Escolar Documentos
Profissional Documentos
Cultura Documentos
Teste de Mecânica - Petrobrás
Enviado por
Pablo HenriqueDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Teste de Mecânica - Petrobrás
Enviado por
Pablo HenriqueDireitos autorais:
Formatos disponíveis
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 1 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
CONHECIMENTOS ESPECFICOS
Um tcnico de manuteno de motores de combusto interna
enviou para anlise em um laboratrio especializado um leo lubrificante
usado e solicitou que as seguintes caractersticas fossem verificadas:
densidade;
viscosidade;
ponto de fulgor;
resduo de carbono;
nmero de emulso;
ponto de fluidez.
Com relao situao acima descrita e s anlises solicitadas pelo tcnico
de manuteno, julgue os itens que se seguem.
51 A viscosidade uma caracterstica extremamente importante no
controle do uso do lubrificante, e sua diminuio pode ser resultado de
uma reposio de leo menos viscoso.
52 O ponto de fulgor de um leo a maior temperatura na qual o vapor
por ele desprendido, em presena de ar, inflama-se momentaneamente,
ao ser submetido a uma chama. Portanto, a anlise solicitada permitir
avaliar as temperaturas de servio que o leo poder suportar com
segurana.
53 A anlise do ponto de fluidez, ou ponto de gota, embora seja
extremamente importante, pouco necessria no Brasil, pois, na
maioria dos casos, os leos lubrificantes brasileiros possuem ponto de
gota muito superior a 0
o
C.
54 Um aumento na densidade do leo um indicativo da presena de
gua no leo.
55 A anlise da densidade suficiente para indicar se o leo deve ou no
permanecer em servio, pois a alterao dessa caracterstica indica a
contaminao do lubrificante com outros produtos.
5 Os resduos de carvo deixados pelo leo lubrificante so benficos
aos motores de combusto interna, pois aumentam a capacidade do
leo em lubrificar.
Um tcnico foi designado para dimensionar a rea de seo de uma
cordoalha de ao para suspender verticalmente uma pea industrial de 10 tf.
Nessa situao, sabendo que a tenso mdia de ruptura trao e a tenso
mdia de ruptura por cisalhamento dessa cordoalha so, respectivamente,
iguais a 1.500 kgf/cm
2
e 800 kgf/cm
2
e que, para no se gastar muito com
material, recomendou-se o coeficiente de segurana total igual a 3, julgue
os itens a seguir.
51 Para o dimensionamento solicitado, o tcnico dever utilizar uma
tenso admissvel de 500 kgf/cm
2
.
58 No dimensionamento descrito, o tcnico dever preocupar-se
exclusivamente com o cisalhamento, pois a resistncia mdia de trao
pode variar para cada elemento da cordoalha, o que no permite a sua
utilizao para o clculo solicitado.
59 O coeficiente de segurana uma reserva estratgica que espelha em
uma carga adicional, aumentando o custo da cordoalha.
No dimensionamento em considerao, a seo da cordoalha deve ser
de 6,666 cm
2
.
0 Na situao descrita, a rea da seo igual a
2,222 cm
2
.
1 Ao considerar a tenso mdia de ruptura por trao
e o coeficiente de segurana especificado, o
tcnico encontrar uma rea de seo para a
cordoalha de 20 cm
2
.
2 A tenso a ser utilizada para os clculos deve ser a
de trao e no a de cisalhamento, uma vez que a
pea ser elevada verticalmente, e a cordoalha
estar tracionada.
RASCUNHO
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 2 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
Um tcnico de manuteno mecnica foi designado para preparar
uma apostila destinada a um treinamento acerca dos princpios bsicos dos
seguintes processos de fabricao:
forjamento;
extruso;
laminao;
processos de corte;
fundio de metais;
processos de unio.
Considerando a situao acima, julgue os itens subseqentes.
3 Os processos de fundio de metais e laminao devem ser agrupados
na apostila como processos de formao original, visto que compem
a fabricao de um corpo slido, a partir de um material sem forma
definida, por meio da gerao ou imposio de uma fora de coeso.
4 Os processos de extruso e forjamento podero ser classificados na
apostila como processos de conformao porque fazem a
transformao de um corpo slido por intermdio de modificao
plstica, sem que haja interrupo da fora de coeso.
5 No processo de fabricao por laminao, o material pode ser
trabalhado a quente ou a frio. Existem casos em que esse
procedimento pode ser iniciado a quente e finalizado a frio.
O processo de fabricao por extruso normalmente utilizado na
produo de barras cilndricas ou tubos; entretanto, pode-se obter
formas de seo transversal mais irregulares quando se trabalha com
metais facilmente extrudveis, como o alumnio.
1 Uma vez que os processos de corte sempre geram cavacos, deve-se
inserir na apostila recomendao de que os treinandos estejam
preparados para a reutilizao dessas sobras.
8 A juno de duas ou mais peas por meio de rebites ou parafusos
constituem exemplos de processos de fabricao por unio.
Um tcnico de manuteno recebeu para anlise o esquema de um circuito
eltrico, dotado de uma fonte de alimentao e com as seguintes
caractersticas:
o circuito fornecia apenas um caminho para a circulao da corrente
eltrica;
a intensidade da corrente eltrica era a mesma ao longo de todo o
circuito;
no circuito, havia 3 consumidores, sendo que o funcionamento de
qualquer um deles dependia do funcionamento dos demais, e a
resistncia do consumidor 1 era de 100 S, a do consumidor 2, de
120 S e a do consumidor 3, de 80 S.
Considerando a anlise do circuito descrito acima, julgue os itens a seguir.
9 Como existe um nico caminho, a corrente que sai do plo negativo
da fonte passa pelos consumidores e retorna fonte pelo plo positivo.
10 A resistncia equivalente do sistema apresentado ser de 300 S.
11 Em funo da ligao direta dos consumidores fonte, as tenses dos
consumidores so as mesmas da fonte.
12 O circuito apresentado um equalizador de tenso,
portanto, no permite a queda de tenso.
13 Ao se colocar um ampermetro devidamente
posicionado para medir a corrente em qualquer
parte do circuito, esse instrumento indicar o
mesmo valor para a corrente eltrica.
14 Se a tenso nos terminais da fonte for de 220 V, a
corrente do circuito ser de 633 mA.
RASCUNHO
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 3 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
Um tcnico responsvel pela manuteno de um sistema
pneumtico, ao fazer a inspeo mensal desse sistema, observou
o seguinte:
a presso de sada do regulador de presso estava oscilando;
o filtro de ar estava deixando passar muito condensado;
o lubrificador estava lubrificando em demasia;
uma vlvula de atuao eltrica no estava realizando
comutao;
uma vlvula de atuao pneumtica estava realizando
comutao, mas no estava voltando posio inicial.
Considerando os sintomas detectados no sistema, julgue os itens
que se seguem.
15 Uma das possveis causas para a oscilao de presso do
regulador o seu subdimensionamento, ou seja, o consumo
do sistema maior do que a vazo do regulador.
1 Uma das possveis causas de o filtro de ar deixar passar
muito condensado a sua malha muito fina (fechada), e a
soluo substituir o cartucho do filtro por um de porosidade
maior.
11 A vlvula de atuao pneumtica mencionada no apresenta
problema, pois, em seu funcionamento normal, ela no volta
sua posio inicial.
18 Considerando a ocorrncia de lubrificao em demasia,
possvel que o seu sistema de regulagem esteja danificado.
19 Uma das possveis causas da ausncia de comutao da
vlvula de atuao eltrica o emperramento do ncleo de
sua bobina.
80 A mola quebrada ou enfraquecida no impede a atuao da
vlvula pneumtica e pode evitar o seu retorno posio
inicial.
Um tcnico responsvel pela montagem e desmontagem
de sistemas/componentes hidrulicos, foi encarregado de elaborar
um manual, visando enfocar os cuidados necessrios para
minimizar as falhas e os retrabalhos, e garantir o sucesso dessas
operaes.
Considerando a situao acima, julgue os itens seguintes.
81 No manual, o tcnico deve recomendar que, na desmontagem
de bombas, seja verificado o paralelismo dos flanges dos
bocais, mediante o uso de um calibrador de lminas em 4
posies a 90.
82 No manual, o tcnico poder recomendar a identificao dos
componentes durante a desmontagem, para que no haja
dvida da seqncia correta durante a montagem; para esse
procedimento, o montador poder utilizar marcador
numrico, puno, marcador industrial ou uma talhadeira.
83 A inspeo visual das peas na desmontagem no
necessria e no deve ser recomendada no manual, pois no
existem parmetros visuais que possam identificar defeitos.
84 Pelo fato de os acoplamentos de pinos elsticos no
apresentarem desgastes, o manual no deve recomendar
inspees regulares.
85 O manual pode recomendar que os retentores sejam
pr-lubrificados e colocados na direo correta, sem cortes
ou esfoladuras, para no comprometer a vedao dos
sistemas ou componentes.
8 Quanto aos parafusos do sistema, estes podem ser apertados
de forma aleatria, pois a prpria operao do sistema
evitar que eles apresentem qualquer distoro.
81 A verificao do empeno de eixos e da excentricidade nas
regies dos mancais importante e deve ser recomendada,
podendo ser feita por meio da operao run-out, utilizando-
se relgios comparadores e registrando-se as variaes em
0
o
, 90
o
, 180
o
e 270
o
, pelo giro manual dos eixos.
As arruelas apresentam funo de distribuir igualmente
a fora de aperto entre a porca, o parafuso e as partes montadas
e, em alguma situaes, tambm funcionam como elementos de
trava. Um tcnico especializado em elementos de mquinas foi
solicitado para selecionar as arruelas mais apropriadas para as
situaes abaixo relacionadas:
I local sem vibraes, com necessidade de distribuir
igualmente os esforos;
II local de grandes esforos e vibraes, com grandes
possibilidades de afrouxamento do parafuso e da porca;
III local de pequenos esforos, mas com grandes vibraes, e
necessidade de travar a cabea do parafuso;
IV local com acabamento externo constitudo de chapa fina
pintada, devendo ser evitada a danificao do acabamento;
V montagem envolvendo cantoneiras e perfis angulares,
necessitando de nivelamento das superfcies a serem
aparafusadas.
Considerando a situao hipottica acima e a melhor aplicao
das arruelas, julgue os itens subseqentes.
88 Na situao I, a arruela mais apropriada e que garante a
distribuio uniforme do aperto a do tipo lisa, que
apresenta elementos de trava, o que garante a sua grande
utilizao em mquinas sem vibraes excessivas.
89 Para a situao II, recomendada a utilizao da arruela de
presso.
90 Na situao III, recomendada a arruela dentada.
91 A arruela do tipo ondulada, pelo fato de no apresentar
cantos vivos, indicada para a situao IV.
92 Considerando os requisitos da situao V, deve-se
recomendar a arruela do tipo serrilhada, pois, devido ao seu
formato de fabricao, esse tipo de arruela compensa os
ngulos e deixa perfeitamente paralelas as superfcies a
serem aparafusadas.
Considerando as desvantagens e vantagens dos mancais de
rolamento e dos mancais de deslizamento convencional, julgue
os itens que se seguem.
93 Os mancais de rolamento apresentam maior atrito e
aquecimento do que os mancais de deslizamento.
94 Os mancais de rolamento apresentam menor exigncia de
lubrificao do que os mancais de deslizamento.
95 Os mancais de deslizamento so excelentes, pois apresentam
menor desgaste durante a sua vida til do que os mancais de
rolamento.
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 4 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
9 Os mancais de rolamento so normalmente utilizados para
baixas rotaes, enquanto os de deslizamento so utilizados
para altas rotaes, em razo de sua rea de contato ser
maior.
91 Uma vantagem dos mancais de rolamento no desgastarem
os eixos.
98 Os mancais de rolamento apresentam maiores custos de
fabricao do que os de deslizamento.
99 Uma desvantagem dos mancais de rolamento o grande
aumento de folga durante a sua vida til, o que proporciona
o incremento de vibraes dos eixos.
100 Duas grandes vantagens dos mancais de rolamento so:
apresentar maior sensibilidade aos choques e pequena
tolerncia para carcaa e alojamento do eixo.
101 Uma vantagem do mancal de deslizamento o fato de ele
ocupar, normalmente, menor espao que o mancal radial.
Um tcnico, ao realizar um ensaio de trao conforme
norma ABNT NBR 6152, do ao 1020, utilizando um corpo de
prova (CP1), com dimetro inicial mdio de 10 mm, comprimento
til inicial de 50 mm, rea da seco transversal inicial de
78,54 mm
2
, e uma mquina universal de ensaio, obteve os
seguintes resultados.
limite de
escoamento
(MPa)
limite de
resistncia
(MPa)
alongamento
(%)
estrico
(%)
280 420 24 64
Considerando a situao descrita, a tabela acima e, para fins de
clculo, 1 kgf = 10 N e 1 MPa = 10 kgf/cm
2
, julgue os itens
subseqentes.
102 O comprimento final til do corpo de prova, aps a
realizao do ensaio, foi de 62 mm.
103 A rea da seco transversal final, aps a realizao do
ensaio, foi de, aproximadamente, 28,27 cm
2
.
104 A fora necessria para se atingir o limite de escoamento foi
de aproximadamente 21.991 N.
105 A fora necessria para se atingir o limite de resistncia foi
de aproximadamente 42.987 N.
RASCUNHO
Considerando que, para realizar medies em suas instalaes
eletromecnicas, um tcnico de manuteno tenha sua
disposio os seguintes instrumentos de medio: manmetro de
Bourdon, manmetro de peso morto, barmetro, anemmetro de
fio quente, termopar, multmetro digital, meghmetro e
extensmetros (strain gage), julgue os itens a seguir.
10 Para realizar a medio da presso atmosfrica, o tcnico
dever utilizar o anemmetro de fio quente, pelo fato de este
ser um instrumento de grande preciso e fcil de ser
utilizado.
101 Para efetuar calibraes estticas de instrumentos de
medio de presso, o tcnico poder recorrer ao
manmetro de peso morto com pesos calibrados.
108 Para medir temperatura, o tcnico poder utilizar o
termopar.
109 Para medir a resistncia de isolao das instalaes eltricas,
dos motores e dos transformadores, o tcnico dever utilizar
o meghmetro.
110 O multmetro digital um instrumento dotado de mltiplas
funes e, com ele, o tcnico poder medir diretamente nvel
de rudo, diferenas de temperatura, tenso e corrente
eltrica.
Um dos parafusos de uma tubulao flangeada est ilustrado no
desenho acima. Uma rgua graduada foi utilizada para fazer uma
medio do comprimento do parafuso. As medidas indicadas na
rgua esto gravadas no sistema ingls (polegadas e fraes).
Nesse contexto, julgue os itens que se seguem.
111 O comprimento do parafuso de 1 .
112 A menor diviso dessa rgua graduada de 1/32.
113 Uma rgua graduada com duas escalas pemite se fazer
medies no sistema mtrico (cm e mm) e no sistema ingls
(polegadas e fraes).
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 5 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
129
+0.7
+0.3
77
0.1
5
2
0
.
5
4
2
+
0
.
6
-
0
.
4
0,3
3
0
.
5
2
9
.
5
22
0.1
1,6
0,2
140
-0.025
140
+0
-0.068
-0.028
Uma carga de tubos foi recebida por um almoxarifado de uma
usina. Para o controle dimensional das paredes dos tubos,
foi utilizado o tipo de paqumetro mostrado acima. Nessa
situao, com relao construo, ao valor da medio, aos
vrios componentes e conservao desse instrumento, julgue
os itens seguintes.
114 O valor da espessura do tubo, nessa medio, de
17,24 mm.
115 O componente da legenda I o batente, com formato
circunferencial para facilitar as medies em superfcies
curvas.
11 A legenda II indica o arco, usualmente isolado para evitar
dilatao trmica devida ao calor das mos da pessoa que
realiza a medio.
111 A legenda III mostra a trava do micrmetro, que serve
para imobilizar o fuso em uma medida determinada.
118 Se o passo da rosca do fuso micromtrico for de 0,5 mm
e o tambor tiver 50 divises, a resoluo desse
micrmetro ser de 0,02 mm.
119 Para sua adequada conservao, esse micrmetro, depois
de limpo com flanela, deve ser untado com vaselina
lquida e guardado em estojo apropriado.
O desenho acima mostra a vista frontal de um eixo
cilndrico de trs corpos, que vai ser fabricado segundo as
dimenses e tolerncias indicadas. Tambm esto mostrados
os valores dos graus de rugosidade para as vrias superfcies.
Nessa situao, julgue os itens subseqentes.
120 As cotas bsicas desse eixo so: comprimento igual a
129 m e dimetro igual a 52 mm.
121 O comprimento mximo desse eixo de 129 mm.
122 A cotagem do eixo, no comprimento, foi feita por face de
referncia, pois esse eixo deve ser usinado com preciso.
123 A tolerncia da cota do dimetro da ponta de eixo de
0,5 mm.
124 As superfcies planas das pontas do eixo devem ficar no estado
em que se encontrava a matria-prima para sua fabricao, isto
, no devem ser usinadas.
125 Depois da usinagem, as superfcies cilndricas do eixo devem
ficar com um grau de rugosidade de 1,6 mm.
12 A ponta do eixo, no dimetro menor, deve ter uma circularidade
de 0,3 mm para qualquer seo reta.
121 A ponta do eixo, no dimetro maior, deve ter uma
concentricidade com o corpo do eixo intermedirio em um valor
de 0,2 mm.
Um rolamento de esferas vai ser
ajustado em seu alojamento, na
carcaa de um motor. O ajuste, que
vai ser feito pelo sistema ABNT/ISO,
do tipo P7h6. O desenho ao lado
mostra como vai ser feito esse ajuste.
Com relao a essa ajustagem, e
considerando os afastamentos
indicados, julgue os itens seguintes.
128 O ajuste ser feito com
interferncia, e a interferncia
mxima ser de !0,068 mm.
129 A tolerncia do furo do alojamento do rolamento de
0,040 mm.
130 Esse ajuste est sendo feito pelo sistema furo-base.
131 O dimetro mnimo que o furo do alojamento pode atingir de
139,972 mm.
132 O furo do alojamento vai ser usinado com qualidade de
trabalho 6.
RASCUNHO
UnB / CESPE PETROBRAS CONHECIMENTOS ESPECFICOS / NVEL MDIO PSP-RH-2/2004 Aplicao: 28/3/2004
Cargo 18: Tcnico(a) de Manuteno I Mecnica 6 permitida a reproduo apenas para fins didticos, desde que citada a fonte.
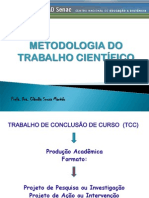
II III
I
vareta de lato
tubo de ao
fluxo
material de adio
tubo de cobre
Para um trabalho de desmontagem, um caldeireiro dirigiu-se
ferramentaria de sua oficina e apanhou trs chaves de aperto.
Essas chaves esto mostradas na figura acima. Com relao ao
tipo de chave apanhada na ferramentaria, julgue os itens a
seguir.
133 A chave da legenda I uma chave de boca ajustvel.
134 A chave da legenda II uma chave de boca fixa.
135 A chave da legenda III uma chave Phillips.
A figura acima mostra uma junta de solda para unir um tubo
de cobre a um tubo de ao, ambos pertencentes a uma
tubulao de vapor para aquecimento de uma rede de leo
residual pesado. A soldagem usa um maarico oxiacetilnico,
varetas de lato e uma lata de fluxo. Nesse contexto, julgue os
itens seguintes.
13 O processo de soldagem que est sendo usado pelo
maariqueiro a soldabrasagem.
131 A tcnica de soldagem utilizada implica a fundio das
duas bordas da junta, isto , os tubos de cobre e de ao.
138 A vareta de solda que est sendo usada a mesma
utilizada no processo de soldagem TIG.
139 O fluxo que est sendo usado serve para limpar, da
oxidao superficial, as superfcies a serem soldadas.
140 Esse tipo de projeto de junta de solda chama-se de junta
sobreposta.
Um torqumetro ser usado para apertar os parafusos
passantes da carcaa de uma turbina a vapor. O mecnico de
manuteno ter de tomar precaues para que a ao de apertar os
parafusos siga a tcnica correta.
Em face da situao acima, julgue os itens que se seguem, relativos
a calibrao, construo e uso do torqumetro.
141 O torqumetro trabalha com as seguintes unidades:
newton metro (N.m), libra-fora polegada (Lbf.in) e
quilograma-fora metro (kgf.m).
142 O mecnico dever calibrar o torqumetro uma vez por dia de
trabalho.
143 O mecnico deve cuidar para que a ferramenta no caia de sua
mo, pois ela no pode sofrer choques violentos.
144 O torqumetro deve ser usado para apertar os parafusos desde
o incio da operao de aperto.
145 Antes de iniciar o trabalho, o mecnico deve verificar se os
parafusos so do tipo seco ou lubrificado.
14 O mecnico poder usar o torqumetro para afrouxar alguns
parafusos e porcas, a fim de corrigir a seqncia de aperto.
O diagrama de flechas acima o Mtodo do Caminho
Crtico (CPM), desenvolvido com o fim de controlar o tempo e a
execuo de tarefas. Um caldeireiro vai executar um trabalho de
manuteno de um flange em uma linha de vapor. As tarefas a serem
feitas so as listadas abaixo.
tarefas descrio tempo
A
retirar os parafusos e coloc-los em um fluido
antiferrugem
1 h
B retirar junta metlica e recuperar a face do flange 3 h
C lixar todo o flange 2 h
D montar nova junta metlica 1 h
E tratamento e pintura com primer anticorroso 3 h
F montar e apertar parafusos com torqumetro 3 h
Considerando que seja elaborado um diagrama CPM aplicvel
execuo das tarefas descritas, julgue os seguintes itens.
141 No diagrama, haver trs caminhos de atividades levando o
trabalho do evento 0 ao evento 5.
148 O caminho crtico ser A-B-D-F.
149 As tarefas B e C s podero iniciar-se quando a tarefa A for
concluda.
150 A tarefa F poder ser iniciada logo que se concluir a tarefa D.
Universidade de Braslia (UnB)
Você também pode gostar
- Aula 13 EPP - Kano (Compatibility Mode)Documento31 páginasAula 13 EPP - Kano (Compatibility Mode)Roberto SilvaAinda não há avaliações
- Alumínio e Suas Ligas: Estrutura, Propriedades e AplicaçõesDocumento53 páginasAlumínio e Suas Ligas: Estrutura, Propriedades e AplicaçõesRoberto Silva0% (1)
- Smith Cap AluminioDocumento53 páginasSmith Cap AluminioJo@oRodAinda não há avaliações
- Aluminio e Suas LigasDocumento61 páginasAluminio e Suas LigasRoberto SilvaAinda não há avaliações
- Análise de problemas de transferência de calor: metodologia para resolução de exercíciosDocumento6 páginasAnálise de problemas de transferência de calor: metodologia para resolução de exercíciosRoberto Silva67% (3)
- Teoria das Filas: Introdução e Exemplos de AplicaçãoDocumento172 páginasTeoria das Filas: Introdução e Exemplos de AplicaçãoRoberto SilvaAinda não há avaliações
- Prova TransDocumento7 páginasProva TransFatima SuethAinda não há avaliações
- Aula de Metodologia Senac 2011 Alunos1Documento59 páginasAula de Metodologia Senac 2011 Alunos1Roberto SilvaAinda não há avaliações
- Sistemas Térmicos de Refrigeração - Aula CHPDocumento19 páginasSistemas Térmicos de Refrigeração - Aula CHPRoberto SilvaAinda não há avaliações