Você também pode gostar
- Kiln Emissions - More Than Just Hot Air: Authoer:WCEO-AdminDocumento8 páginasKiln Emissions - More Than Just Hot Air: Authoer:WCEO-AdminGilberto PérezAinda não há avaliações
- Natural Gas CombustionDocumento10 páginasNatural Gas CombustionLakshmi Pathi BojjaAinda não há avaliações
- Ammonia PlantDocumento10 páginasAmmonia PlantHemal Patel Sam100% (3)
- Gas Natural PDFDocumento10 páginasGas Natural PDFCristian Andres Muñoz AguilarAinda não há avaliações
- Gaseous FuelsDocumento8 páginasGaseous FuelsvaibhavAinda não há avaliações
- Synthesis GasDocumento8 páginasSynthesis GasTotok IswantoAinda não há avaliações
- Two Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropeDocumento9 páginasTwo Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropetauseefaroseAinda não há avaliações
- 19.-Pyrolysis FurnaceDocumento5 páginas19.-Pyrolysis FurnaceWilfredo PastranaAinda não há avaliações
- 2.0 Combustion Source and Pollutant DescriptionsDocumento4 páginas2.0 Combustion Source and Pollutant DescriptionshariprakavAinda não há avaliações
- Reducing Gas Emissions from a Brick Manufacturing PlantDocumento14 páginasReducing Gas Emissions from a Brick Manufacturing PlantCourage ChigerweAinda não há avaliações
- European Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforDocumento14 páginasEuropean Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforThang Cao DaiAinda não há avaliações
- 1.4 Natural Gas CombustionDocumento11 páginas1.4 Natural Gas Combustionnoorul786Ainda não há avaliações
- Fuel AnalysisDocumento34 páginasFuel AnalysisYedla Santosh kumar100% (2)
- Electric Arc FurnaceDocumento14 páginasElectric Arc Furnacepravinchavan79Ainda não há avaliações
- EP 201 Industrial Chemistry: Petroleum & CoalDocumento28 páginasEP 201 Industrial Chemistry: Petroleum & CoalYudhisthiraAinda não há avaliações
- Epm 6Documento15 páginasEpm 6Lubulwer DouglasAinda não há avaliações
- CPI - Lesson 5 PDFDocumento45 páginasCPI - Lesson 5 PDFKim Tracey Ladaga100% (1)
- Environmental Impact and Forecast of Pollutants From Coke Oven Gas and Natural Gas CombustionDocumento4 páginasEnvironmental Impact and Forecast of Pollutants From Coke Oven Gas and Natural Gas CombustionIJERDAinda não há avaliações
- FUEL TECHNOLOGY: PETROLEUM PROCESSING AND FRACTIONSDocumento22 páginasFUEL TECHNOLOGY: PETROLEUM PROCESSING AND FRACTIONSsubham kunduAinda não há avaliações
- R001 - CLAspenDocumento10 páginasR001 - CLAspenEdwaef EdsfresrAinda não há avaliações
- Unit - Iii Engine Exhaust Emission ControlDocumento46 páginasUnit - Iii Engine Exhaust Emission ControlMichael ButlerAinda não há avaliações
- Coke Oven and By-ProductsDocumento15 páginasCoke Oven and By-ProductsZahira Firdous MunshiAinda não há avaliações
- Boiler DesignJuly 2010Documento44 páginasBoiler DesignJuly 2010dheerumgiAinda não há avaliações
- Pollutant Formation in Si EnginesDocumento9 páginasPollutant Formation in Si EnginesChirudeep Reddy100% (1)
- Coke Oven and By-ProductsDocumento15 páginasCoke Oven and By-ProductsRitik ChaturvediAinda não há avaliações
- Coke Oven - Byproduct Plant DetailsDocumento5 páginasCoke Oven - Byproduct Plant Detailsanoopunni100% (1)
- Coke Oven Emissions Case StudyDocumento17 páginasCoke Oven Emissions Case Studyrahul srivastavaAinda não há avaliações
- Milu 1476810831224Documento7 páginasMilu 1476810831224Mayank PatelAinda não há avaliações
- Coal Gasification Using AspenDocumento6 páginasCoal Gasification Using AspenTaniadi Suria100% (1)
- Chemical Technology-Mod5 PDFDocumento9 páginasChemical Technology-Mod5 PDFSata AjjamAinda não há avaliações
- Motors in Chemical Eng.Documento6 páginasMotors in Chemical Eng.Guillermo CúmezAinda não há avaliações
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocumento7 páginasHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelAinda não há avaliações
- pp24-31 MS07Documento8 páginaspp24-31 MS07halder_kalyan9216Ainda não há avaliações
- Emission in BFBCDocumento6 páginasEmission in BFBCganesh kumar72Ainda não há avaliações
- Fertiliser Manufacturing Processes and Its Environmental ProblemsDocumento69 páginasFertiliser Manufacturing Processes and Its Environmental ProblemsAulizar MarioAinda não há avaliações
- GAS Wee?: (19) United StatesDocumento10 páginasGAS Wee?: (19) United StatesThang Cao DaiAinda não há avaliações
- Thermal Analysis of Chemical-Looping Combion Using Metal OxidesDocumento12 páginasThermal Analysis of Chemical-Looping Combion Using Metal OxidesasdfAinda não há avaliações
- Hydrogen Gas Production by Partial OxidaDocumento69 páginasHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaAinda não há avaliações
- Tata Steel ProjectDocumento12 páginasTata Steel Projectsp32483Ainda não há avaliações
- National Fertilizers Limited Nan Gal PunjabDocumento3 páginasNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalAinda não há avaliações
- CO Sources PDFDocumento11 páginasCO Sources PDFElwathig BakhietAinda não há avaliações
- Episode 3: Production of Synthesis Gas by Steam Methane ReformingDocumento31 páginasEpisode 3: Production of Synthesis Gas by Steam Methane ReformingSAJJAD KHUDHUR ABBASAinda não há avaliações
- Pyrolysis Furnace Rev 1 PDFDocumento11 páginasPyrolysis Furnace Rev 1 PDFKmajdianAinda não há avaliações
- 05 Energy and Environmental Considerations in Fercalx and BASK Lime Kilns - Terruzzi FercalxDocumento21 páginas05 Energy and Environmental Considerations in Fercalx and BASK Lime Kilns - Terruzzi FercalxRobert DsouzaAinda não há avaliações
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocumento21 páginasPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMviettiennguyenAinda não há avaliações
- Carbonization: Dr. Tazien RashidDocumento19 páginasCarbonization: Dr. Tazien RashidAbdur RehmanAinda não há avaliações
- CombustionDocumento21 páginasCombustionDeepak kumarAinda não há avaliações
- Coke and Coke MakingDocumento2 páginasCoke and Coke MakingpdiconpAinda não há avaliações
- Carbonization 1Documento17 páginasCarbonization 1manoj kumar singhAinda não há avaliações
- Auto Thermal Reactor Process for Methanol ProductionDocumento6 páginasAuto Thermal Reactor Process for Methanol ProductionAtif MehfoozAinda não há avaliações
- Ammonia Production From Natural GasDocumento3 páginasAmmonia Production From Natural GasnakeyahxoAinda não há avaliações
- How Is Crude Coal Tar DerivedDocumento8 páginasHow Is Crude Coal Tar DerivedRudy MadianAinda não há avaliações
- Chemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Documento24 páginasChemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Badar RasheedAinda não há avaliações
- Fischer-Tropsch ProcessDocumento5 páginasFischer-Tropsch ProcessBilal Arif100% (1)
- 03 Iecr 1654 NancombinedDocumento8 páginas03 Iecr 1654 Nancombinedسجاد الحلاويAinda não há avaliações
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Ainda não há avaliações
- Direct Methane to Methanol: Foundations and Prospects of the ProcessNo EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessAinda não há avaliações
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementAinda não há avaliações
- The Ilva CaseDocumento13 páginasThe Ilva CaseLuigi OlivaAinda não há avaliações
- Polveri Ultrafini e Nanoparticelle1 - 3Documento152 páginasPolveri Ultrafini e Nanoparticelle1 - 3Luigi Oliva100% (1)
- The ILVA Industrial Site in TarantoDocumento24 páginasThe ILVA Industrial Site in TarantoLuigi OlivaAinda não há avaliações
- Application of A Lag Rang Ian Particle Model To Taranto AreaDocumento13 páginasApplication of A Lag Rang Ian Particle Model To Taranto AreaLuigi OlivaAinda não há avaliações
- Polveri Ultrafini e Nanoparticelle2 - 3Documento110 páginasPolveri Ultrafini e Nanoparticelle2 - 3Luigi OlivaAinda não há avaliações
- Soact 1 7 08Documento356 páginasSoact 1 7 08Luigi OlivaAinda não há avaliações
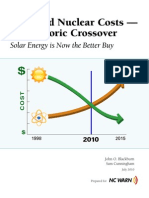
- Solar Now Cheaper than Nuclear in North CarolinaDocumento18 páginasSolar Now Cheaper than Nuclear in North CarolinaYoudont CareatallAinda não há avaliações
- Cattles in TarantoDocumento6 páginasCattles in TarantoLuigi OlivaAinda não há avaliações
- Polveri Ultrafini e Nanoparticelle3 - 3Documento85 páginasPolveri Ultrafini e Nanoparticelle3 - 3Luigi OlivaAinda não há avaliações
- Simetal Meros Plant enDocumento8 páginasSimetal Meros Plant enLuigi OlivaAinda não há avaliações
- Programma IMID Biennal 2010Documento9 páginasProgramma IMID Biennal 2010Luigi OlivaAinda não há avaliações
- Arrow Ecology and Engineering Overseas LTD Hacarmel ST 2 Yoqneam 20692, IsraelDocumento31 páginasArrow Ecology and Engineering Overseas LTD Hacarmel ST 2 Yoqneam 20692, IsraelLuigi Oliva100% (1)
- EE-LEC-6 - Air PollutionDocumento52 páginasEE-LEC-6 - Air PollutionVijendraAinda não há avaliações
- On Environment: Made by - Paramveer Singh Roll No. - 33 Admno. - 41811 Class - 9 - LDocumento7 páginasOn Environment: Made by - Paramveer Singh Roll No. - 33 Admno. - 41811 Class - 9 - LHenson JoyAinda não há avaliações
- Praesentation TBU - Fluidised Bed Combustion - EN PDFDocumento32 páginasPraesentation TBU - Fluidised Bed Combustion - EN PDFjamjam1062Ainda não há avaliações
- DHL Supply ChainDocumento7 páginasDHL Supply Chainravi robustAinda não há avaliações
- What Is Tropospheric Ozone?Documento1 páginaWhat Is Tropospheric Ozone?Sunil BundelaAinda não há avaliações
- MISON 8C Shielding GasDocumento2 páginasMISON 8C Shielding Gascamelod555Ainda não há avaliações
- 0.001% Diesel: Material Safety Data SheetDocumento10 páginas0.001% Diesel: Material Safety Data SheetsandeepAinda não há avaliações
- Answer Sheet Grade 10 - English Week 6 - Third Quarter GENERAL INSTRUCTION: Answer Only The Following Tasks Based From The WHPL and SLA. Day 1Documento3 páginasAnswer Sheet Grade 10 - English Week 6 - Third Quarter GENERAL INSTRUCTION: Answer Only The Following Tasks Based From The WHPL and SLA. Day 1KentAinda não há avaliações
- Camfil Air Filter - Carbon, G3, G4Documento4 páginasCamfil Air Filter - Carbon, G3, G4Quang Dong100% (1)
- ProposalDocumento10 páginasProposalMakanga Benard100% (4)
- Factories ActDocumento10 páginasFactories ActVishal SoodanAinda não há avaliações
- 2008 - 05 Cemengal - Lafarge Maroc's ExpansionDocumento3 páginas2008 - 05 Cemengal - Lafarge Maroc's ExpansionAminur RahmanAinda não há avaliações
- PCB by GCMS PDFDocumento2 páginasPCB by GCMS PDFJodyAinda não há avaliações
- 1.2 Background of The StudyDocumento1 página1.2 Background of The StudyHarold FilomenoAinda não há avaliações
- Mine Ventilation RisksDocumento23 páginasMine Ventilation RisksMinangkabau BreederAinda não há avaliações
- ES GTU Study Material E-Notes Chapter-8 12012020013605PMDocumento15 páginasES GTU Study Material E-Notes Chapter-8 12012020013605PMRIPAinda não há avaliações
- Dao 1998-58 - PCLDocumento1 páginaDao 1998-58 - PCLPacific SpectrumAinda não há avaliações
- Thesis Presentation, Group - 06,, Part-01,,,,FinalDocumento25 páginasThesis Presentation, Group - 06,, Part-01,,,,FinalMd Mostafizur RahmanAinda não há avaliações
- Bai Thuyet TrinhDocumento3 páginasBai Thuyet TrinhNguyen Duy Lam (K17 HCM)Ainda não há avaliações
- Model CB 15-100 HP Boilers: Boiler HP View All Dimensions in Inches A B C D EDocumento5 páginasModel CB 15-100 HP Boilers: Boiler HP View All Dimensions in Inches A B C D EsebaversaAinda não há avaliações
- Penyebaran Konsentrasi Polutan Dengan Pemodelan DiDocumento8 páginasPenyebaran Konsentrasi Polutan Dengan Pemodelan DigiokruthAinda não há avaliações
- Volume 1, Issue 1 (2014) Tropical Plant ResearchDocumento30 páginasVolume 1, Issue 1 (2014) Tropical Plant ResearchTropPlResAinda não há avaliações
- Hydrazines 113Documento6 páginasHydrazines 113Shumani PharamelaAinda não há avaliações
- Modular Desiccant Dryers - USDocumento3 páginasModular Desiccant Dryers - USHfksosnaaoAinda não há avaliações
- Environmental Biotech ApplicationsDocumento11 páginasEnvironmental Biotech ApplicationsMahbubul Islam KoushickAinda não há avaliações
- Assignment (Air Pollution)Documento7 páginasAssignment (Air Pollution)Durga Prasad Murmu0% (1)
- Presented By: Charu Sukheeja B. Arch. IV YrDocumento21 páginasPresented By: Charu Sukheeja B. Arch. IV YrFidazain AloorAinda não há avaliações
- Engerix-B Pres Free Sds 2018-05-24Documento7 páginasEngerix-B Pres Free Sds 2018-05-24anipratiwiAinda não há avaliações
- Monash ENG1011-W11 Practice SolutionsDocumento2 páginasMonash ENG1011-W11 Practice SolutionsJoachim EngAinda não há avaliações
- Safe Scav NADocumento4 páginasSafe Scav NALuis Gomez JimenezAinda não há avaliações