Você também pode gostar
- Forjamento: definição, tipos e defeitosDocumento10 páginasForjamento: definição, tipos e defeitosCarlos KuhnAinda não há avaliações
- Alumínios e suas ligas: propriedades e aplicaçõesDocumento29 páginasAlumínios e suas ligas: propriedades e aplicaçõeserik bretasAinda não há avaliações
- Cap4 - Métodos de Cálculo Forjamento - R0Documento7 páginasCap4 - Métodos de Cálculo Forjamento - R0jose salgueiro100% (1)
- Aulas 8 e 9 Estampagem PDFDocumento62 páginasAulas 8 e 9 Estampagem PDFArnaldoeCrisPrimaveraAinda não há avaliações
- Apostila de Fundamentos de Usinagem - 344 PDocumento344 páginasApostila de Fundamentos de Usinagem - 344 Pronesalves3100% (1)
- Exercícios de Processamento de MetaisDocumento8 páginasExercícios de Processamento de MetaisLeonardo ChiferiAinda não há avaliações
- Usinabilidade Do Aço Abnt 1045 PDFDocumento10 páginasUsinabilidade Do Aço Abnt 1045 PDFJosué AmattiAinda não há avaliações
- Usinagem Por EletroerosãoDocumento30 páginasUsinagem Por EletroerosãoRafael CavalcantiAinda não há avaliações
- Mancais Autolubrificates DU-DUBDocumento8 páginasMancais Autolubrificates DU-DUBoritasAinda não há avaliações
- Configurações avançadas modem VivoDocumento5 páginasConfigurações avançadas modem VivoMaycomTargino100% (1)
- Elementos de Máquinas I - EngrenagensDocumento23 páginasElementos de Máquinas I - Engrenagensdan campAinda não há avaliações
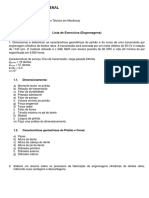
- Lista de Exercícios - EngrenagensDocumento2 páginasLista de Exercícios - EngrenagensLeonardo MeloAinda não há avaliações
- Retificação - Conceitos e EquipamentosDocumento7 páginasRetificação - Conceitos e Equipamentosrginunes9044Ainda não há avaliações
- Normas e processos de soldadura em tanques e tubulaçõesDocumento11 páginasNormas e processos de soldadura em tanques e tubulaçõesQuelton NgulubeAinda não há avaliações
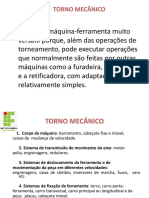
- Torno mecânico: máquina versátil para usinagemDocumento79 páginasTorno mecânico: máquina versátil para usinagemMarcos X AlmeidaAinda não há avaliações
- Torneamento: tipos de torno e movimentosDocumento57 páginasTorneamento: tipos de torno e movimentosElizeu Ferreira Dos Santos100% (1)
- Torno Limador, Brochamento e BrunimentoDocumento24 páginasTorno Limador, Brochamento e BrunimentoMariana PinttoAinda não há avaliações
- Tipos de fresadoras e suas partesDocumento35 páginasTipos de fresadoras e suas partesRicardo Almeida100% (1)
- Trabalho de RugosidadeDocumento2 páginasTrabalho de RugosidadeMarcelo MontibellerAinda não há avaliações
- 17 Recuperacao de Elementos MecanicosDocumento8 páginas17 Recuperacao de Elementos MecanicosNádia SilvaAinda não há avaliações
- Desenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowDocumento8 páginasDesenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowClaudia Beatriz BozzAinda não há avaliações
- Ensaios de Flexão e DobramentoDocumento5 páginasEnsaios de Flexão e DobramentoRaquel MarraAinda não há avaliações
- Processos de Usinagem: Furação, Retificação e MandrilamentoDocumento79 páginasProcessos de Usinagem: Furação, Retificação e MandrilamentoEngenharia Industrial100% (1)
- Materiais de Contrução MecanicaDocumento19 páginasMateriais de Contrução MecanicaMaykon Turatti100% (1)
- Dimensionamento Escapamento1Documento95 páginasDimensionamento Escapamento1Julio Mazzei MazaAinda não há avaliações
- Processo de Forjamento: Principais Conceitos e Cálculo da ForçaDocumento121 páginasProcesso de Forjamento: Principais Conceitos e Cálculo da Forçadgomesd32Ainda não há avaliações
- Determinação da potência e rendimentos de motores térmicosDocumento7 páginasDeterminação da potência e rendimentos de motores térmicosrogerio_defreitas100% (1)
- Estampagem de Aço Inox PDFDocumento52 páginasEstampagem de Aço Inox PDFnicolau baltazar massabandeAinda não há avaliações
- Projeto Torno de BancadaDocumento23 páginasProjeto Torno de BancadaRafael Queiroz100% (2)
- Apresentação TorneamentoDocumento30 páginasApresentação TorneamentoangelzanelaAinda não há avaliações
- Trabalho de RepuxoDocumento7 páginasTrabalho de RepuxoTiomaneuAinda não há avaliações
- 6 - Aparelho Divisor Calculos 072007 JuarezDocumento104 páginas6 - Aparelho Divisor Calculos 072007 JuarezTHIAGO ZILI VIVANAinda não há avaliações
- PRÉ-PROJETO IMPRESSORAS 3D - GestãoDocumento12 páginasPRÉ-PROJETO IMPRESSORAS 3D - GestãoAmanda Xavier100% (1)
- PEF 5731 - Fratura e FadigaDocumento2 páginasPEF 5731 - Fratura e FadigaFernando CarvalhoAinda não há avaliações
- 4 - Introdução Ao TorneamentoDocumento23 páginas4 - Introdução Ao TorneamentoEdmarLimaAinda não há avaliações
- Guia completo sobre carburadores Brosol para motores Santana APDocumento83 páginasGuia completo sobre carburadores Brosol para motores Santana APjuanAinda não há avaliações
- Relatorio Oficina Mecanica (Fresagem)Documento23 páginasRelatorio Oficina Mecanica (Fresagem)Paulo Venicio Alves VieiraAinda não há avaliações
- Metalurgia do Pó ProcessoDocumento65 páginasMetalurgia do Pó Processocavalc105292100% (1)
- FlambagemDocumento17 páginasFlambagemSilvio Martins DomingosAinda não há avaliações
- Lista de Exercicios - Elemento de FixaçãoDocumento4 páginasLista de Exercicios - Elemento de FixaçãoRobertodeOLiveiraAinda não há avaliações
- Traçagem e serramento: técnicas de ajustagemDocumento21 páginasTraçagem e serramento: técnicas de ajustagemFranklin Delano JuniorAinda não há avaliações
- Recondicionador de amortecedorDocumento12 páginasRecondicionador de amortecedorMaykou BugalskiAinda não há avaliações
- REVISÃO EIXOS MECÂNICOSDocumento47 páginasREVISÃO EIXOS MECÂNICOSluk34Ainda não há avaliações
- Noções de Mecânica Geral e Estruturas de ConcretoDocumento30 páginasNoções de Mecânica Geral e Estruturas de ConcretoMarcus ViníciusAinda não há avaliações
- Elementos de união mecânicaDocumento21 páginasElementos de união mecânicaatleite1234Ainda não há avaliações
- Torque X PotenciaDocumento20 páginasTorque X PotenciaDaniel Ferreira BarrosAinda não há avaliações
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Pino ElasticoDocumento8 páginasPino ElasticoAntonio Carlos Gaspar JuniorAinda não há avaliações
- Exercícios Partes e Tipos de TornosDocumento2 páginasExercícios Partes e Tipos de TornosTecmecânico100% (1)
- Exercícios Anel Graduado e Ferramentas de CorteDocumento5 páginasExercícios Anel Graduado e Ferramentas de CorteTecmecânico67% (3)
- Fatores que influenciam a eficiência da hélice em aeronavesDocumento10 páginasFatores que influenciam a eficiência da hélice em aeronavesFlavio Mesquita-Aircraft MechanicAinda não há avaliações
- Acoplamentos Elasticos Metalflex Am-10 PDFDocumento2 páginasAcoplamentos Elasticos Metalflex Am-10 PDFDouglas TondelloAinda não há avaliações
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- Plotando Um Gráfico Através Da Leitura De Fluxo De Ar Programado No ArduinoNo EverandPlotando Um Gráfico Através Da Leitura De Fluxo De Ar Programado No ArduinoAinda não há avaliações
- Pmoc Apresentacao Plano de Manutencao Operacao e ControleDocumento17 páginasPmoc Apresentacao Plano de Manutencao Operacao e ControleTiago AugustoAinda não há avaliações
- LAMINAÇÃODocumento32 páginasLAMINAÇÃOMonize GarciaAinda não há avaliações
- GasolinaDocumento9 páginasGasolinaMonize GarciaAinda não há avaliações
- Relatório BiuretoDocumento10 páginasRelatório BiuretoMonize GarciaAinda não há avaliações
- TCC - WevertonSouzaCastanho Feedbackversaofinal-14agoDocumento66 páginasTCC - WevertonSouzaCastanho Feedbackversaofinal-14agoWeverton De Souza CastanhoAinda não há avaliações
- Resumo Cartilha AprendizDocumento17 páginasResumo Cartilha AprendizCarlos Henrique PappenAinda não há avaliações
- Modificação Do ComportamentoDocumento6 páginasModificação Do ComportamentoNágila ThaináAinda não há avaliações
- Avaliação - Dança Do Sagrado FemininoDocumento5 páginasAvaliação - Dança Do Sagrado FemininocasonatofabiolaAinda não há avaliações
- O Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesDocumento2 páginasO Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesHermeson OliveiraAinda não há avaliações
- Aula Sergius Gandolfi IBT-Sucessao Ecologica 20151Documento67 páginasAula Sergius Gandolfi IBT-Sucessao Ecologica 20151Caio RenaAinda não há avaliações
- A obscuridade do primeiro ano do ministério de JesusDocumento2 páginasA obscuridade do primeiro ano do ministério de JesusSilvano BraucksAinda não há avaliações
- Funções quadráticasDocumento3 páginasFunções quadráticasalmeida.agostinho8406Ainda não há avaliações
- SH Microbiologia e ParasitologiapdfDocumento33 páginasSH Microbiologia e Parasitologiapdfweslley.liimah23Ainda não há avaliações
- Imunossenescência - AjaxDocumento13 páginasImunossenescência - AjaxMatheus RochaAinda não há avaliações
- A Glandula Pineal PDFDocumento30 páginasA Glandula Pineal PDFAnonymous iwuIYn100% (4)
- QVT e Auto Realização no TrabalhoDocumento11 páginasQVT e Auto Realização no TrabalhoJuliana MatosAinda não há avaliações
- Estudo de Caso Psicologia HospitalarDocumento3 páginasEstudo de Caso Psicologia HospitalarGabriela NaboznyAinda não há avaliações
- Atividade Avaliativa de Recuperação ParalelaDocumento7 páginasAtividade Avaliativa de Recuperação ParalelaScheila Brito PereiraAinda não há avaliações
- O Método Natural de Comênio para EnsinoDocumento2 páginasO Método Natural de Comênio para EnsinoDaniel LeãoAinda não há avaliações
- A Ética Nas OrganizaçõesDocumento37 páginasA Ética Nas OrganizaçõesAdriano Nelson DjiveAinda não há avaliações
- Estatística ficha exercícios resolvidosDocumento17 páginasEstatística ficha exercícios resolvidosArsénio Sadique Aualo100% (1)
- O Sucesso é Ser FelizDocumento2 páginasO Sucesso é Ser FeliznayaradauerAinda não há avaliações
- 40 citações poderosas para sua redaçãoDocumento9 páginas40 citações poderosas para sua redaçãoConstantine GabrielAinda não há avaliações
- Segunda Voz e TomDocumento5 páginasSegunda Voz e TomSamuel PereiraAinda não há avaliações
- Resumo Extremidades AtualizadoDocumento36 páginasResumo Extremidades AtualizadoAndrey AlvesAinda não há avaliações
- História da Arte e TecnologiaDocumento36 páginasHistória da Arte e TecnologiaLuiz FernandoAinda não há avaliações
- Discipulado de BatismoDocumento3 páginasDiscipulado de BatismoBrunoOliveira100% (1)
- Exercicios de Pronomes PDFDocumento24 páginasExercicios de Pronomes PDFMarina CostaAinda não há avaliações
- Cálculo de limites usando propriedadesDocumento7 páginasCálculo de limites usando propriedadesAbgail PinheiroAinda não há avaliações
- Designer de Sobrancelhas - o Guia DefinitivoDocumento30 páginasDesigner de Sobrancelhas - o Guia DefinitivoJamileMoura100% (1)
- DIREITO DO CONSUMIDOR E SEUS PRINCÍPIOSDocumento12 páginasDIREITO DO CONSUMIDOR E SEUS PRINCÍPIOSMichell Lopes BarbosaAinda não há avaliações
- Orientação nutricional para Doença de CrohnDocumento4 páginasOrientação nutricional para Doença de CrohnKaylane CardosoAinda não há avaliações
- Gervão-Roxo - Stachytarpheta Jamaicensis (L.) Vahl. - Ervas Medicinais - Ficha Completa IlustradaDocumento9 páginasGervão-Roxo - Stachytarpheta Jamaicensis (L.) Vahl. - Ervas Medicinais - Ficha Completa IlustradaViam prudentiaeAinda não há avaliações
- Suporte Básico de VidaDocumento7 páginasSuporte Básico de VidaSusana FigueiredoAinda não há avaliações