Você também pode gostar
- 24Documento12 páginas24Lion GaitAinda não há avaliações
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAinda não há avaliações
- Fallas herramientas corteDocumento1 páginaFallas herramientas corteAlejandro LiraAinda não há avaliações
- Ejercicio Laminadoy OtrosDocumento14 páginasEjercicio Laminadoy OtrosRichard Lopez0% (1)
- Cuestionario CHAPA P2Documento9 páginasCuestionario CHAPA P2Jonathan Araya CarvajalAinda não há avaliações
- Reporte de FresadoraDocumento11 páginasReporte de FresadoraLuis Guillermo Baca RomeroAinda não há avaliações
- Preguntas de Repaso 22Documento6 páginasPreguntas de Repaso 22anselmoAinda não há avaliações
- 22Documento16 páginas22brayanAinda não há avaliações
- Mecanica y Quimica Del MaquinadoDocumento4 páginasMecanica y Quimica Del Maquinadofredy llano quispeAinda não há avaliações
- Practica de TurbinasDocumento2 páginasPractica de TurbinasYesenia Sierra100% (1)
- Problemas MecanizadoDocumento10 páginasProblemas MecanizadoGlenn ChirinosAinda não há avaliações
- ChapaDocumento41 páginasChapaLaura BejaranoAinda não há avaliações
- Informe4 FlexiblesDocumento11 páginasInforme4 FlexiblesAlvaro Quisilema MedranoAinda não há avaliações
- Analisis de La Viruta y Cálculo de La Potencia Corte Del Proceso TorneadoDocumento3 páginasAnalisis de La Viruta y Cálculo de La Potencia Corte Del Proceso TorneadoPatrick Castillo100% (1)
- Fresadora ProblemasDocumento64 páginasFresadora ProblemasMiguel2694Ainda não há avaliações
- Mecanizado Fresa SwansoftDocumento17 páginasMecanizado Fresa SwansoftEdison Aceldo100% (1)
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Plan de maquinado de pieza de acero 4140 con torneado y fresadoDocumento8 páginasPlan de maquinado de pieza de acero 4140 con torneado y fresadobrenda adrianoAinda não há avaliações
- Conceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasDocumento12 páginasConceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasEdwin JachoAinda não há avaliações
- 4° Informe Previo-Procesos de ManufacturaDocumento8 páginas4° Informe Previo-Procesos de ManufacturaJORGE LUIS OCAMPO GUEVARAAinda não há avaliações
- CNC GeneralidadesDocumento17 páginasCNC GeneralidadesUriel Vázquez Sánchez100% (1)
- TareaDocumento4 páginasTareaKairet SuloagaAinda não há avaliações
- El Dinamómetro Es La Principal Herramienta en La Detección de Fallas para Un Sistema de Bombeo MecánicoDocumento9 páginasEl Dinamómetro Es La Principal Herramienta en La Detección de Fallas para Un Sistema de Bombeo MecánicoGraciela Ticona LuqueAinda não há avaliações
- Rectificado: proceso abrasivo de precisiónDocumento30 páginasRectificado: proceso abrasivo de precisiónAngelGabrielZayasB0% (1)
- Cizallado ManifacturaDocumento5 páginasCizallado ManifacturaEsli Cuevas NavarreteAinda não há avaliações
- Cuestionarios Maquinados ResueltoDocumento7 páginasCuestionarios Maquinados ResueltoAdrián SilvaAinda não há avaliações
- Asignación6 EjerciciosCap24Documento1 páginaAsignación6 EjerciciosCap24Abimelec0% (1)
- Conformado Plastico de Metales. FORJA.Documento143 páginasConformado Plastico de Metales. FORJA.Daniel MesaAinda não há avaliações
- 4.2 Simulacion AerogeneradorDocumento6 páginas4.2 Simulacion AerogeneradorJhean TurpoAinda não há avaliações
- PC02 - MciDocumento6 páginasPC02 - MciKennedy Vargas MarceloAinda não há avaliações
- Lab Procesos TornoDocumento12 páginasLab Procesos TornoVillafuerte Julca AlcidesAinda não há avaliações
- Ing de Procesos Examen Parcial 2015Documento7 páginasIng de Procesos Examen Parcial 2015Said SotoAinda não há avaliações
- Tabla de Velocidad de CorteDocumento5 páginasTabla de Velocidad de CorteAntonio DelgadoAinda não há avaliações
- La Mecánica de Formación de VirutasDocumento8 páginasLa Mecánica de Formación de VirutasAleks Waitforit Barragan0% (1)
- Análisis Metalográfico de Una Biela ForjadaDocumento11 páginasAnálisis Metalográfico de Una Biela ForjadaLucas Marini100% (1)
- Curva de Fricción de Un SistemaDocumento2 páginasCurva de Fricción de Un SistemaTeresa BalderasAinda não há avaliações
- Ejercicios de mecanizado: Torneado y refrentadoDocumento63 páginasEjercicios de mecanizado: Torneado y refrentadoHubert Mihaly Altamirano Aguilar0% (1)
- Utillajes PDFDocumento30 páginasUtillajes PDFEl nineAinda não há avaliações
- Troquelado y DobladoDocumento15 páginasTroquelado y DobladoJulio Escobar MendezAinda não há avaliações
- Brida de SujecionDocumento16 páginasBrida de SujecionWilder FloresAinda não há avaliações
- Cap 22 Oper. de MecanizadoDocumento37 páginasCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- Tipos de VirutaDocumento31 páginasTipos de VirutaMiriam Trejo Martinez50% (2)
- Reporte de Engrane RectoDocumento12 páginasReporte de Engrane RectoHéctor CarrascoAinda não há avaliações
- Fallas de Herramientas de CorteDocumento3 páginasFallas de Herramientas de CorteTerry Achata Rodriguez0% (1)
- Diseno de Una Cortadora de AlfalfaDocumento20 páginasDiseno de Una Cortadora de Alfalfacesar salles lozanoAinda não há avaliações
- Proyecciones Metálicas 12Documento4 páginasProyecciones Metálicas 12Kelly CarrilloAinda não há avaliações
- Forjado y TempladoDocumento8 páginasForjado y TempladoIvan MelendezAinda não há avaliações
- Fresado: tipos, partes y fundamentosDocumento6 páginasFresado: tipos, partes y fundamentosCarlos Gonzalez ValarezoAinda não há avaliações
- Distribución aire comprimido sistemas neumáticosDocumento25 páginasDistribución aire comprimido sistemas neumáticosJavier Eduardo Salazar RamirezAinda não há avaliações
- Problemas Economia MecanizadoDocumento8 páginasProblemas Economia MecanizadoMurcielaggoAinda não há avaliações
- Deber Torno 201720Documento4 páginasDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Taller Fundamentos de SoldaduraDocumento2 páginasTaller Fundamentos de Soldaduraginaoascanio21Ainda não há avaliações
- Proyecto RoscadoDocumento13 páginasProyecto RoscadoEdmundo Lopez HernanadezAinda não há avaliações
- Vida de Las HerramientasDocumento42 páginasVida de Las HerramientasYimmy Alexander Parra MarulandaAinda não há avaliações
- Procesos de fabricación y tecnología de máquinasDocumento22 páginasProcesos de fabricación y tecnología de máquinasPascual Daniel Crespo TorresAinda não há avaliações
- Plasticos Inyeccion PDFDocumento16 páginasPlasticos Inyeccion PDFJuank AlvarezAinda não há avaliações
- AutomatizaciónPanaderiaDocumento144 páginasAutomatizaciónPanaderiaALEXAinda não há avaliações
- Sesión 4 Sensores - MergedDocumento128 páginasSesión 4 Sensores - MergedLUZ ANGELAAinda não há avaliações
- 1-Sistema de Manufactura AvanzadaDocumento59 páginas1-Sistema de Manufactura AvanzadaGarcia Asmad JhonnAinda não há avaliações
- Tema 10 Conformado Por Arranque de MaterialDocumento43 páginasTema 10 Conformado Por Arranque de MaterialRicardo GeséAinda não há avaliações
- Introduccion Al Estudio de Una Ruta Metabolica BIOQUIMICADocumento10 páginasIntroduccion Al Estudio de Una Ruta Metabolica BIOQUIMICAcarmelotomasAinda não há avaliações
- Reglas de Diseño para El Mecanizado KalpakjianDocumento7 páginasReglas de Diseño para El Mecanizado KalpakjiancarmelotomasAinda não há avaliações
- Control 8070Documento41 páginasControl 8070carmelotomas100% (1)
- Presentacion Carmelo Hernandez Asovac 2015 (Modo de Compatibilidad)Documento18 páginasPresentacion Carmelo Hernandez Asovac 2015 (Modo de Compatibilidad)carmelotomasAinda não há avaliações
- Temas 3,4,5 y 6Documento39 páginasTemas 3,4,5 y 6carmelotomasAinda não há avaliações
- Procesos No Convencionales Boothroyd 2013Documento24 páginasProcesos No Convencionales Boothroyd 2013carmelotomasAinda não há avaliações
- Manual de InstalaciónDocumento1 páginaManual de InstalacióncarmelotomasAinda não há avaliações
- Anatomía y funciones de la pelvis femeninaDocumento12 páginasAnatomía y funciones de la pelvis femeninacarmelotomasAinda não há avaliações
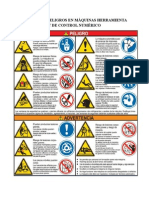
- Señales de Peligro Maquinas CNCDocumento1 páginaSeñales de Peligro Maquinas CNCcarmelotomasAinda não há avaliações
- Rectificado 85Documento10 páginasRectificado 85carmelotomasAinda não há avaliações
- Introduccion CNCDocumento57 páginasIntroduccion CNCcarmelotomas100% (1)
- Temas 1 y 2Documento45 páginasTemas 1 y 2carmelotomasAinda não há avaliações
- Rectificado 82Documento20 páginasRectificado 82carmelotomasAinda não há avaliações
- Rectificado Eje Anillo Caras Planas GerlingDocumento6 páginasRectificado Eje Anillo Caras Planas GerlingcarmelotomasAinda não há avaliações
- Rectificado 83Documento12 páginasRectificado 83carmelotomasAinda não há avaliações
- Clase de RectificadoDocumento16 páginasClase de RectificadocarmelotomasAinda não há avaliações
- Temas 1 y 2Documento45 páginasTemas 1 y 2carmelotomasAinda não há avaliações
- Diseño Mecanizado CostosDocumento15 páginasDiseño Mecanizado CostoscarmelotomasAinda não há avaliações
- Materiales Herramientas Univ Buenos AiresDocumento156 páginasMateriales Herramientas Univ Buenos AirescarmelotomasAinda não há avaliações
- Mecanizado Parte 3 Univ Buenos AiresDocumento87 páginasMecanizado Parte 3 Univ Buenos AirescarmelotomasAinda não há avaliações
- Temas 8,9 y 10Documento34 páginasTemas 8,9 y 10carmelotomasAinda não há avaliações
- Temas 8,9 y 10Documento34 páginasTemas 8,9 y 10carmelotomasAinda não há avaliações
- Temas 3,4,5 y 6Documento39 páginasTemas 3,4,5 y 6carmelotomasAinda não há avaliações
- Mecanizado Parte 2 Univ Buenos AiresDocumento107 páginasMecanizado Parte 2 Univ Buenos Airescarmelotomas100% (2)
- Corte Electroerosion Laser Univ Buenos AiresDocumento124 páginasCorte Electroerosion Laser Univ Buenos AirescarmelotomasAinda não há avaliações
- Mecanizado Parte 1 Univ Buenos AiresDocumento110 páginasMecanizado Parte 1 Univ Buenos Airescarmelotomas100% (1)
- Video CNCDocumento5 páginasVideo CNCcarmelotomasAinda não há avaliações
- Presentacion FresaDocumento124 páginasPresentacion FresacarmelotomasAinda não há avaliações
- Los Desafios para La Gerencia Del Siglo XxiDocumento6 páginasLos Desafios para La Gerencia Del Siglo Xxicarmelotomas100% (3)
- Presentacion Torno CDocumento149 páginasPresentacion Torno CcarmelotomasAinda não há avaliações
- Voltaje de ReferenciaDocumento2 páginasVoltaje de Referenciaflasansin80% (5)
- Fisicoquímica PDFDocumento198 páginasFisicoquímica PDFedgarhdzgaspar198767% (3)
- 04 - Circuitos Electricos (Teoria)Documento10 páginas04 - Circuitos Electricos (Teoria)veritoAinda não há avaliações
- Reología de AlimentosDocumento61 páginasReología de AlimentosAugusto Maroa100% (2)
- Mecánica Cuántica-Espectroscopías de Resonancia Magnética IIDocumento26 páginasMecánica Cuántica-Espectroscopías de Resonancia Magnética IIAraujo ThiagoAinda não há avaliações
- Tipos de Interacciones en La NaturalezaDocumento10 páginasTipos de Interacciones en La NaturalezaJuan Juuzou SuzuyaAinda não há avaliações
- Informe CyTDocumento8 páginasInforme CyTalexandra paz arreseAinda não há avaliações
- Quimica Cristalina (1) Tema 7.1Documento33 páginasQuimica Cristalina (1) Tema 7.1Luis Miguel Mogollon RamosAinda não há avaliações
- Ejercicio 7 - ExcelDocumento18 páginasEjercicio 7 - ExcelGIANMARCO ARAUJO QUISPEAinda não há avaliações
- Deflexión de Vigas RectasDocumento20 páginasDeflexión de Vigas Rectasronald100% (1)
- Guia de Estudio para Presentar Examen Extraordinario de Electricidad y Magnetismo - OcrDocumento29 páginasGuia de Estudio para Presentar Examen Extraordinario de Electricidad y Magnetismo - OcrChristian Eduardo Morales SilvaAinda não há avaliações
- Evaluación de esfuerzos máximos en barra circular de acero 1045Documento1 páginaEvaluación de esfuerzos máximos en barra circular de acero 1045Manolo PhintoAinda não há avaliações
- Taller Gases Ideales Termo 2Documento16 páginasTaller Gases Ideales Termo 2Ivăn ÔspiinoAinda não há avaliações
- SESION-2DO - 20 y 21 CyT-AGOSTODocumento7 páginasSESION-2DO - 20 y 21 CyT-AGOSTODoris GenuarioAinda não há avaliações
- Química orgánica: Propiedades del átomo de carbonoDocumento47 páginasQuímica orgánica: Propiedades del átomo de carbonoFabian FloresAinda não há avaliações
- Propiedades Termicas Del Agua y Del VaporDocumento28 páginasPropiedades Termicas Del Agua y Del VaporOri Duarte C100% (1)
- Lab 4Documento16 páginasLab 4Sergio FloresAinda não há avaliações
- Sistema Electrico Por UnidadDocumento17 páginasSistema Electrico Por UnidadFABIANAinda não há avaliações
- Tema 1.gasesDocumento20 páginasTema 1.gasesNoemí DaSilvaAinda não há avaliações
- Clase3FIII 15 PDFDocumento34 páginasClase3FIII 15 PDFLaauu BeleizanAinda não há avaliações
- Flujograma DerivadasDocumento1 páginaFlujograma DerivadasJorge Eliecer Acevedo PinedaAinda não há avaliações
- Electromagnetismo en el átomo de hidrógenoDocumento3 páginasElectromagnetismo en el átomo de hidrógenofatima100% (1)
- ASM Spanish BrochureDocumento8 páginasASM Spanish BrochureGuido Jose Vega PerezAinda não há avaliações
- Curso de Terminacion y Reparacion de PozDocumento109 páginasCurso de Terminacion y Reparacion de PozLuis CortesAinda não há avaliações
- FUNDACIONES Mediante PlateasDocumento39 páginasFUNDACIONES Mediante PlateasDavid Poliszuk50% (2)
- Actividad 1 Campo Electrico 01Documento11 páginasActividad 1 Campo Electrico 01Brayam SolanoAinda não há avaliações
- Guía Taller Química - Enlaces QuímicosDocumento6 páginasGuía Taller Química - Enlaces Químicossai201575% (4)
- PROPIEDADES DE LOS FLUIDOS-viscosidadDocumento20 páginasPROPIEDADES DE LOS FLUIDOS-viscosidadABIGAIL SCARLET ARISPE LAFUENTEAinda não há avaliações
- Las 7 Energias Que Se Mueven en El Cosmos Felix Enrique Davila VargasDocumento54 páginasLas 7 Energias Que Se Mueven en El Cosmos Felix Enrique Davila VargasJuan GarzonAinda não há avaliações
- Preinforme e Informe Practica #8Documento21 páginasPreinforme e Informe Practica #8Dahiana MarcelaAinda não há avaliações