Você também pode gostar
- Design FMEA Template Rev 1.0Documento8 páginasDesign FMEA Template Rev 1.0Lê Hoàn VũAinda não há avaliações
- Three Primary Steps in Reliability EngineeringDocumento51 páginasThree Primary Steps in Reliability EngineeringPablo Scott100% (1)
- What Is An 8D ReportDocumento2 páginasWhat Is An 8D ReportKó ChitAinda não há avaliações
- Spring Design HandbookDocumento199 páginasSpring Design Handbooklakshmanakumarr97% (31)
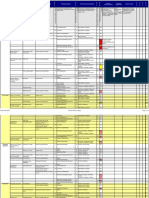
- Failure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122Documento22 páginasFailure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122kumarkk1969100% (1)
- FMEA GuideDocumento39 páginasFMEA GuideRahul BarnwalAinda não há avaliações
- 7 Magnificent Tools of QualityDocumento31 páginas7 Magnificent Tools of Qualityjunaid_256Ainda não há avaliações
- Basic Components & Elements of Surface TopographyDocumento30 páginasBasic Components & Elements of Surface TopographyXin YuAinda não há avaliações
- Destructive Testing Methods for Analyzing Structural Performance and Material BehaviorDocumento3 páginasDestructive Testing Methods for Analyzing Structural Performance and Material BehaviorJohn JoseAinda não há avaliações
- Tolerance Design Using Taguchi MethodsDocumento30 páginasTolerance Design Using Taguchi MethodsEdAinda não há avaliações
- Control ChartsDocumento19 páginasControl ChartsMichelle GoAinda não há avaliações
- DRBFM Worksheet AnalysisDocumento1 páginaDRBFM Worksheet AnalysisHareth MRAIDIAinda não há avaliações
- PPAP 4th. EditionDocumento75 páginasPPAP 4th. EditionGilberto FloresAinda não há avaliações
- First Pass Yield ReportDocumento8 páginasFirst Pass Yield ReportBrian GrantAinda não há avaliações
- PM Optimization Through FMEADocumento3 páginasPM Optimization Through FMEAHugoCabanillasAinda não há avaliações
- FMEA - A Guide For Continuous ImprovementDocumento36 páginasFMEA - A Guide For Continuous Improvementvipin_chaudhary100% (1)
- Jakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeDocumento24 páginasJakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeLeonardoViannaAinda não há avaliações
- Production Part Approval Process: Fourth EditionDocumento75 páginasProduction Part Approval Process: Fourth EditionGilberto FloresAinda não há avaliações
- Why-Why Analysis Training: Getting To Root CauseDocumento18 páginasWhy-Why Analysis Training: Getting To Root Causebrucemartin3100% (1)
- ? What Are The Existing Controls, Ns What Are The Actions ForDocumento10 páginas? What Are The Existing Controls, Ns What Are The Actions ForPk NimiwalAinda não há avaliações
- RL TR 93 6Documento284 páginasRL TR 93 6ketab_doostAinda não há avaliações
- FMEA Guide-Q1Documento161 páginasFMEA Guide-Q1Vikas SinghAinda não há avaliações
- APQP - in ProgressDocumento19 páginasAPQP - in ProgressreshunkAinda não há avaliações
- Root Cause AnalysisDocumento12 páginasRoot Cause Analysisosalp internationalAinda não há avaliações
- DfmeaDocumento13 páginasDfmeaAshisAinda não há avaliações
- Mura, Muri, MudaDocumento3 páginasMura, Muri, MudaAsel Juárez ViteAinda não há avaliações
- 145 5S ChecklistsDocumento10 páginas145 5S Checklistsyogesh prajapatiAinda não há avaliações
- Gemba Walks: Why Do A Gemba Walk?Documento4 páginasGemba Walks: Why Do A Gemba Walk?Abraham RamirezAinda não há avaliações
- Genset Load Bank Test Fuel TestDocumento10 páginasGenset Load Bank Test Fuel TestGautham Raavo PainaiduAinda não há avaliações
- Mistake Proofing ExamplesDocumento33 páginasMistake Proofing ExamplesAhmad Bin Ismail KhanAinda não há avaliações
- Communication Activities Based On Context. Uncontrolled Oral Communication Activities Based On ContextDocumento3 páginasCommunication Activities Based On Context. Uncontrolled Oral Communication Activities Based On ContextMaria Ana Patron0% (1)
- IQOQ PAT700 Ed07 Released VersionDocumento50 páginasIQOQ PAT700 Ed07 Released VersionGunwant Varma100% (1)
- Measurement System Analysis GuideDocumento19 páginasMeasurement System Analysis Guiderollickingdeol100% (1)
- Chapter 2Documento70 páginasChapter 2lil lordAinda não há avaliações
- What Are The Big Five Dimensions of PersonalityDocumento2 páginasWhat Are The Big Five Dimensions of Personalityanon_219222050Ainda não há avaliações
- Copy of Lean Diagnostic ToolDocumento7 páginasCopy of Lean Diagnostic ToolMohammad KamruzzamanAinda não há avaliações
- Chief Quality Officer (CQO)Documento2 páginasChief Quality Officer (CQO)JRodengineerAinda não há avaliações
- Confidence Intervals On The Reliability of Repairable SystemsDocumento9 páginasConfidence Intervals On The Reliability of Repairable SystemsMariut Elena LarisaAinda não há avaliações
- Maintenance Management Best Practice - 01 04 2014Documento270 páginasMaintenance Management Best Practice - 01 04 2014Mahmoud GamalAinda não há avaliações
- Perform FMEA Methodology StepsDocumento20 páginasPerform FMEA Methodology StepsGurwinder SinghAinda não há avaliações
- 2009 06 SSBB Rev 2 Col Sample ExamDocumento15 páginas2009 06 SSBB Rev 2 Col Sample ExamPrasoon VermaAinda não há avaliações
- Test FixtureDocumento6 páginasTest FixtureSiti Maryam KazimAinda não há avaliações
- Reliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsNo EverandReliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsAinda não há avaliações
- Quality Training Courses ListDocumento1 páginaQuality Training Courses ListMani Rathinam RajamaniAinda não há avaliações
- Aircraft Hydraulic System Components GuideDocumento24 páginasAircraft Hydraulic System Components Guideavijayakumar_1964Ainda não há avaliações
- Audit Process - How ToDocumento144 páginasAudit Process - How ToVenkateswarlu BharathulaAinda não há avaliações
- RTN Connect Dfa Dfa PDFDocumento24 páginasRTN Connect Dfa Dfa PDFKishanAinda não há avaliações
- Evaluating FMEA, FMECA and FMEDADocumento6 páginasEvaluating FMEA, FMECA and FMEDAZakaria RadaAinda não há avaliações
- Understanding Process VariationDocumento25 páginasUnderstanding Process VariationHosam Abd El-GaleilAinda não há avaliações
- Practise Exam CBADocumento11 páginasPractise Exam CBASuguneswary SubramaniamAinda não há avaliações
- An Application of SMED Methodology PDFDocumento4 páginasAn Application of SMED Methodology PDFIng Raul OrozcoAinda não há avaliações
- Suppliers Homologation Questionnaire REV 13-2Documento4 páginasSuppliers Homologation Questionnaire REV 13-2Victor GarroAinda não há avaliações
- Lecture Notes 3Documento23 páginasLecture Notes 3Rifqi DarmawanAinda não há avaliações
- MSA Gage Repeatability and Reproducability: DefineDocumento32 páginasMSA Gage Repeatability and Reproducability: DefineAnonymous 7yN43wjlAinda não há avaliações
- Aerospace Lean Manufacturing Metrics GuideDocumento2 páginasAerospace Lean Manufacturing Metrics GuideMani Rathinam RajamaniAinda não há avaliações
- Instructions: 'No' Answers Are To Be Resolved Immediately and DocumentedDocumento1 páginaInstructions: 'No' Answers Are To Be Resolved Immediately and Documentedrgrao85Ainda não há avaliações
- Differences Between Reprocessing and Reworking in Pharmaceutical ManufacturingDocumento1 páginaDifferences Between Reprocessing and Reworking in Pharmaceutical ManufacturingPrince MoniAinda não há avaliações
- Technology Transfer A Complete Guide - 2020 EditionNo EverandTechnology Transfer A Complete Guide - 2020 EditionAinda não há avaliações
- Manufacturing Facilities A Complete Guide - 2019 EditionNo EverandManufacturing Facilities A Complete Guide - 2019 EditionAinda não há avaliações
- Engineering Drawings IntrodroductionDocumento39 páginasEngineering Drawings Introdroductionadnan100% (3)
- Manufacturing TolerancesDocumento13 páginasManufacturing TolerancesHarsh100% (1)
- Dynamic Financial Analysis in Insurance: Yungming@thu - Edu.twDocumento59 páginasDynamic Financial Analysis in Insurance: Yungming@thu - Edu.twaamhserAinda não há avaliações
- A Study of Fuzzy Lenear Regression !!!!Documento23 páginasA Study of Fuzzy Lenear Regression !!!!Nicolai Rondon CamachoAinda não há avaliações
- Media and Culture 1Documento34 páginasMedia and Culture 1IliasAinda não há avaliações
- Central Applications of Tesfay Coordination in Transportation Supply Chain: Case of Airline IndustryDocumento12 páginasCentral Applications of Tesfay Coordination in Transportation Supply Chain: Case of Airline IndustryBrigit UtamaAinda não há avaliações
- I Like You - . - As A Friend': The Role of Attraction in Cross-Sex FriendshipDocumento20 páginasI Like You - . - As A Friend': The Role of Attraction in Cross-Sex FriendshipUriel LopezAinda não há avaliações
- (Lecture Notes in Computer Science 6703 Lecture Notes in Artificial Intelli PDFDocumento374 páginas(Lecture Notes in Computer Science 6703 Lecture Notes in Artificial Intelli PDFAndika Dwi NugrahaAinda não há avaliações
- Emerging Theory of Intercultural PR PDFDocumento22 páginasEmerging Theory of Intercultural PR PDFkenya106Ainda não há avaliações
- HW Online EGIS Student HandookDocumento86 páginasHW Online EGIS Student HandookShabana ferozAinda não há avaliações
- Lidocaina Versus Articaina 2021Documento7 páginasLidocaina Versus Articaina 2021Francisca Abarca CifuentesAinda não há avaliações
- Wvirtual University of Pakistan: Internship Report OnDocumento34 páginasWvirtual University of Pakistan: Internship Report OnTayyaba RanaAinda não há avaliações
- Ocas 2019 Manual Final (12-12-2019)Documento29 páginasOcas 2019 Manual Final (12-12-2019)karishma ghaziAinda não há avaliações
- The Effect of Blended Learning Model On High School StudentsDocumento7 páginasThe Effect of Blended Learning Model On High School StudentsLorie May MarcosAinda não há avaliações
- Role of Training in Bank Employee Retention & CommitmentDocumento4 páginasRole of Training in Bank Employee Retention & Commitmentحہمہوده أبہو أيہأدAinda não há avaliações
- Pagell Et Al-2014-Journal of Supply Chain ManagementDocumento12 páginasPagell Et Al-2014-Journal of Supply Chain ManagementdavehidAinda não há avaliações
- Doing - Focus On Form PDFDocumento14 páginasDoing - Focus On Form PDFPhalangchok WanphetAinda não há avaliações
- Ol Cbfps2017 Am02212 ProjectDocumento1 páginaOl Cbfps2017 Am02212 ProjectAkanksha GuptaAinda não há avaliações
- Ict Ccs Grade9 q3 Las3 Week3Documento11 páginasIct Ccs Grade9 q3 Las3 Week3JayJay HecitaAinda não há avaliações
- Joseph Nguyen-Dong Iste Stds Self AssessmentDocumento4 páginasJoseph Nguyen-Dong Iste Stds Self Assessmentapi-311540719Ainda não há avaliações
- Competency Mapping ProjectDocumento53 páginasCompetency Mapping ProjectAjithAinda não há avaliações
- Tom Mboya Labor College: DSCM 3: Project and Contracts Management/ DPM 2: Project Procurement ManagementDocumento33 páginasTom Mboya Labor College: DSCM 3: Project and Contracts Management/ DPM 2: Project Procurement Managementjoshua omondiAinda não há avaliações
- 15 - 1490 GFM SHE 24 Construction Noise and Vibration Management PlanDocumento11 páginas15 - 1490 GFM SHE 24 Construction Noise and Vibration Management PlanHussein Adnan FneishAinda não há avaliações
- Construction Management & PlanningDocumento11 páginasConstruction Management & PlanningDopest KhanAinda não há avaliações
- Swaraj Project On MarketingDocumento63 páginasSwaraj Project On Marketingram80150% (2)
- HSS MandE Framework Nov 2009 PDFDocumento28 páginasHSS MandE Framework Nov 2009 PDFBahjaAinda não há avaliações
- Melatonin's role in hair growthDocumento15 páginasMelatonin's role in hair growthgeoaislaAinda não há avaliações
- Cultural Differences in Project Risk PerceptionDocumento11 páginasCultural Differences in Project Risk PerceptionShahid UllahAinda não há avaliações