Você também pode gostar
- Diagrama de operaciones para la fabricación de un gato hidráulicoDocumento8 páginasDiagrama de operaciones para la fabricación de un gato hidráulicoLuis PérezAinda não há avaliações
- Sim T1u1 CaDocumento4 páginasSim T1u1 CaCRUZ ANTONIO TORRES RODRIGUEZAinda não há avaliações
- 4 Procesos de Maquinado y Máquinas HerramientaDocumento17 páginas4 Procesos de Maquinado y Máquinas HerramientasermucomAinda não há avaliações
- Técnicas de análisis de flujo y distribución de plantaDocumento32 páginasTécnicas de análisis de flujo y distribución de plantaArles Noe Reyes Martinez100% (1)
- Practica 4 Estudio Del TrabajoDocumento11 páginasPractica 4 Estudio Del TrabajoDavid JuarezAinda não há avaliações
- Mantenimiento y Fiabilidad de Los EquiposDocumento8 páginasMantenimiento y Fiabilidad de Los EquiposomarAinda não há avaliações
- Balanceo de Líneas Concepto y UtilidadDocumento27 páginasBalanceo de Líneas Concepto y UtilidadFaustinoAinda não há avaliações
- Análisis de Reemplazo de ActivosDocumento18 páginasAnálisis de Reemplazo de Activosmaap73Ainda não há avaliações
- Unidad 1 de Procesos de Fabricación GlosarioDocumento2 páginasUnidad 1 de Procesos de Fabricación GlosarioRosario ValdesAinda não há avaliações
- Ejercicios Financiera 1-4Documento5 páginasEjercicios Financiera 1-4fernandaAinda não há avaliações
- Desprendimiento de Viruta Por Maquinado, ConvencionalDocumento25 páginasDesprendimiento de Viruta Por Maquinado, ConvencionalLuis Eduardo MartinezAinda não há avaliações
- Arbol de Averias Prensa HidraulicaDocumento1 páginaArbol de Averias Prensa HidraulicaAlejandro SomaAinda não há avaliações
- 3.2 Índice ICGM.Documento10 páginas3.2 Índice ICGM.alexhuescaAinda não há avaliações
- Unidad 3, Ingenieria EconomicaDocumento25 páginasUnidad 3, Ingenieria EconomicaVeronika Toska0% (1)
- Teoría Del Maquinado de MetalesDocumento8 páginasTeoría Del Maquinado de MetalesVeronica CandelariaAinda não há avaliações
- Diseño de displays auditivos y visuales para guiar la navegación aéreaDocumento13 páginasDiseño de displays auditivos y visuales para guiar la navegación aéreaJuan Jaime Delgado0% (1)
- EDM Corte Por HiloDocumento10 páginasEDM Corte Por Hilobravico26100% (1)
- UntitledDocumento21 páginasUntitledIngrid Ambriz AlonsoAinda não há avaliações
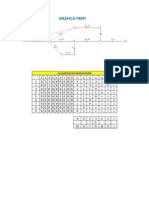
- Grafico Pert y Algoritmo de DemoucronDocumento1 páginaGrafico Pert y Algoritmo de DemoucronJhon Sivore67% (3)
- Analisis de Reemplazo 5.1 Tecnicas de AnDocumento20 páginasAnalisis de Reemplazo 5.1 Tecnicas de Angisela castilloAinda não há avaliações
- Diagrama Hombre MaquinaDocumento4 páginasDiagrama Hombre Maquinaluis lopesAinda não há avaliações
- Desarrollo de ProbelmasDocumento52 páginasDesarrollo de ProbelmasOrange JviceAinda não há avaliações
- Aceros NormalizadosDocumento3 páginasAceros Normalizadosjcb60% (1)
- HEIJUNKADocumento11 páginasHEIJUNKAJck TolentinoAinda não há avaliações
- Depreciacion Analisis Despues de ImpuestosDocumento19 páginasDepreciacion Analisis Despues de ImpuestosMaye Garant100% (3)
- Reglas de Prioridad para Ordenar TrabajosDocumento2 páginasReglas de Prioridad para Ordenar TrabajosAileen KarinaAinda não há avaliações
- Diseño de puesto de trabajo antropométricoDocumento19 páginasDiseño de puesto de trabajo antropométricoAntwanAinda não há avaliações
- Constitucion de MicroempresasDocumento5 páginasConstitucion de Microempresasangel0% (1)
- UCATECI Troquelería proceso fabricación piezasDocumento10 páginasUCATECI Troquelería proceso fabricación piezasAudemars PiguetAinda não há avaliações
- Cilindrado, Refrentado y RoscadoDocumento7 páginasCilindrado, Refrentado y RoscadoJuan Pablo Merck Sifontes100% (1)
- Diseños Factoriales 2kDocumento25 páginasDiseños Factoriales 2kERIKA TATIANA PATINO JIMENEZAinda não há avaliações
- Practica Pulido Pag 265 41-42Documento3 páginasPractica Pulido Pag 265 41-42Dariel FigueroaAinda não há avaliações
- 5.7 Productos Perecederos y No PerecederosDocumento4 páginas5.7 Productos Perecederos y No PerecederosHannia Isabel HernándezAinda não há avaliações
- Cinco Medidas para Ceros Paros y AuditoriaDocumento6 páginasCinco Medidas para Ceros Paros y AuditoriaTevalemadreAinda não há avaliações
- Grupo 1Documento46 páginasGrupo 1FRANK SERECHAinda não há avaliações
- Pro. Fab. 6.3 Procesos de EnsambleDocumento7 páginasPro. Fab. 6.3 Procesos de EnsambleMarco Antonio Ramírez AlbarránAinda não há avaliações
- Johana Q IngecoDocumento6 páginasJohana Q IngecoJoel RLópezAinda não há avaliações
- Ejercicios de Bondad de AjusteDocumento4 páginasEjercicios de Bondad de AjusteIsabella BecerraAinda não há avaliações
- Cuestionario Cepillo Sanchez SarabiaDocumento2 páginasCuestionario Cepillo Sanchez SarabiaFernando Sanchez SarabiaAinda não há avaliações
- Capitulo 15 Seis SigmaDocumento3 páginasCapitulo 15 Seis SigmamarthaAinda não há avaliações
- Proyecto Industria Medica FinalDocumento41 páginasProyecto Industria Medica FinalMoises Mena SeguraAinda não há avaliações
- Actividad 2.2Documento15 páginasActividad 2.2Mayte Coronado CastïlloAinda não há avaliações
- Reductor Cicloidal-Informe TecnicoDocumento2 páginasReductor Cicloidal-Informe TecnicoPako Xross100% (1)
- Procedimiento de Elaboración de Una Pieza en CNCDocumento13 páginasProcedimiento de Elaboración de Una Pieza en CNCAsunción VelázquezAinda não há avaliações
- Características MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCADocumento5 páginasCaracterísticas MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCAchanjoseAinda não há avaliações
- Introducción A Simulador ProDocumento4 páginasIntroducción A Simulador Probrenda adrianoAinda não há avaliações
- Estirado de Alambres y BarrasDocumento3 páginasEstirado de Alambres y BarrasRogerBlancoAinda não há avaliações
- Practica No.7 BimanualDocumento6 páginasPractica No.7 Bimanualmontserrat ontiveros aguilarAinda não há avaliações
- Bases TeoricasDocumento17 páginasBases TeoricasClaudia Montes de GuerreroAinda não há avaliações
- Auto Financia Mien ToDocumento2 páginasAuto Financia Mien ToEduardo De La Cruz HernandezAinda não há avaliações
- Modelo Eoq Producción ConsumoDocumento4 páginasModelo Eoq Producción ConsumoRafael Borda Jimenez100% (1)
- Investigacion Documental IO 2Documento9 páginasInvestigacion Documental IO 2Jesus Alejandro Santiago GuillenAinda não há avaliações
- Puente BaluarteDocumento8 páginasPuente Baluarteheiner03200Ainda não há avaliações
- Unidad 3 Planeacion FinancieraDocumento6 páginasUnidad 3 Planeacion FinancieraJulian GonzalezAinda não há avaliações
- Resumen de SimulacionDocumento19 páginasResumen de SimulacionlarryAinda não há avaliações
- Ejercicio ProduccionDocumento8 páginasEjercicio ProduccionSol VzlaAinda não há avaliações
- Examen #1Documento8 páginasExamen #1Chuii Blackburn100% (1)
- Proceso de Embutido de Chapas MetálicasDocumento6 páginasProceso de Embutido de Chapas MetálicasbfalcaldeAinda não há avaliações
- Embutido de Chapas MetálicasDocumento6 páginasEmbutido de Chapas MetálicasGudelia RoAinda não há avaliações
- 4.1 Embutido - ChapasDocumento8 páginas4.1 Embutido - ChapasGerman Alexis VillaAinda não há avaliações
- Sistema puesta tierra horizontalDocumento6 páginasSistema puesta tierra horizontalCarlos MegoAinda não há avaliações
- Solucionario - T9 - Movimiento en Una y Dos DimensionesDocumento16 páginasSolucionario - T9 - Movimiento en Una y Dos DimensionesEdsdf FesdAinda não há avaliações
- Tciv - 16 Tesis de Utilizacion de Material Reciclado para Pav FlexibleDocumento150 páginasTciv - 16 Tesis de Utilizacion de Material Reciclado para Pav FlexibleJoel CristianAinda não há avaliações
- Cascara de ConcretoDocumento2 páginasCascara de ConcretoMathias Quispe DelgadoAinda não há avaliações
- CUI-G003-18 Cambio Montaje Transformadores Redes Aéreas Con Aparejo PDFDocumento7 páginasCUI-G003-18 Cambio Montaje Transformadores Redes Aéreas Con Aparejo PDFjohn100% (1)
- Practica 4 - Construcción y Análisis de GráficosDocumento13 páginasPractica 4 - Construcción y Análisis de Gráficoslcastillo_50118Ainda não há avaliações
- Definición de MecánicasDocumento3 páginasDefinición de MecánicasĆrîss GûârćhâjAinda não há avaliações
- GUIA 1 Laboratorio I Ciclo II 2022Documento4 páginasGUIA 1 Laboratorio I Ciclo II 2022Diego Alexander Aquino SánchezAinda não há avaliações
- NM8 (Interruptores TGBT1)Documento52 páginasNM8 (Interruptores TGBT1)Daniel ManganiAinda não há avaliações
- Teoría Del Acoplamiento ElectrónDocumento7 páginasTeoría Del Acoplamiento ElectrónJose Luis Pereyra DiazAinda não há avaliações
- Efecto Del Intemperismo Acelerado en Las Propiedades Fisico-Mecanicas de Compuestos Plastico-BambuDocumento149 páginasEfecto Del Intemperismo Acelerado en Las Propiedades Fisico-Mecanicas de Compuestos Plastico-BambuDavid Dártel100% (1)
- Taller EppDocumento5 páginasTaller EppCamilo SanabriaAinda não há avaliações
- Control Del Enlatado Tec 1Documento20 páginasControl Del Enlatado Tec 1maria del pilarAinda não há avaliações
- Cast OlinDocumento84 páginasCast OlinMiguel VenzAinda não há avaliações
- Estandar LototoDocumento8 páginasEstandar LototoPedro Estay OlivaresAinda não há avaliações
- Ejercicio de Clase-Calvo MorenoDocumento8 páginasEjercicio de Clase-Calvo MorenoManuel CalvoAinda não há avaliações
- Ecuaciones Diferenciales Parciales y Problemas de CauchyDocumento9 páginasEcuaciones Diferenciales Parciales y Problemas de CauchyIuliouz Cueva Lozano100% (2)
- Reporte 5Documento3 páginasReporte 5Rossy SilvaAinda não há avaliações
- F-DC-02 Manual de Prácticas-Red de BravaisDocumento3 páginasF-DC-02 Manual de Prácticas-Red de BravaisPorfirio SolAinda não há avaliações
- Prueba Diag. Matematica 5ºDocumento4 páginasPrueba Diag. Matematica 5ºKarina Cortez AguirreAinda não há avaliações
- Galvanometro CaseroDocumento4 páginasGalvanometro CaseroChristian RuedaAinda não há avaliações
- Guia 1Documento14 páginasGuia 1AlejandroDuranAinda não há avaliações
- Minera Quadra Chile Ltda. - Fluor Proyecto Sierra Gorda: Espesadores de ConcentradoDocumento17 páginasMinera Quadra Chile Ltda. - Fluor Proyecto Sierra Gorda: Espesadores de ConcentradoMichell Alberto Araya RamirezAinda não há avaliações
- Convención de Signos SAP2000Documento11 páginasConvención de Signos SAP2000Oscar Alonso100% (1)
- Tiempo y Temperatura Del Estampado - TIMG - Tecnología de Impresión A Su Servicio PDFDocumento2 páginasTiempo y Temperatura Del Estampado - TIMG - Tecnología de Impresión A Su Servicio PDFMoises Ivan Ramirez MAinda não há avaliações
- Aerodinamica IDocumento192 páginasAerodinamica Iluigi12244Ainda não há avaliações
- Porta FolioDocumento8 páginasPorta FolioVicente GalindoAinda não há avaliações
- Diseño de puente carretero con especificaciones técnicasDocumento4 páginasDiseño de puente carretero con especificaciones técnicasJennifer T Zarate SAinda não há avaliações
- AlcanosDocumento5 páginasAlcanosAnyelo AlvaradoAinda não há avaliações
- Dossier 1 Evaluación Matemáticas 2º de BachilleratoDocumento3 páginasDossier 1 Evaluación Matemáticas 2º de BachilleratopepitoAinda não há avaliações