Você também pode gostar
- Gear Selection and DesignDocumento9 páginasGear Selection and DesignDarwin LimAinda não há avaliações
- Screw Size Allen Key Size, S A BDocumento3 páginasScrew Size Allen Key Size, S A BНикола КолаковићAinda não há avaliações
- Chapter 9 Geometric Dimensioning & Tolerancing (GD&T) : FPOLR-52332Documento12 páginasChapter 9 Geometric Dimensioning & Tolerancing (GD&T) : FPOLR-52332Jackie HwangAinda não há avaliações
- Moog-Ball Screws Planetary Roller Screws-DatasheetDocumento2 páginasMoog-Ball Screws Planetary Roller Screws-DatasheetvaneaAinda não há avaliações
- Bracket DrawingDocumento1 páginaBracket DrawingdhareeshAinda não há avaliações
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocumento2 páginasHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadAinda não há avaliações
- Classification Of Machine Tools: Types And DrivesDocumento7 páginasClassification Of Machine Tools: Types And DrivesglisoAinda não há avaliações
- Finite Element Analysis of Spur Gear Set PDFDocumento85 páginasFinite Element Analysis of Spur Gear Set PDFCan CemreAinda não há avaliações
- Motor Torque Calculation: Lead Screw Drive LoadsDocumento5 páginasMotor Torque Calculation: Lead Screw Drive LoadsTruta IonutAinda não há avaliações
- CNC MachinesDocumento12 páginasCNC Machinesbecart100% (1)
- Cumulative Effect of TolereanceDocumento7 páginasCumulative Effect of Tolereancecoolcrab89Ainda não há avaliações
- SBS - 5 - Selection of Ball ScrewDocumento26 páginasSBS - 5 - Selection of Ball ScrewChiragJansariAinda não há avaliações
- Lect22 Surface RoughnessDocumento16 páginasLect22 Surface RoughnessAnshul SharmaAinda não há avaliações
- Lead Screw Vs Ball ScrewDocumento11 páginasLead Screw Vs Ball ScrewalexAinda não há avaliações
- Radial Stackups - Concentric Components ExampleDocumento5 páginasRadial Stackups - Concentric Components ExampleGeorge HerreraAinda não há avaliações
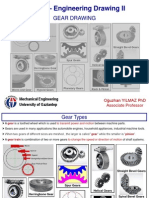
- ME 114 Engineering Drawing II Gear DrawingDocumento12 páginasME 114 Engineering Drawing II Gear Drawingpradeep315Ainda não há avaliações
- Position Measurement On Machine ToolsDocumento13 páginasPosition Measurement On Machine ToolsAriel GermainAinda não há avaliações
- Designing and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECDocumento6 páginasDesigning and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECCésarAinda não há avaliações
- Sheet Metal Bending-3Documento15 páginasSheet Metal Bending-3Sai Sujan100% (1)
- Avdel Threaded Inserts enDocumento28 páginasAvdel Threaded Inserts enkamaleshaiahAinda não há avaliações
- Introduction To GDDocumento8 páginasIntroduction To GDCatalin FinkelsteinAinda não há avaliações
- Limit and Fit Data BooDocumento18 páginasLimit and Fit Data Booविशाल पुडासैनीAinda não há avaliações
- Merchant's Circle NotsDocumento5 páginasMerchant's Circle NotsSaravanan MathiAinda não há avaliações
- 1 ToleranceDocumento8 páginas1 ToleranceRaymond LO OtucopiAinda não há avaliações
- KISSsoft, Shaft Analysis - Introduction To DIN 743, October 2000Documento8 páginasKISSsoft, Shaft Analysis - Introduction To DIN 743, October 2000Tomas PinheiroAinda não há avaliações
- Surface FinishDocumento27 páginasSurface Finishykc38Ainda não há avaliações
- Shaft KeywayDocumento8 páginasShaft KeywayturboconchAinda não há avaliações
- Din 743 E-AssisstDocumento24 páginasDin 743 E-AssisstSezgin BayrakAinda não há avaliações
- CuttingDocumento28 páginasCuttingburakAinda não há avaliações
- Eye Bolt 1Documento1 páginaEye Bolt 1Adi SutardiAinda não há avaliações
- 2 Gear BasicsDocumento6 páginas2 Gear BasicsMohamed Adel RizkAinda não há avaliações
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDocumento21 páginasJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuAinda não há avaliações
- Rollvis Roller Screws EnglishDocumento36 páginasRollvis Roller Screws EnglishrayamsAinda não há avaliações
- Broaching BasicsDocumento5 páginasBroaching Basicssaritha0003Ainda não há avaliações
- Bore and Keyway TolerancesDocumento8 páginasBore and Keyway TolerancesIgor San Martín PeñalozaAinda não há avaliações
- CuñaDocumento20 páginasCuñaJulian Granados RicoAinda não há avaliações
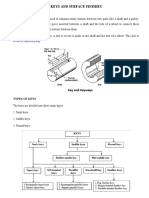
- Keys and Surface Finishes GuideDocumento4 páginasKeys and Surface Finishes GuidesathiaAinda não há avaliações
- Automobile Fender Sheet Metal DesignDocumento35 páginasAutomobile Fender Sheet Metal DesignAnti VenomAinda não há avaliações
- Kisssoft Tut 006 E Shaft EditorDocumento11 páginasKisssoft Tut 006 E Shaft EditorBeytullah AcarAinda não há avaliações
- SHEETMETAL DESIGNDocumento9 páginasSHEETMETAL DESIGNHimanshu SagarAinda não há avaliações
- Speed Reducer GearboxDocumento14 páginasSpeed Reducer Gearboxعبد للهAinda não há avaliações
- Technical Reference OverviewDocumento17 páginasTechnical Reference OverviewHery Vázquez JiménezAinda não há avaliações
- Tut 001 TwoStageHelicalGearbox EDocumento31 páginasTut 001 TwoStageHelicalGearbox EbbbluciAinda não há avaliações
- Group Technology and Part Family ClassificationDocumento76 páginasGroup Technology and Part Family ClassificationFarooq ShahAinda não há avaliações
- Project Kissoft TDODocumento24 páginasProject Kissoft TDOJoseAinda não há avaliações
- Clamping ToolsDocumento190 páginasClamping ToolsИван РадивојевићAinda não há avaliações
- Hydraulic Rod Bending MachineDocumento14 páginasHydraulic Rod Bending Machinek.santhosh kumar50% (2)
- A-09-02122 Widia ToolingSystems Complete enDocumento1.190 páginasA-09-02122 Widia ToolingSystems Complete enLuis LopezAinda não há avaliações
- Sintered BronzeDocumento9 páginasSintered BronzeGiovanni BoscoloAinda não há avaliações
- Creo Lab Project ReportDocumento6 páginasCreo Lab Project ReportTanzeel M. SharifAinda não há avaliações
- Boston Gear Helical GearsDocumento14 páginasBoston Gear Helical GearssandchiAinda não há avaliações
- Worm Wheel Design ProcessDocumento28 páginasWorm Wheel Design ProcessMuhammadTayyabAinda não há avaliações
- Jig and FixturesDocumento25 páginasJig and FixturesFadhli LieAinda não há avaliações
- Merchant's TheoryDocumento7 páginasMerchant's TheoryKannan Thankappan0% (1)
- CNC Turning Centre GuideDocumento10 páginasCNC Turning Centre GuideArun100% (1)
- Design For Assembly A Complete Guide - 2020 EditionNo EverandDesign For Assembly A Complete Guide - 2020 EditionAinda não há avaliações
- IS Relief Grooves STD PDFDocumento14 páginasIS Relief Grooves STD PDFMani KandanAinda não há avaliações
- Undercut TableDIN 509Documento6 páginasUndercut TableDIN 509Dwi DarsonoAinda não há avaliações
- Din 1685 - 1Documento4 páginasDin 1685 - 1Dragana Njezic67% (3)
- Itp For Ball ValveDocumento9 páginasItp For Ball ValveHamid Taghipour ArmakiAinda não há avaliações
- RAMS For Modification of Phase 1 Existing Water TankDocumento22 páginasRAMS For Modification of Phase 1 Existing Water TankAnandu AshokanAinda não há avaliações
- Frame EstructuresDocumento84 páginasFrame EstructuresSERGIO CARDENAS CASTILLOAinda não há avaliações
- Planning & Scheduling Using Primavera Enterprise Project Management (P6)Documento35 páginasPlanning & Scheduling Using Primavera Enterprise Project Management (P6)Atif mir100% (1)
- Intelligent Complex Adaptive System, Example DabbawallasDocumento3 páginasIntelligent Complex Adaptive System, Example DabbawallasManish SaranAinda não há avaliações
- Formates - Model Machinekaizen Regrsuggestion Formatkaizen Sheetsuggn Regzone Check - Oplmachine LayoutTPM BoardDocumento25 páginasFormates - Model Machinekaizen Regrsuggestion Formatkaizen Sheetsuggn Regzone Check - Oplmachine LayoutTPM BoardVinod SaleAinda não há avaliações
- Evaluation and Optimization of OEE On A Pasting MachineDocumento11 páginasEvaluation and Optimization of OEE On A Pasting MachineAkbar TawaqqalAinda não há avaliações
- Polycab HT Cable SpecificationDocumento36 páginasPolycab HT Cable Specificationranjish_007100% (2)
- Inventory Transactions FlowDocumento3 páginasInventory Transactions FlowPinaaki100% (1)
- Principles of Mechatronics PresentationDocumento68 páginasPrinciples of Mechatronics PresentationJosué CuevasAinda não há avaliações
- Cad vs. Gis - Cad - Vs - GisDocumento5 páginasCad vs. Gis - Cad - Vs - GissgrrscAinda não há avaliações
- 912 EngineDocumento13 páginas912 EnginescottseelyeAinda não há avaliações
- Metodo Simple X Ejemplo MotocicletasDocumento42 páginasMetodo Simple X Ejemplo MotocicletasPedro Jesus Yac RobleroAinda não há avaliações
- R/C Soaring Digest - Dec 2003Documento19 páginasR/C Soaring Digest - Dec 2003Aviation/Space History LibraryAinda não há avaliações
- CATALOG 2017 NE Heavy Vehicles & Japanese TanksDocumento11 páginasCATALOG 2017 NE Heavy Vehicles & Japanese TanksDuong Manh HuynhAinda não há avaliações
- India Solar Map 2015 FinalDocumento2 páginasIndia Solar Map 2015 FinalsasikumarAinda não há avaliações
- IBM BPM 8.0.1 InstallationDocumento10 páginasIBM BPM 8.0.1 InstallationAnkit SanghaviAinda não há avaliações
- Catalogue Forpus 2012-2013Documento120 páginasCatalogue Forpus 2012-2013cosmin_bota_1Ainda não há avaliações
- Muffzone CatalogueDocumento32 páginasMuffzone Catalogueapi-236101998Ainda não há avaliações
- Definition and Types of Data WarehousingDocumento187 páginasDefinition and Types of Data Warehousingvinayreddy460Ainda não há avaliações
- The Unreserved Ticketing System of Indian RailwaysDocumento15 páginasThe Unreserved Ticketing System of Indian RailwaysGAUTI2212Ainda não há avaliações
- Proxy TroubleshootingDocumento163 páginasProxy Troubleshootingdilpreet_sohanpalAinda não há avaliações
- Introduction of Tilt-Up Structures in The Philippines - VaDocumento10 páginasIntroduction of Tilt-Up Structures in The Philippines - VaRichard FallegaAinda não há avaliações
- IECEx KIWA 17.0011X 1Documento5 páginasIECEx KIWA 17.0011X 1antxonmpAinda não há avaliações
- Lathe MachineDocumento9 páginasLathe MachineSteven Josh bernalAinda não há avaliações
- KVS Engineering Services - ProfileDocumento2 páginasKVS Engineering Services - ProfileBalkishan DyavanapellyAinda não há avaliações
- BC - MOT - Sign Structure Condition Inspection FormDocumento2 páginasBC - MOT - Sign Structure Condition Inspection FormRay GongAinda não há avaliações
- WHCP PresentationDocumento19 páginasWHCP PresentationMohamed HassanAinda não há avaliações
- Chapter 7 Testing Goals and Reasons Bugs Never DieDocumento46 páginasChapter 7 Testing Goals and Reasons Bugs Never DieHazwanAinda não há avaliações
- MABX 2014 Construction Buyers GuideDocumento158 páginasMABX 2014 Construction Buyers Guidemabx_PAAinda não há avaliações