Process Dynamics and Control, 3/e ISV: Column Location CorrectionDocumento8 páginasCorrections For Process Dynamics and Control, 3/e ISV: Column Location CorrectionJoshua HickmanAinda não há avaliações
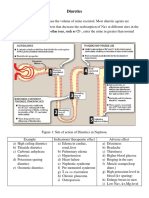
- DiureticsDocumento4 páginasDiureticsNazmul Islam AbirAinda não há avaliações
- Changes in MaterialsDocumento7 páginasChanges in MaterialsMyat Myat OoAinda não há avaliações
- ® Sand Content Kit Instruction CardDocumento2 páginas® Sand Content Kit Instruction CardTg TarroAinda não há avaliações
- Xclude Standard BreatherDocumento4 páginasXclude Standard BreatherClaudio Antonio Figueroa PulgarAinda não há avaliações
- The Rammelsberg Massive Sulphide Cu-Zn-Pb-BaDocumento17 páginasThe Rammelsberg Massive Sulphide Cu-Zn-Pb-Badayyoos56Ainda não há avaliações
- L 1 F: T C C: Esson Ibres Heir Lassification AND HaracteristicsDocumento11 páginasL 1 F: T C C: Esson Ibres Heir Lassification AND HaracteristicsMuhamad RafiqAinda não há avaliações
- Detect Concrete Corrosion with Hammer TestsDocumento50 páginasDetect Concrete Corrosion with Hammer TestsSumit Singh ThakurAinda não há avaliações
- Concept of Acid and Base: By, Lipsa Samal Asst. Prof (Pa & Qa), SPLS, CutmDocumento7 páginasConcept of Acid and Base: By, Lipsa Samal Asst. Prof (Pa & Qa), SPLS, Cutmkenjistorage1Ainda não há avaliações
- Fiber Orientation EffectDocumento6 páginasFiber Orientation EffectCPA IMAinda não há avaliações
- Tanning HidesDocumento5 páginasTanning HideshorapeAinda não há avaliações
- The Water Cycle: Word Bank: Runoff, Transpiration, Evaporation, InfiltrationDocumento11 páginasThe Water Cycle: Word Bank: Runoff, Transpiration, Evaporation, InfiltrationJessica OliverAinda não há avaliações
- 8 Meccfeb16 7995Documento13 páginas8 Meccfeb16 7995vsdfsd258Ainda não há avaliações
- IPRDocumento6 páginasIPRjoo123456789Ainda não há avaliações
- IMO Performance Standard For Protective Coating and IACS Common Structural RulesDocumento76 páginasIMO Performance Standard For Protective Coating and IACS Common Structural Rulesheobukon100% (2)
- Lipids: Fats, Oils, Steroids and Their ImportanceDocumento3 páginasLipids: Fats, Oils, Steroids and Their ImportanceEvangeline Galac AbrilAinda não há avaliações
- Centrifugation - Operating Manual - Centrifuge 58XX Family PDFDocumento126 páginasCentrifugation - Operating Manual - Centrifuge 58XX Family PDFMisael CrespínAinda não há avaliações
- C Ch-6 ThermodynamicsDocumento11 páginasC Ch-6 Thermodynamicssher dillAinda não há avaliações
- An Up-To-Date Review of Digoxin Toxicity and Its ManagementDocumento6 páginasAn Up-To-Date Review of Digoxin Toxicity and Its ManagementNusieba IbrahimAinda não há avaliações
- Textile NoteDocumento3 páginasTextile NotelthyaguAinda não há avaliações
- Shri Shankarprasad Agnihotri College of Engineering, WardhaDocumento25 páginasShri Shankarprasad Agnihotri College of Engineering, WardhaGiri GuruAinda não há avaliações
- Infrome NDocumento15 páginasInfrome NJose Miguel Solano RiveraAinda não há avaliações
- 2 Showers 2Documento17 páginas2 Showers 2jdwood66Ainda não há avaliações
- Potential of Siliceous Fly Ash and Silica Fume As A Substitute For Binder in Cementitious ConcretesDocumento8 páginasPotential of Siliceous Fly Ash and Silica Fume As A Substitute For Binder in Cementitious ConcretesБорислав БорисовAinda não há avaliações
- Lab Manual Power Plants PDFDocumento46 páginasLab Manual Power Plants PDFKhushnoodAinda não há avaliações
- Air Pollution Lesson PlanDocumento11 páginasAir Pollution Lesson PlanThe Service Dog LifeAinda não há avaliações
- (Andreas Öchsner, Holm Altenbach (Eds.) ) Properti (B-Ok - Xyz)Documento450 páginas(Andreas Öchsner, Holm Altenbach (Eds.) ) Properti (B-Ok - Xyz)Cristian Xavier Avendaño Bello0% (1)