Você também pode gostar
- Customer Satisfaction Towards Plastic ProductsDocumento23 páginasCustomer Satisfaction Towards Plastic Productsfarhan siamAinda não há avaliações
- A Summer Internship Project Report TTDocumento54 páginasA Summer Internship Project Report TTTushar SambyalAinda não há avaliações
- Jio Giga FiberDocumento16 páginasJio Giga Fiberapi-458222767Ainda não há avaliações
- Reliance Industries Limited OverviewDocumento11 páginasReliance Industries Limited OverviewSidhavAinda não há avaliações
- Sericulture Development in Non-Traditional AreasDocumento144 páginasSericulture Development in Non-Traditional AreasThanh Thuan100% (1)
- Impact of MNCs On Indian EconomyDocumento37 páginasImpact of MNCs On Indian EconomyShrey Sampat0% (1)
- A Study On Material Control TechniqusDocumento55 páginasA Study On Material Control Techniquskathirvelmba100% (1)
- Project Report On Inventory MNGMTDocumento94 páginasProject Report On Inventory MNGMTJaynand Patalia100% (1)
- A Project Report ON: " Supply Chain Management"Documento46 páginasA Project Report ON: " Supply Chain Management"vikramAinda não há avaliações
- Customer Satisfaction and Marketing Potential of Birla CementsDocumento13 páginasCustomer Satisfaction and Marketing Potential of Birla CementsPrashant M BiradarAinda não há avaliações
- The Investment Pattern and Banking Needs of The Housing Societies'Documento40 páginasThe Investment Pattern and Banking Needs of The Housing Societies'jasthaulamritAinda não há avaliações
- Project Report On Sbi Mutual Fund PDFDocumento60 páginasProject Report On Sbi Mutual Fund PDFRenuprakash KpAinda não há avaliações
- Sales & Distribution ReportDocumento40 páginasSales & Distribution Reportzouku50% (2)
- Jbma Mba ProjectDocumento37 páginasJbma Mba ProjectAvinash Shankar100% (1)
- Vikas - STUDY ON DISTRIBUTION CHANNELDocumento64 páginasVikas - STUDY ON DISTRIBUTION CHANNELShagun PathaniaAinda não há avaliações
- A Project On Supply Chain ManagementDocumento95 páginasA Project On Supply Chain Managementutpalbagchi67% (3)
- Organisation Study: - at at "United Timber Corporation'', ThammanamDocumento15 páginasOrganisation Study: - at at "United Timber Corporation'', ThammanamAlthaf MahinAinda não há avaliações
- Nirmiti Precision Systems: Supply Chain Sectorial Analysis BY - Ajay Kaushik - 006Documento15 páginasNirmiti Precision Systems: Supply Chain Sectorial Analysis BY - Ajay Kaushik - 006Ajay KaushikAinda não há avaliações
- Consumer Perception, Competitive Analysis and Dealers Perception On Parryware RocaDocumento59 páginasConsumer Perception, Competitive Analysis and Dealers Perception On Parryware Rocagavishjain100% (1)
- Summer Training Report in HRDocumento113 páginasSummer Training Report in HRpiy8960100% (1)
- Toyota Project MarketingDocumento57 páginasToyota Project MarketingJitto Joshy100% (2)
- Project Report ON: Marketing Strategies of AirtelDocumento78 páginasProject Report ON: Marketing Strategies of AirtelMahendraAinda não há avaliações
- Sowbaghya - 17bba041 (Suren)Documento38 páginasSowbaghya - 17bba041 (Suren)suren moorthy100% (1)
- Mba Finance ProjectDocumento78 páginasMba Finance ProjectRajin Pc100% (2)
- SAMAY Electronics T.Y.B.B.a MBA Porject Report Prince DudhatraDocumento68 páginasSAMAY Electronics T.Y.B.B.a MBA Porject Report Prince DudhatrapRiNcE DuDhAtRaAinda não há avaliações
- Consumer BehaviorDocumento78 páginasConsumer BehaviorVinathy PalleAinda não há avaliações
- Fdocuments - in MRF Tyres NewDocumento48 páginasFdocuments - in MRF Tyres NewRusti HopperAinda não há avaliações
- Gurjeet Singh Kartar Construction Customer SatisfactionDocumento62 páginasGurjeet Singh Kartar Construction Customer SatisfactionGourav Bansal100% (1)
- 2 Inventory Management Maha Cement-VishalDocumento37 páginas2 Inventory Management Maha Cement-VishalNational Admin100% (1)
- Inventory Management at EleconDocumento67 páginasInventory Management at Eleconpujanswetal0% (1)
- Tata Voltas Summer Internship 2013Documento44 páginasTata Voltas Summer Internship 2013pawan_01950% (2)
- A Study On Inventory Management On HeroDocumento17 páginasA Study On Inventory Management On HeroTarun Nani100% (1)
- Paper Cup ProjectDocumento71 páginasPaper Cup Projectpk bhaiAinda não há avaliações
- Inventory Management Project ReportDocumento110 páginasInventory Management Project Reportk eswariAinda não há avaliações
- Project Report 2Documento28 páginasProject Report 2Aditya Jain0% (1)
- HS AgroDocumento42 páginasHS AgroSHIVANSHUAinda não há avaliações
- Agricultural Loan PDFDocumento68 páginasAgricultural Loan PDFRakesh100% (1)
- Tata MotorsDocumento42 páginasTata Motorssonu1035Ainda não há avaliações
- A Synopsis ON: Investment Pattern of Salaried People'Documento5 páginasA Synopsis ON: Investment Pattern of Salaried People'Abhishek SharmaAinda não há avaliações
- Just in Time Manufacturing in The Indian Automobile IndustryDocumento7 páginasJust in Time Manufacturing in The Indian Automobile IndustryVinod Kumar Vundela100% (1)
- S.amutha A Study On Inventory Management in Izon Technologies Ramco Cement LimitedDocumento30 páginasS.amutha A Study On Inventory Management in Izon Technologies Ramco Cement LimitedeswariAinda não há avaliações
- A Study On Just in Time Logistics IntroductionDocumento81 páginasA Study On Just in Time Logistics IntroductioneswariAinda não há avaliações
- A Report On "Material Storage Layout and Inventory Management"Documento37 páginasA Report On "Material Storage Layout and Inventory Management"Pankaj AgriAinda não há avaliações
- Inventory Management: A Study ToDocumento56 páginasInventory Management: A Study ToPrema SAinda não há avaliações
- Pearl Global Industries LimitedDocumento9 páginasPearl Global Industries LimitedAnisha NandaAinda não há avaliações
- ppt2 HCLDocumento20 páginasppt2 HCLMrinal KalitaAinda não há avaliações
- Six Sigma in Indian IT SectorDocumento6 páginasSix Sigma in Indian IT SectornoushadAinda não há avaliações
- Synopsis FormatDocumento2 páginasSynopsis FormatARYAN 6440% (5)
- A Study On Marketing Strategy of FrootiDocumento67 páginasA Study On Marketing Strategy of FrootiKrunal ViradiaAinda não há avaliações
- Project Report On AmulDocumento78 páginasProject Report On AmulAkanksha DubeyAinda não há avaliações
- Company ProfileDocumento4 páginasCompany ProfileAmal T JamesAinda não há avaliações
- Summer Internship Report - Salaried Employees Knowledge Regarding Different Investment OptionsDocumento70 páginasSummer Internship Report - Salaried Employees Knowledge Regarding Different Investment OptionsRobin SamuelAinda não há avaliações
- Project Report On Total Quality Management: ConceptualizationDocumento155 páginasProject Report On Total Quality Management: ConceptualizationNeha Sable DeshmukhAinda não há avaliações
- PFMP Spring07 WasteDocumento6 páginasPFMP Spring07 WasteMohamad SukriAinda não há avaliações
- 5SDocumento7 páginas5SKlunskyAinda não há avaliações
- 5SDocumento23 páginas5SReetu Sri100% (1)
- Online Library of Quality, Service Improvement and Redesign ToolsDocumento5 páginasOnline Library of Quality, Service Improvement and Redesign ToolsAntonio TiradoAinda não há avaliações
- Six Sigma and 5s MethodDocumento15 páginasSix Sigma and 5s MethodPráctica TermodinámicaAinda não há avaliações
- L M, 5S S S: EAN AnufacturingDocumento8 páginasL M, 5S S S: EAN AnufacturingKARLAAinda não há avaliações
- New Wordpad DocumentDocumento20 páginasNew Wordpad DocumentRupa SharmaAinda não há avaliações
- Alibaba ExcerptDocumento3 páginasAlibaba Excerptchristine_catar4736Ainda não há avaliações
- Binary Decimal HexDocumento7 páginasBinary Decimal Hex666667Ainda não há avaliações
- 13 Organization Challenges of AgileDocumento9 páginas13 Organization Challenges of AgileroxrAinda não há avaliações
- Implementation of A Digital Dice GameDocumento4 páginasImplementation of A Digital Dice GameSalaar KhanAinda não há avaliações
- Canon Ir2200 Ir2800 Ir3300 User ManualDocumento362 páginasCanon Ir2200 Ir2800 Ir3300 User ManualMohamed Kabsha50% (2)
- Design and Simulation of Solar Photovoltaic CellDocumento23 páginasDesign and Simulation of Solar Photovoltaic CellKAUSHIK PRABHATH BANDIAinda não há avaliações
- Notes Collection Related With OopsDocumento135 páginasNotes Collection Related With OopsPervasivetech BangaloreAinda não há avaliações
- Warranty Clause: Manual #986-003 Rev HDocumento84 páginasWarranty Clause: Manual #986-003 Rev HMarcelo P C SouzaAinda não há avaliações
- BulkConfigurator PDFDocumento107 páginasBulkConfigurator PDFmatrixfrAinda não há avaliações
- Chapter - 1 Condenser PerformanceDocumento21 páginasChapter - 1 Condenser PerformanceAhmed HelmyAinda não há avaliações
- 004 - Hadoop Daemons (HDFS Only)Documento3 páginas004 - Hadoop Daemons (HDFS Only)Srinivas ReddyAinda não há avaliações
- ME Con-1 Mock-1Documento15 páginasME Con-1 Mock-1vidya chakitwarAinda não há avaliações
- Quote NumberDocumento1 páginaQuote NumberDenaibeliAinda não há avaliações
- Romi Oop 05 Javadatabase 1mei2011Documento78 páginasRomi Oop 05 Javadatabase 1mei2011Nora AsteriaAinda não há avaliações
- Active Directory Interview QuestionsDocumento3 páginasActive Directory Interview QuestionsSameer PatelAinda não há avaliações
- CV Equations Used in HysysDocumento3 páginasCV Equations Used in HysysBesan LaduAinda não há avaliações
- Performance of IEC 61850 9-2 Process Bus and Corrective Measure PDFDocumento11 páginasPerformance of IEC 61850 9-2 Process Bus and Corrective Measure PDFdbeard811Ainda não há avaliações
- Navi Loan Account StatementDocumento1 páginaNavi Loan Account StatementBorah SashankaAinda não há avaliações
- Panasonic PT-AE2000U LCD Projector ManualDocumento58 páginasPanasonic PT-AE2000U LCD Projector Manualspock_cowAinda não há avaliações
- Wind Turbine - Control and Monitoring PDFDocumento462 páginasWind Turbine - Control and Monitoring PDFElisete Mota Nascimento100% (3)
- Romi DM 03 Persiapan Mar2016Documento82 páginasRomi DM 03 Persiapan Mar2016Tri Indah SariAinda não há avaliações
- Laboratory Exercise in Computer FundamentalsDocumento2 páginasLaboratory Exercise in Computer FundamentalsGwenn PosoAinda não há avaliações
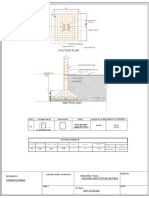
- Column Detail PDFDocumento1 páginaColumn Detail PDFShubham KushwahaAinda não há avaliações
- Opcua PDFDocumento33 páginasOpcua PDFmfruge7Ainda não há avaliações
- Super Critical BoilerDocumento32 páginasSuper Critical BoilerSyaiful Fuad89% (9)
- International RA472 Front Rear Axle Parts ManualDocumento5 páginasInternational RA472 Front Rear Axle Parts ManualHéctor Perez SAinda não há avaliações
- NGO ICT and EReadiness Self Assessment ToolDocumento54 páginasNGO ICT and EReadiness Self Assessment ToolEntot SuhartonoAinda não há avaliações
- Cs Fet Ee Btech PDFDocumento108 páginasCs Fet Ee Btech PDFrakshitAinda não há avaliações
- Prius 2004 - Brakes - BleedingDocumento17 páginasPrius 2004 - Brakes - Bleedingburvi20011186Ainda não há avaliações