Você também pode gostar
- Eletrodos para soldagem de aços de baixo e médio teor de carbonoDocumento12 páginasEletrodos para soldagem de aços de baixo e médio teor de carbonograci2828100% (5)
- Catalogo Ermeto (2003) PDFDocumento358 páginasCatalogo Ermeto (2003) PDFRicardo Calmon100% (1)
- POLIAS DE FERRO PERFIL A-SPADocumento2 páginasPOLIAS DE FERRO PERFIL A-SPAribeirotavares100% (2)
- Acoplamento flexível TSCHAN SNDocumento20 páginasAcoplamento flexível TSCHAN SNedi100% (1)
- Tabela de Ajuste de Rols Autocompensadores de Rolos Sobre BuchasDocumento1 páginaTabela de Ajuste de Rols Autocompensadores de Rolos Sobre BuchasJairo Gonzaga100% (2)
- Desenhos Elementos Maquinas SoldasDocumento7 páginasDesenhos Elementos Maquinas SoldasromeiroliAinda não há avaliações
- Cat TalhasDocumento10 páginasCat Talhaswmorais20002004Ainda não há avaliações
- Caixas de Passagem para instalações elétricasDocumento23 páginasCaixas de Passagem para instalações elétricasnirondeAinda não há avaliações
- Fazanaro - Catalogo PDFDocumento13 páginasFazanaro - Catalogo PDFrisegraAinda não há avaliações
- Sistema Ermeto: Montagem de Terminais para MangueirasDocumento72 páginasSistema Ermeto: Montagem de Terminais para MangueirasClayton Dill100% (2)
- UTP AF LEDURIT 60 para revestimentos abrasivosDocumento1 páginaUTP AF LEDURIT 60 para revestimentos abrasivosmathius_onellAinda não há avaliações
- Materiais para Molas TecemDocumento1 páginaMateriais para Molas TecemBraz Pataro NetoAinda não há avaliações
- Graxa LTG para acoplamentos PTI-Falk garante longa durabilidadeDocumento30 páginasGraxa LTG para acoplamentos PTI-Falk garante longa durabilidadereinaldo100% (1)
- Correias transportadoras e elevadoras ExtrabeltDocumento8 páginasCorreias transportadoras e elevadoras ExtrabeltClaudio MullerAinda não há avaliações
- NM021BY01L06BDocumento2 páginasNM021BY01L06BAecio NievesAinda não há avaliações
- DR- Tabela de Referência para Conexões de Rosca EspecialDocumento6 páginasDR- Tabela de Referência para Conexões de Rosca EspecialRudiney Trombetta100% (1)
- Catálogo Geral NSK PDFDocumento557 páginasCatálogo Geral NSK PDFArthur Maluf100% (2)
- Acoplamento Falk FDocumento1 páginaAcoplamento Falk FAnderson Silveira100% (1)
- Redutores de velocidade verticais YBXDocumento32 páginasRedutores de velocidade verticais YBXCarolina Freitas0% (1)
- AcoplamentosDocumento104 páginasAcoplamentosTenner Corrêa100% (1)
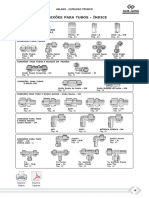
- Conexões para tubos MilanoDocumento56 páginasConexões para tubos MilanodglealAinda não há avaliações
- 18095-06 Forno RotativoDocumento44 páginas18095-06 Forno RotativoPedro De Masi PreturlonAinda não há avaliações
- Informações Técnicas Sobre MolasDocumento3 páginasInformações Técnicas Sobre MolasCaio2101Ainda não há avaliações
- Anel de Fixação RFN 7012Documento7 páginasAnel de Fixação RFN 7012RodrigodeFreitasAinda não há avaliações
- Siemens 3tf4 3tf5 3tf6 3ua4 3ua5 3ua6 3rb12 CatalogogDocumento10 páginasSiemens 3tf4 3tf5 3tf6 3ua4 3ua5 3ua6 3rb12 Catalogogcetec1234Ainda não há avaliações
- Dimensionamento de Roldanas e Polias para Cabos de AçoDocumento22 páginasDimensionamento de Roldanas e Polias para Cabos de AçoGleizianoBouzasAinda não há avaliações
- Tabela Torque de Parafuso PDFDocumento1 páginaTabela Torque de Parafuso PDFRafael_Froz100% (2)
- FLANGES: especificações e códigosDocumento1 páginaFLANGES: especificações e códigoschoumina100% (1)
- Contiflex - Manual EP-PPDocumento52 páginasContiflex - Manual EP-PPadriano silvaAinda não há avaliações
- Cabos aéreos cobertos TPRDocumento2 páginasCabos aéreos cobertos TPRwilliamcerattoAinda não há avaliações
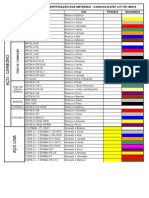
- Padrões cores materiaisDocumento2 páginasPadrões cores materiaisRGuilardi2013Ainda não há avaliações
- 1.05.0 Relatório DimensionalDocumento1 página1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- Molas Plastiprene PDFDocumento4 páginasMolas Plastiprene PDFfelipe BukoskiAinda não há avaliações
- DIN 6325 tabela dimensões parafusos tratamento térmicoDocumento1 páginaDIN 6325 tabela dimensões parafusos tratamento térmicoevertonuli50% (2)
- Catálogo de Redures de Engrenagens - FlenderDocumento14 páginasCatálogo de Redures de Engrenagens - FlenderHalan Sereno100% (5)
- Dicas de Soldagem - Tabela de Pré-Aquecimento de MetaisDocumento2 páginasDicas de Soldagem - Tabela de Pré-Aquecimento de MetaisFabianoCRZAinda não há avaliações
- Apostila de Treinamento de GaxetasDocumento9 páginasApostila de Treinamento de GaxetasacessoAinda não há avaliações
- TABELA DE SIMILARIDADES ENTRE NORMAS DE AÇOS ESTRUTURAISDocumento1 páginaTABELA DE SIMILARIDADES ENTRE NORMAS DE AÇOS ESTRUTURAISMoito CarvalhoAinda não há avaliações
- Tabelas de tolerância ABNT para eixos e furosDocumento5 páginasTabelas de tolerância ABNT para eixos e furosJoão HenriqueAinda não há avaliações
- Catálogo de bombas re-autoescorvantesDocumento10 páginasCatálogo de bombas re-autoescorvantesItalo NetoAinda não há avaliações
- Instalação e manutenção de bomba helicoidalDocumento19 páginasInstalação e manutenção de bomba helicoidalVladimir Illich Pinzon0% (2)
- Bombas Centrífugas para EnxofreDocumento6 páginasBombas Centrífugas para EnxofreWillian CastroAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Catalogo BohlerDocumento20 páginasCatalogo Bohlervogas13Ainda não há avaliações
- Utp Maintenance2014Documento26 páginasUtp Maintenance2014bernardohbgAinda não há avaliações
- Catalogo EletrodosDocumento14 páginasCatalogo EletrodosPaulo SantosAinda não há avaliações
- Catalogo PDFDocumento14 páginasCatalogo PDFalexandre_mastroianoAinda não há avaliações
- Eletrodos para soldagem de açosDocumento17 páginasEletrodos para soldagem de açosMario Molina100% (2)
- Eletrodos para soldagem de aços carbono e baixa ligaDocumento17 páginasEletrodos para soldagem de aços carbono e baixa ligaVitor CardosoAinda não há avaliações
- CatalogoGeral Rev3 PT WebDocumento208 páginasCatalogoGeral Rev3 PT WebbernardohbgAinda não há avaliações
- Catálogo de Produtos - ESABDocumento220 páginasCatálogo de Produtos - ESABAldemir RodriguesAinda não há avaliações
- CatalogoGeral Rev4 PT Web PDFDocumento220 páginasCatalogoGeral Rev4 PT Web PDFDaniel LlorenteAinda não há avaliações
- Catalogo LincolnDocumento2 páginasCatalogo Lincolnamenon fernandesAinda não há avaliações
- Soldagem de Manutenção: Materiais e ProcessosDocumento49 páginasSoldagem de Manutenção: Materiais e ProcessosLucas GiovanettiAinda não há avaliações
- ESAB - 1902600 Rev5 Consumiveisesab PTDocumento68 páginasESAB - 1902600 Rev5 Consumiveisesab PTlarofa79Ainda não há avaliações
- Lista de Exercícios Tec Sold IiDocumento3 páginasLista de Exercícios Tec Sold IiRaphael GachetAinda não há avaliações
- Telecurso 2000 - Processos de Fabricacao 1Documento542 páginasTelecurso 2000 - Processos de Fabricacao 1GiulianoNicoliniAinda não há avaliações
- A Per ToDocumento3 páginasA Per TodouglasmecAinda não há avaliações
- BIZUDocumento2 páginasBIZUdouglasmecAinda não há avaliações
- PneumaticoDocumento3 páginasPneumaticodouglasmecAinda não há avaliações
- Metais não-ferrosos em automóveis e indústriasDocumento18 páginasMetais não-ferrosos em automóveis e indústriasmarcelomaffeisAinda não há avaliações
- NQUELSTRIKE pdf-1379960936Documento3 páginasNQUELSTRIKE pdf-1379960936Marcelo Noé CorsiAinda não há avaliações
- Ciencias Dos Materiais-Diagrama de Fase Parte - 03Documento26 páginasCiencias Dos Materiais-Diagrama de Fase Parte - 03christianpradoAinda não há avaliações
- Curso Eletrodo InoxDocumento55 páginasCurso Eletrodo InoxNortematic ServicosAinda não há avaliações
- Universidade Estadual Paulista Instituto de Geociências e Ciências ExatasDocumento138 páginasUniversidade Estadual Paulista Instituto de Geociências e Ciências ExatasFelipe DfsAinda não há avaliações
- Limites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aDocumento12 páginasLimites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aRafael JonathAinda não há avaliações
- Familia 10 - Canhoes-Cilindros - PreçárioDocumento21 páginasFamilia 10 - Canhoes-Cilindros - PreçárioJose NazareAinda não há avaliações
- Apostila Metalurgia Do Aço InoxDocumento65 páginasApostila Metalurgia Do Aço InoxNorberto A. GhiggiAinda não há avaliações
- Super LigasDocumento25 páginasSuper LigasMateus RaskovisqAinda não há avaliações
- Diagramas de Ellingham - Revisão 001Documento27 páginasDiagramas de Ellingham - Revisão 001Rogerio Cannoni100% (2)
- Apresentacao CascaduraDocumento29 páginasApresentacao CascaduraGabriel YudyAinda não há avaliações
- Lista de exercícios de densidade e temperaturaDocumento1 páginaLista de exercícios de densidade e temperaturaRomuloAinda não há avaliações
- Status de certificação de fornecedoresDocumento14 páginasStatus de certificação de fornecedoresportesfernandoAinda não há avaliações
- Extensão 7.2 (Edição Do Professor)Documento33 páginasExtensão 7.2 (Edição Do Professor)David100% (1)
- A 34 - A34m - 96 - QTM0LTK2Documento4 páginasA 34 - A34m - 96 - QTM0LTK2Carlos CordovaAinda não há avaliações
- COBRE E NÍQUEL SlidesDocumento13 páginasCOBRE E NÍQUEL SlidesAlisson CoutinhoAinda não há avaliações
- Processos de extração de níquelDocumento26 páginasProcessos de extração de níquelJoão Pedro Junior Reis100% (1)
- Materiais para TubulaçãoDocumento73 páginasMateriais para TubulaçãoRobert Moreira100% (8)
- Corrosão por lixiviação seletivaDocumento6 páginasCorrosão por lixiviação seletivaBruna FariasAinda não há avaliações
- Conversão de mates de cobre em dois estágiosDocumento23 páginasConversão de mates de cobre em dois estágiospaulohm_Ainda não há avaliações
- NÍQUELDocumento21 páginasNÍQUELMarcela AntôniaAinda não há avaliações
- Ebook 2 Principal Cuidados-MinDocumento24 páginasEbook 2 Principal Cuidados-MinLAESSE BARBOSAAinda não há avaliações
- Materiais Condutores Industriais - Ligas Resistivas e de ContatosDocumento29 páginasMateriais Condutores Industriais - Ligas Resistivas e de ContatosElidio A. Ferreira100% (1)
- Elementos químicos essenciaisDocumento19 páginasElementos químicos essenciaislenicolinoAinda não há avaliações
- Questões de Química do 2o Exame DiscursivoDocumento12 páginasQuestões de Química do 2o Exame DiscursivoJoao Pedro MendesAinda não há avaliações
- Características do nióbio, níquel e grafenoDocumento8 páginasCaracterísticas do nióbio, níquel e grafenoRafael BarrosAinda não há avaliações
- Líquido penetrante procedimento ENDDocumento40 páginasLíquido penetrante procedimento ENDOemil AmorimAinda não há avaliações
- Análise Gravimétrica de NíquelDocumento5 páginasAnálise Gravimétrica de NíquelAssíria MariaAinda não há avaliações
- Ligas Nao FerrosasDocumento146 páginasLigas Nao FerrosasThális FelipeAinda não há avaliações
- Função dos principais constituintes do banho de níquelDocumento20 páginasFunção dos principais constituintes do banho de níquelHaphael Mota100% (1)