Você também pode gostar
- Agitator Spreadsheet DetailsDocumento7 páginasAgitator Spreadsheet DetailsAndrewAinda não há avaliações
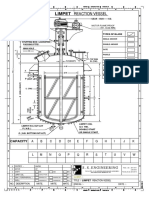
- Limpet Reaction Vessel PDFDocumento1 páginaLimpet Reaction Vessel PDFarajamani78Ainda não há avaliações
- Agitator DesignDocumento6 páginasAgitator Designप्रमोद रणपिसेAinda não há avaliações
- CEMC Screw Conveyor Manual 2.20Documento107 páginasCEMC Screw Conveyor Manual 2.20GABYGABYGABYGABY100% (1)
- Agitator DesignDocumento6 páginasAgitator DesignrcchhajedAinda não há avaliações
- Rotating Drum CalculationDocumento12 páginasRotating Drum Calculationمحمد أزها نو الدينAinda não há avaliações
- Agitator Power Calculation FormatDocumento2 páginasAgitator Power Calculation FormatSandeep GosaviAinda não há avaliações
- Mixing in TankDocumento5 páginasMixing in TankWan Ling LeeAinda não há avaliações
- Centrifugal Fan Design - Input ParameterDocumento6 páginasCentrifugal Fan Design - Input ParameterGru EtAinda não há avaliações
- Design Calculations of Pitch Blade TurbineDocumento6 páginasDesign Calculations of Pitch Blade TurbineAyaz_HasanjiAinda não há avaliações
- Is 4894 1987Documento18 páginasIs 4894 1987sajay2010Ainda não há avaliações
- Agitator Power Requirement and Mixing Intensity CalculationDocumento26 páginasAgitator Power Requirement and Mixing Intensity CalculationWael Abdel-Mageed100% (1)
- Combined Torsion and BendingDocumento3 páginasCombined Torsion and BendingShepherd Nhanga0% (1)
- Conveyor Screws PDFDocumento9 páginasConveyor Screws PDFldavilaluceralAinda não há avaliações
- Screw Conveyor CalculationDocumento1 páginaScrew Conveyor Calculation113314Ainda não há avaliações
- RVD DatasheetDocumento3 páginasRVD Datasheetsushant_jhawerAinda não há avaliações
- Mean Metal TempDocumento1 páginaMean Metal TempsankaranAinda não há avaliações
- Existing:-Pitch Blade Turbine AgitatorDocumento5 páginasExisting:-Pitch Blade Turbine AgitatorPrathmesh Gujarati100% (1)
- PositiveDisplacementBlowerCalculations Brochuremay2017Documento4 páginasPositiveDisplacementBlowerCalculations Brochuremay2017hardik033Ainda não há avaliações
- Screw ConveyorDocumento4 páginasScrew ConveyorRaji SuriAinda não há avaliações
- Advantages of Oil-Free Screw CompressorsDocumento4 páginasAdvantages of Oil-Free Screw CompressorsMANIU RADU-GEORGIANAinda não há avaliações
- Understanding BlowersDocumento11 páginasUnderstanding BlowersJam BabAinda não há avaliações
- Inquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteDocumento5 páginasInquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteCik MinnAinda não há avaliações
- SCC Bucket Elevators For A Variety of Applications: Catalog No. 201Documento16 páginasSCC Bucket Elevators For A Variety of Applications: Catalog No. 201sudheer4079100% (2)
- Mechanical Conveyors: 29 Materials HandlingDocumento2 páginasMechanical Conveyors: 29 Materials HandlingSMNCI Cadet EngineersAinda não há avaliações
- AgitatorDocumento10 páginasAgitatorSachin5586Ainda não há avaliações
- Compressor Selction and Design Course Program OutlineDocumento5 páginasCompressor Selction and Design Course Program OutlinePrasanna kumar subudhiAinda não há avaliações
- PWHTDocumento75 páginasPWHTAhmed Shaban Kotb100% (1)
- Horizontal Cylindrical Tank Volume and Level CalculatorDocumento4 páginasHorizontal Cylindrical Tank Volume and Level CalculatorNath Boyapati100% (1)
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocumento2 páginasHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadAinda não há avaliações
- Screw Conveyor Design123456789Documento8 páginasScrew Conveyor Design123456789Ramsai ChigurupatiAinda não há avaliações
- Agitator SelectionDocumento20 páginasAgitator SelectionRamakrishna Koushik100% (2)
- Chapter Five Equipment Design 5.1 Design of Vertical Ribbon MixerDocumento12 páginasChapter Five Equipment Design 5.1 Design of Vertical Ribbon MixerHamza Al MahanaAinda não há avaliações
- Shell and Tube Heat ExchangerDocumento19 páginasShell and Tube Heat ExchangerMangesh MandgeAinda não há avaliações
- Gas Scrubbers: DescriptionDocumento14 páginasGas Scrubbers: DescriptionPitiporn HasuankwanAinda não há avaliações
- Pressure Vessel WEIGHT PresentDocumento17 páginasPressure Vessel WEIGHT PresentErol Aydin100% (3)
- Belt and Chain Bucket ElevatorDocumento12 páginasBelt and Chain Bucket Elevatorhinojosa07406875% (4)
- Shell and Tube Heat Exchanger DesignDocumento50 páginasShell and Tube Heat Exchanger DesignAsmaa HarrazAinda não há avaliações
- Technical Data Sheet For Shell and Tube Heat Exchager Design SpecificationDocumento5 páginasTechnical Data Sheet For Shell and Tube Heat Exchager Design SpecificationSakthi VelAinda não há avaliações
- 9178 2 PDFDocumento39 páginas9178 2 PDFvivekAinda não há avaliações
- Agitator Power Requirement and Mixing Intensity CalculationDocumento26 páginasAgitator Power Requirement and Mixing Intensity CalculationWael Abdel-MageedAinda não há avaliações
- Tank Shell Calculation: Mechanical Calculations According To en 14015Documento5 páginasTank Shell Calculation: Mechanical Calculations According To en 14015paeg651250% (4)
- Mechanical Design Data BookDocumento69 páginasMechanical Design Data BookviongdanonAinda não há avaliações
- Screw Conveyor DesignDocumento8 páginasScrew Conveyor DesignRamsai ChigurupatiAinda não há avaliações
- Ready Recknor For Vessel CalculationDocumento57 páginasReady Recknor For Vessel CalculationMauli100% (1)
- Agitator - Anchor - Highly ViscousDocumento2 páginasAgitator - Anchor - Highly ViscousWade ColemanAinda não há avaliações
- Support RollersDocumento4 páginasSupport Rollersprashant mishra0% (1)
- TEMA Shell & Bundle Entrance and Exit AreasDocumento3 páginasTEMA Shell & Bundle Entrance and Exit Areasnagtummala100% (3)
- Engine BearingsDocumento22 páginasEngine Bearingsandrew munyivaAinda não há avaliações
- Design Basic of Industrial Gear BoxesDocumento84 páginasDesign Basic of Industrial Gear Boxesalfatih1407497100% (2)
- SAG Mill ComponentsDocumento7 páginasSAG Mill ComponentsRodrigo GarcíaAinda não há avaliações
- ShaftingDocumento3 páginasShafting41vaibhavAinda não há avaliações
- Sleeve Vs Antifriction Bearings Selection of The Optimal BearingDocumento13 páginasSleeve Vs Antifriction Bearings Selection of The Optimal BearingKamal Arab0% (1)
- Autoflex Catalogue PDFDocumento24 páginasAutoflex Catalogue PDFDenis AugustoAinda não há avaliações
- Ceco Brochure PDFDocumento8 páginasCeco Brochure PDFNguyễn Thanh Bình50% (2)
- Sleeve Bearing Specification For MotorDocumento45 páginasSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Psi Max2000 AgitatorsDocumento167 páginasPsi Max2000 Agitatorssaipem880% (1)
- Study of Shaft Position in Gas Turbine Journal BearingDocumento7 páginasStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraAinda não há avaliações
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNo EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNota: 4 de 5 estrelas4/5 (1)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallNo EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallNota: 4 de 5 estrelas4/5 (8)
- Carbon Steel Plate SpecDocumento1 páginaCarbon Steel Plate SpecTan Chee MingAinda não há avaliações
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocumento7 páginasA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingAinda não há avaliações
- Bevelling Machine SpecDocumento2 páginasBevelling Machine SpecTan Chee MingAinda não há avaliações
- 3000Lb Pipe Fittings - Half Coupling Socket Weld Fittings: Size Part Number A B Kg/100 Qty Request QuoteDocumento1 página3000Lb Pipe Fittings - Half Coupling Socket Weld Fittings: Size Part Number A B Kg/100 Qty Request QuoteTan Chee MingAinda não há avaliações
- A36 MS SpecDocumento4 páginasA36 MS SpecTan Chee MingAinda não há avaliações
- Material Group Codes by Number: Group/Title ORNL Service Groups Group TitleDocumento23 páginasMaterial Group Codes by Number: Group/Title ORNL Service Groups Group TitleTan Chee MingAinda não há avaliações
- Roundo SF MachinesDocumento4 páginasRoundo SF MachinesTan Chee MingAinda não há avaliações
- Reskem Manwaybulletin PDFDocumento2 páginasReskem Manwaybulletin PDFTan Chee MingAinda não há avaliações
- Design of Blind FlangeDocumento1 páginaDesign of Blind FlangeTan Chee MingAinda não há avaliações
- Only Chapter of DHX by T.kuppan PDFDocumento45 páginasOnly Chapter of DHX by T.kuppan PDFSATHEESH KUMAR100% (1)
- DryFlo FL5 Flash Tank PDFDocumento1 páginaDryFlo FL5 Flash Tank PDFTan Chee MingAinda não há avaliações
- Vessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailDocumento1 páginaVessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailTan Chee MingAinda não há avaliações
- Leg Support Stress For VesselDocumento7 páginasLeg Support Stress For VesselTan Chee MingAinda não há avaliações
- Agitator DesignDocumento130 páginasAgitator DesignAdrales Kristine75% (4)
- Weldbrite MSDSDocumento3 páginasWeldbrite MSDSTan Chee Ming50% (2)
- GP 24-21 - Fire Hazard AnalysisDocumento53 páginasGP 24-21 - Fire Hazard AnalysisJohn DryAinda não há avaliações
- Propagare - Threshold Degradation - AbateriDocumento72 páginasPropagare - Threshold Degradation - AbateriAndrada AdaAinda não há avaliações
- Identifying - Explaining Brake System FunctionsDocumento39 páginasIdentifying - Explaining Brake System FunctionsJestoni100% (1)
- Union Fork & Hoe No. 19Documento68 páginasUnion Fork & Hoe No. 19Jay SAinda não há avaliações
- Shi Et Al-2019-Intensive Care MedicineDocumento11 páginasShi Et Al-2019-Intensive Care MedicineJavier BlancAinda não há avaliações
- Vanilla Farming: The Way Forward: July 2019Documento6 páginasVanilla Farming: The Way Forward: July 2019mituAinda não há avaliações
- Classic Plan: Dog/Cat BedDocumento3 páginasClassic Plan: Dog/Cat BedRobson DiasAinda não há avaliações
- ADT Cat D400EDocumento2 páginasADT Cat D400EEbran AndromedaAinda não há avaliações
- University of LeedsDocumento20 páginasUniversity of LeedsYasir KhanAinda não há avaliações
- Attacks On Cryptosystems PDFDocumento18 páginasAttacks On Cryptosystems PDFUjjayanta BhaumikAinda não há avaliações
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Documento17 páginasLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediAinda não há avaliações
- HCCI - Seminar Reports PPT PDF DOC PresentationDocumento3 páginasHCCI - Seminar Reports PPT PDF DOC PresentationVenkatesh MohanAinda não há avaliações
- 2011 33 MaintenanceDocumento16 páginas2011 33 MaintenanceKrishna Khandige100% (1)
- Appetizer Summative TestDocumento36 páginasAppetizer Summative TestArgelynPadolinaPedernalAinda não há avaliações
- FF0221 01 Free Corporate Slides For Powerpoint 16x9Documento14 páginasFF0221 01 Free Corporate Slides For Powerpoint 16x9KevinChicoReyesAinda não há avaliações
- Concrete Saw Core Drilling Swms 10067-8Documento12 páginasConcrete Saw Core Drilling Swms 10067-8JamesAinda não há avaliações
- Ashok Leyland Project ReportDocumento40 páginasAshok Leyland Project ReportGovind kumarAinda não há avaliações
- AE451 Aerospace Engineering Design: Team HDocumento140 páginasAE451 Aerospace Engineering Design: Team HÖmer Uğur ZayıfoğluAinda não há avaliações
- Skye Menu 2022Documento8 páginasSkye Menu 2022Muhammad Rizki LaduniAinda não há avaliações
- Ohms LawDocumento16 páginasOhms Lawmpravin kumarAinda não há avaliações
- The Relaxation Solution Quick Start GuideDocumento17 páginasThe Relaxation Solution Quick Start GuideSteve DiamondAinda não há avaliações
- Nav Bharat Nirman: Indispensable Ideas For Green, Clean and Healthy IndiaDocumento4 páginasNav Bharat Nirman: Indispensable Ideas For Green, Clean and Healthy IndiaRishabh KatiyarAinda não há avaliações
- Energy Thesis StatementDocumento6 páginasEnergy Thesis Statementnicoledixonmobile100% (2)
- MD 2 MidtermDocumento31 páginasMD 2 MidtermRea Rebenque100% (1)
- 19 Free Amigurumi Crochet Patterns: MaterialsDocumento4 páginas19 Free Amigurumi Crochet Patterns: MaterialsLucica Diaconu100% (1)
- Sorsogon State College Engineering & ArchitectureDocumento11 páginasSorsogon State College Engineering & ArchitectureArianne Mae De Vera GallonAinda não há avaliações
- Igorot Village: Get To Know..Documento11 páginasIgorot Village: Get To Know..Elain RagosAinda não há avaliações
- Eureka Forbes ReportDocumento75 páginasEureka Forbes ReportUjjval Jain0% (1)
- Bài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimpleDocumento6 páginasBài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimplePhương Anh Đỗ NgọcAinda não há avaliações
- Course For Loco Inspector Initial (Diesel)Documento239 páginasCourse For Loco Inspector Initial (Diesel)Hanuma Reddy93% (14)