Você também pode gostar
- Click Here, Type The Title of Your Paper, Capitalize First LetterDocumento3 páginasClick Here, Type The Title of Your Paper, Capitalize First LetterYsharath ChandramouliAinda não há avaliações
- New Text DocumentDocumento1 páginaNew Text DocumentYsharath ChandramouliAinda não há avaliações
- 08 Plasticity 01 Introduction PDFDocumento11 páginas08 Plasticity 01 Introduction PDFAmmar A. AliAinda não há avaliações
- Cs Syllabus PDFDocumento57 páginasCs Syllabus PDFYsharath ChandramouliAinda não há avaliações
- Solving System of Linear Equations: Y. Sharath Chandra MouliDocumento32 páginasSolving System of Linear Equations: Y. Sharath Chandra MouliYsharath ChandramouliAinda não há avaliações
- Understanding Stress and StrainDocumento47 páginasUnderstanding Stress and StrainKaushik ViswanathanAinda não há avaliações
- Element Distorstion Proble SolutionDocumento1 páginaElement Distorstion Proble SolutionYsharath ChandramouliAinda não há avaliações
- Impact Damage ToleranceDocumento8 páginasImpact Damage ToleranceYsharath ChandramouliAinda não há avaliações
- Structures v73Documento51 páginasStructures v73Ysharath ChandramouliAinda não há avaliações
- HourglassDocumento7 páginasHourglassSurya KiranAinda não há avaliações
- Solution CH 4 Crandall Solid MechanicsDocumento17 páginasSolution CH 4 Crandall Solid MechanicsAndré Oliveira100% (1)
- Jntuh 3-1 Aerospace Vehile Stuctures - IIDocumento46 páginasJntuh 3-1 Aerospace Vehile Stuctures - IIYsharath ChandramouliAinda não há avaliações
- HourglassDocumento7 páginasHourglassSurya KiranAinda não há avaliações
- TEQIP School On Computational Methods in Engineering ApplicationsDocumento3 páginasTEQIP School On Computational Methods in Engineering ApplicationsYsharath ChandramouliAinda não há avaliações
- CompositesDocumento4 páginasCompositesYsharath ChandramouliAinda não há avaliações
- Advanced Aircraft Materials Briefing PaperDocumento11 páginasAdvanced Aircraft Materials Briefing PaperMagesh Mani100% (1)
- 1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Documento6 páginas1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Ysharath ChandramouliAinda não há avaliações
- Aircraft StructuresDocumento9 páginasAircraft Structuresvenu991100% (1)
- Boeing 777 MaterialsDocumento4 páginasBoeing 777 Materialsk2kkhanna105100% (3)
- Study On Material Selection of Fuselage SkinDocumento10 páginasStudy On Material Selection of Fuselage SkinYsharath ChandramouliAinda não há avaliações
- New Aircraft Structure.Documento11 páginasNew Aircraft Structure.Ysharath ChandramouliAinda não há avaliações
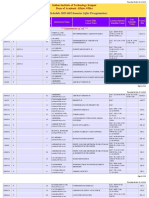
- Course Schedule2015162 PDFDocumento52 páginasCourse Schedule2015162 PDFYsharath ChandramouliAinda não há avaliações
- New Aircraft Structure.Documento11 páginasNew Aircraft Structure.Ysharath ChandramouliAinda não há avaliações
- Materials ProjectDocumento19 páginasMaterials ProjectYsharath ChandramouliAinda não há avaliações
- Aerospace Struct MaterDocumento25 páginasAerospace Struct MaterAhmad Haikal Mohd HalimAinda não há avaliações
- Study On Material Selection of Fuselage SkinDocumento10 páginasStudy On Material Selection of Fuselage SkinYsharath ChandramouliAinda não há avaliações
- Structures Technology For Future Aerospace Systems 2000 Computers StructuresDocumento13 páginasStructures Technology For Future Aerospace Systems 2000 Computers StructuresYsharath ChandramouliAinda não há avaliações
- Mech 308Documento2 páginasMech 308nandusp1Ainda não há avaliações
- Composites in The Airframe and Primary StructureDocumento3 páginasComposites in The Airframe and Primary StructureYsharath ChandramouliAinda não há avaliações
- Complete Study Guide MIT FEM Prof BatheDocumento194 páginasComplete Study Guide MIT FEM Prof BathekbdbmmAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- A Brief History of Operations ManagementDocumento4 páginasA Brief History of Operations ManagementAsjad Khan100% (2)
- Henrey FordDocumento6 páginasHenrey FordAnshu KAinda não há avaliações
- Process LayoutDocumento32 páginasProcess LayoutMaryem Hassani100% (3)
- Assembly Line Balancing Using Ranked Positional Weight TechniqueDocumento5 páginasAssembly Line Balancing Using Ranked Positional Weight Techniqueinpol0% (1)
- Application of Ranked Position Weighted and Kilbridge and Wester Method at Radiator Assembly Plant - A Case StudyDocumento10 páginasApplication of Ranked Position Weighted and Kilbridge and Wester Method at Radiator Assembly Plant - A Case StudyIJRASETPublicationsAinda não há avaliações
- Assembly Line & Line of Balance (LOB)Documento10 páginasAssembly Line & Line of Balance (LOB)E PallaviAinda não há avaliações
- Practice Test 1: (Code: B1T1)Documento16 páginasPractice Test 1: (Code: B1T1)Sách Pháp Hiếu NhânAinda não há avaliações
- Layout Design For Efficiency Improvement and Cost ReductionDocumento9 páginasLayout Design For Efficiency Improvement and Cost ReductionAlvaro LlorcaAinda não há avaliações
- Abernathy 1975Documento18 páginasAbernathy 1975dawit solomonAinda não há avaliações
- LESSON 1 - Facilities Layout and DesignDocumento7 páginasLESSON 1 - Facilities Layout and DesignLawrence Joseph LagascaAinda não há avaliações
- Process DesignDocumento21 páginasProcess DesignSisieAinda não há avaliações
- Arvind Shirt ProductivityDocumento59 páginasArvind Shirt ProductivityyuktiAinda não há avaliações
- Facility LayoutDocumento38 páginasFacility LayoutSahil ManchandaAinda não há avaliações
- Car HistoryDocumento15 páginasCar HistoryprakashAinda não há avaliações
- The Making of Global World 1669380880675Documento92 páginasThe Making of Global World 1669380880675Shivam TiwariAinda não há avaliações
- Assembly Line Balancing Techniques and CalculationsDocumento42 páginasAssembly Line Balancing Techniques and CalculationsLuis ValensAinda não há avaliações
- Facility Design Guide: Optimize Layout & FlowDocumento34 páginasFacility Design Guide: Optimize Layout & FlowTabi AlamAinda não há avaliações
- Plant LayoutDocumento47 páginasPlant LayoutUnnat Churi100% (4)
- Jurnal 1Documento9 páginasJurnal 1fadhil ramadhanAinda não há avaliações
- Toyota Motor Manufacturing U.S.A. Inc. Case StudyDocumento17 páginasToyota Motor Manufacturing U.S.A. Inc. Case StudyAngshuman Sarkar50% (2)
- Managing Production AND Service OperationsDocumento37 páginasManaging Production AND Service OperationspersistentengineerAinda não há avaliações
- Assembly Line - NumericalDocumento22 páginasAssembly Line - NumericalRahul ShawAinda não há avaliações
- Ford Motor Company in Cadiz 1929-1923Documento8 páginasFord Motor Company in Cadiz 1929-1923Pragya SonkarAinda não há avaliações
- The Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsDocumento16 páginasThe Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsManju DorennavarAinda não há avaliações
- DFMA LiteratureDocumento27 páginasDFMA LiteratureRajeshLSAinda não há avaliações
- Taming TechnologyDocumento10 páginasTaming Technologysharmila_kAinda não há avaliações
- BUS300 1.1 Understanding Operations ManagementDocumento6 páginasBUS300 1.1 Understanding Operations ManagementMitochiAinda não há avaliações
- 1 Manufacturing Systems Introduction Components Classification and Current Trends PDFDocumento44 páginas1 Manufacturing Systems Introduction Components Classification and Current Trends PDFRishabh HanseliaAinda não há avaliações
- Reading Passages 10Documento21 páginasReading Passages 10Guney BeyAinda não há avaliações
- MG 315: Industrial Relations Theory & PolicyDocumento10 páginasMG 315: Industrial Relations Theory & PolicyMinoneti HeniAinda não há avaliações