Você também pode gostar
- Rotary KilnDocumento14 páginasRotary KilnShehabul Hasan Mamun100% (1)
- Kiln FormulasDocumento53 páginasKiln FormulasSHRAVAN KUMARAinda não há avaliações
- Formulas KilnDocumento5 páginasFormulas Kilnzain1400% (1)
- Calculations in Furnace Technology: Division of Materials Science and TechnologyNo EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyNota: 3 de 5 estrelas3/5 (2)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasAinda não há avaliações
- Kiln % LoadingDocumento2 páginasKiln % LoadingJK100% (6)
- Kiln Heat-Up, Optimun Kiln OperationDocumento42 páginasKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- LimeKiln ModelingDocumento40 páginasLimeKiln Modelingarv_devAinda não há avaliações
- Tips On Kiln OperationDocumento10 páginasTips On Kiln OperationElwathig Bakhiet100% (2)
- Process Optimization-Pyrosection Hand BookDocumento195 páginasProcess Optimization-Pyrosection Hand Bookramsumiran vishwakarma100% (1)
- Kiln Heat and Mass Balance September 2010Documento20 páginasKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Precalciner Systems Cement IndustryDocumento22 páginasPrecalciner Systems Cement IndustryfaheemqcAinda não há avaliações
- Kiln ChemistryDocumento29 páginasKiln Chemistrykonstantina13986% (7)
- Cement Kiln Pyro BalanceDocumento40 páginasCement Kiln Pyro BalanceGanapathy SubramaniamAinda não há avaliações
- Clinker Vs Kiln Feed FactorDocumento3 páginasClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- Kiln Emergency YSDocumento50 páginasKiln Emergency YSShadi Al Habbal100% (3)
- How To Align The Kiln Burner v1-1 PDFDocumento2 páginasHow To Align The Kiln Burner v1-1 PDFMustafa Ramadan100% (1)
- Kiln Control VariablesDocumento50 páginasKiln Control VariablesElder A. Gutiérrez Villacorta100% (2)
- Kiln Cooler Heat Mass BalanceDocumento99 páginasKiln Cooler Heat Mass Balancesaji kumar100% (5)
- Flow MeasurementsDocumento19 páginasFlow MeasurementsHazem DiabAinda não há avaliações
- Kiln EquationsDocumento189 páginasKiln EquationsAnonymous NxpnI6jC100% (2)
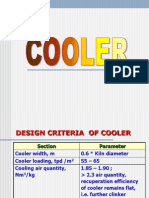
- CoolerDocumento19 páginasCoolertricky777100% (1)
- 04.04 Kiln Operations Guide Lines - ENGDocumento23 páginas04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Pyro ProcessingDocumento29 páginasPyro ProcessingMKPashaPasha100% (2)
- Kiln Thermal LoadDocumento33 páginasKiln Thermal Loadeng_mhassan1100% (1)
- Heat BalanceDocumento18 páginasHeat BalanceVinish Shankar100% (1)
- Flame and Combustion Forcement Kilns KPK PDFDocumento62 páginasFlame and Combustion Forcement Kilns KPK PDFPradeep KumarAinda não há avaliações
- Kiln Heat BalanceDocumento17 páginasKiln Heat BalancegvrrAinda não há avaliações
- Kiln Audit Training DetailsDocumento20 páginasKiln Audit Training DetailsTamer Fathy100% (5)
- By Pass SystemDocumento56 páginasBy Pass SystemIrshad Hussain100% (2)
- How To Handle Hot SpotDocumento6 páginasHow To Handle Hot SpotMustafa Ramadan100% (4)
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocumento69 páginasNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- Alkali - Chlorine - Sulfur - Balance: Preheater / PC KilnDocumento4 páginasAlkali - Chlorine - Sulfur - Balance: Preheater / PC KilnBùi Hắc Hải100% (1)
- 03 QualityDocumento22 páginas03 QualityMKPashaPasha67% (3)
- Vade MecumDocumento162 páginasVade MecumAdnan Nawaz100% (1)
- Kiln-Operation KURT PERAYDocumento99 páginasKiln-Operation KURT PERAYAli HüthütAinda não há avaliações
- Flame For Cement Kilns KP Pradeep KumarDocumento62 páginasFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- VDZ 3 5 En-Bypass SystemsDocumento22 páginasVDZ 3 5 En-Bypass SystemsAndreea Ștefura100% (3)
- Raw Mix DesignDocumento22 páginasRaw Mix DesignRizwanKhan100% (1)
- Coatin &ring FormationDocumento6 páginasCoatin &ring FormationMustafa RamadanAinda não há avaliações
- Process GuidlinesDocumento20 páginasProcess GuidlinesMKPashaPasha100% (4)
- How To Measure False Air PDFDocumento3 páginasHow To Measure False Air PDFharyantoaditAinda não há avaliações
- IEE Handout 2Documento2 páginasIEE Handout 2Sunil DeshmukhAinda não há avaliações
- Cement Kiln Refractory Writeup PDFDocumento10 páginasCement Kiln Refractory Writeup PDFVijay BhanAinda não há avaliações
- Heat Calculation by SG.Documento26 páginasHeat Calculation by SG.TIRIANTO0% (2)
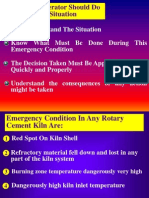
- What Kiln Operator Should Do in Emergency SituationDocumento12 páginasWhat Kiln Operator Should Do in Emergency SituationLe HoangAinda não há avaliações
- Combustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsNo EverandCombustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsNota: 3 de 5 estrelas3/5 (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesNo EverandRotary Kilns: Transport Phenomena and Transport ProcessesNota: 4.5 de 5 estrelas4.5/5 (4)
- Theory and Calculation of Heat Transfer in FurnacesNo EverandTheory and Calculation of Heat Transfer in FurnacesNota: 3 de 5 estrelas3/5 (4)
- Formulas of KillanDocumento4 páginasFormulas of KillanGOKULAKRISHNAN N100% (1)
- Formulas KilnDocumento53 páginasFormulas KilnElwathig Bakhiet67% (3)
- 250 HP Engine For Unmanned HelicopterDocumento52 páginas250 HP Engine For Unmanned HelicopteryanfengzhangAinda não há avaliações
- Bracket Design For ReactorDocumento32 páginasBracket Design For ReactorbrencejunAinda não há avaliações
- Tank Heat CalculationDocumento7 páginasTank Heat CalculationElton Situmeang100% (3)
- MATERIAL Mechanical DesignDocumento11 páginasMATERIAL Mechanical DesignanisAinda não há avaliações
- Solved Problems in Heat TransferDocumento16 páginasSolved Problems in Heat TransferAngelica Joyce Benito100% (3)
- MATERIAL Mechanical DesignDocumento13 páginasMATERIAL Mechanical DesignSchaieraAinda não há avaliações
- Design of Shell and Tube Heat ExchangerDocumento42 páginasDesign of Shell and Tube Heat Exchanger3004 Divya Dharshini. MAinda não há avaliações
- Handbook of Crushing PennsylvaniaDocumento43 páginasHandbook of Crushing PennsylvaniaAngel Chavez100% (1)
- Brick Lining Installation-Golden RulesDocumento34 páginasBrick Lining Installation-Golden RulesNael100% (11)
- Ball Mill OptimizationDocumento82 páginasBall Mill OptimizationRashek_119588% (16)
- Chain KilnsDocumento287 páginasChain KilnsNael100% (1)
- Safeguards Against Hazards Section 2Documento11 páginasSafeguards Against Hazards Section 2NaelAinda não há avaliações
- Summary of Raw Grinding System PDFDocumento1 páginaSummary of Raw Grinding System PDFNaelAinda não há avaliações
- Cement Rotary Kiln Questions & AnswersDocumento37 páginasCement Rotary Kiln Questions & AnswersNael95% (19)
- The Effects of Oxygen Enrichment On ClinkerDocumento9 páginasThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Bricks Calculator v.2Documento1 páginaBricks Calculator v.2Nael100% (4)
- Red RiverDocumento16 páginasRed RiverNael100% (1)
- Raw Material BurnabilityDocumento12 páginasRaw Material Burnabilitym_verma21Ainda não há avaliações
- Cement Chemistry Handbook - FullerDocumento62 páginasCement Chemistry Handbook - FullerNael91% (34)
- LubricationDocumento123 páginasLubricationNael75% (4)
- You Must Know This ManDocumento4 páginasYou Must Know This ManNaelAinda não há avaliações
- Superior Performance Through Innovative Technology - VEGA IndustriesDocumento72 páginasSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- Mechanism of Clinker Coating Formation & FlameDocumento39 páginasMechanism of Clinker Coating Formation & FlameNael93% (14)
- Refractories in Cement ManufacturingDocumento24 páginasRefractories in Cement ManufacturingNael91% (23)
- Women in The Quran & BibleDocumento3 páginasWomen in The Quran & BibleNaelAinda não há avaliações
- Refractory Lining Installation Guide-RHIDocumento40 páginasRefractory Lining Installation Guide-RHINael100% (10)
- CAPL Cement GlossaryDocumento15 páginasCAPL Cement GlossaryrefeiiAinda não há avaliações
- Phillips Kiln Tires ServicesDocumento53 páginasPhillips Kiln Tires ServicesNael100% (14)
- How To Control Kiln Shell CorrosionDocumento72 páginasHow To Control Kiln Shell CorrosionNael100% (5)
- Combinations To Form A RingDocumento1 páginaCombinations To Form A RingNael100% (4)
- Numerical Prediction of Cyclone Pressure DropDocumento5 páginasNumerical Prediction of Cyclone Pressure DropNael100% (1)
- Refractory BricksDocumento19 páginasRefractory BricksNael100% (3)
- Rotary Kiln - Refractory Lining InstallationDocumento41 páginasRotary Kiln - Refractory Lining InstallationNael94% (16)
- Cardox-Blockage Removal SystemDocumento5 páginasCardox-Blockage Removal SystemNaelAinda não há avaliações
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocumento8 páginasSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Material and Energy Balance in Industrial PlantDocumento26 páginasMaterial and Energy Balance in Industrial Plantconan45Ainda não há avaliações
- Combustion Process With Def.Documento11 páginasCombustion Process With Def.Suresh VaddeAinda não há avaliações
- HPM M66uaDocumento78 páginasHPM M66uallopez100% (3)
- Boeing 787-9 Takes Flight: Estimating Maintenance ReservesDocumento32 páginasBoeing 787-9 Takes Flight: Estimating Maintenance ReservesmishanbgdAinda não há avaliações
- Understanding and Tuning The Injection Pump of ... - Land Rover WebDocumento8 páginasUnderstanding and Tuning The Injection Pump of ... - Land Rover Webamp divisionAinda não há avaliações
- S/N Item Description Qty Box No. 1Documento9 páginasS/N Item Description Qty Box No. 1Nguyễn Kim HùngAinda não há avaliações
- HRA Enhancement Letter-RevisedDocumento9 páginasHRA Enhancement Letter-RevisedBhaskarAinda não há avaliações
- DPP Physics Class-12Documento252 páginasDPP Physics Class-12tirth_diwani0% (1)
- Nozzles and Spare Parts For: Unit Injectors UIS/UPS Unit Injectors UIS/UPS Unit Injectors UIS/UPS Unit Injectors UIS/UPSDocumento5 páginasNozzles and Spare Parts For: Unit Injectors UIS/UPS Unit Injectors UIS/UPS Unit Injectors UIS/UPS Unit Injectors UIS/UPSAnonymous AF2Rv0Kaxc100% (1)
- ABS Anglo Belgian CorporationDocumento6 páginasABS Anglo Belgian CorporationDammiam GaticaAinda não há avaliações
- Form 59: Vehicle Photo With Registration Plate 60 MM X 30 MMDocumento1 páginaForm 59: Vehicle Photo With Registration Plate 60 MM X 30 MMtataok.ambicaAinda não há avaliações
- Brosur Alat BeratDocumento10 páginasBrosur Alat BeratJeri Leo100% (1)
- Advanced Materials - 2023 - Wyss - Synthesis of Clean Hydrogen Gas From Waste Plastic at Zero Net CostDocumento11 páginasAdvanced Materials - 2023 - Wyss - Synthesis of Clean Hydrogen Gas From Waste Plastic at Zero Net CostfboguanAinda não há avaliações
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocumento5 páginasLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809Ainda não há avaliações
- Adex TXR Test GuideDocumento25 páginasAdex TXR Test Guidetxr qcAinda não há avaliações
- Jan11 GSO PDFDocumento10 páginasJan11 GSO PDFChakravarthy BharathAinda não há avaliações
- 2 Stage Air Compressor 2h PDocumento9 páginas2 Stage Air Compressor 2h PNilesh Vijay SabnisAinda não há avaliações
- Lionel Signature Edition Volume One 2010Documento184 páginasLionel Signature Edition Volume One 2010mwasheleski275% (4)
- Chapter 1 Mathematical Modelling by Differential Equations: Du DXDocumento7 páginasChapter 1 Mathematical Modelling by Differential Equations: Du DXKan SamuelAinda não há avaliações
- Skyscraper CTF Finance Center PDFDocumento9 páginasSkyscraper CTF Finance Center PDFAvilayyina AAinda não há avaliações
- JPMorgan Equity Premium Income ETF ETF Shares Holdings 05 05 2023Documento2 páginasJPMorgan Equity Premium Income ETF ETF Shares Holdings 05 05 2023Dario MartinelliAinda não há avaliações
- Sultanate of Oman: WWW - Duqm.gov - OmDocumento35 páginasSultanate of Oman: WWW - Duqm.gov - OmAli MustafaAinda não há avaliações
- DC Product Solutions: Smarter Energy. Smarter SolutionsDocumento84 páginasDC Product Solutions: Smarter Energy. Smarter SolutionsSapta AjieAinda não há avaliações
- ISKRA AlternatorsDocumento16 páginasISKRA AlternatorsJuan Carlos Bajo100% (1)
- S-TYPE Fuel Injector 4.0 V8 Jaguar Engine WiringDocumento1 páginaS-TYPE Fuel Injector 4.0 V8 Jaguar Engine Wiring1netcomauAinda não há avaliações
- Panasonic Hoszivattyu Es Klima Arlista 2014.09.15.Documento8 páginasPanasonic Hoszivattyu Es Klima Arlista 2014.09.15.klaraAinda não há avaliações
- Pressure Drop Table For HosesDocumento1 páginaPressure Drop Table For Hosesparthasarathyk69@gmail.comAinda não há avaliações
- Energy Meter Smart Meter and Prepaid MetersDocumento35 páginasEnergy Meter Smart Meter and Prepaid MetersJEERATSE AMAinda não há avaliações
- Si G 2016 PHD Thesis PDFDocumento239 páginasSi G 2016 PHD Thesis PDFarief_7Ainda não há avaliações
- RT 512 Level Control Trainer Gunt 1178 PDF 1 en GBDocumento3 páginasRT 512 Level Control Trainer Gunt 1178 PDF 1 en GBAli HadiAinda não há avaliações
- GEH-6789-EX2100e Excitation Control Diagnostic Alarms For Thyristor Systems Troubleshooting GuideDocumento188 páginasGEH-6789-EX2100e Excitation Control Diagnostic Alarms For Thyristor Systems Troubleshooting GuideLê Trung Dũng100% (1)
- FARAKA Fashions LTDDocumento32 páginasFARAKA Fashions LTDMilon Kumar BishnuAinda não há avaliações