Você também pode gostar
- Solidi Cation of Gray Cast IronDocumento5 páginasSolidi Cation of Gray Cast IronZohaib Khurshid SultanAinda não há avaliações
- Shortcut To English CollocationDocumento240 páginasShortcut To English Collocationtiago90% (10)
- The Precipitation Hardening SSsDocumento3 páginasThe Precipitation Hardening SSsClaudia MmsAinda não há avaliações
- Aisi 305Documento3 páginasAisi 305Aditya PratapAinda não há avaliações
- MS - 003400 - 01 Rev 29Documento22 páginasMS - 003400 - 01 Rev 29Arjun PrajapatiAinda não há avaliações
- Struers Application Note - Metallographic Preparation of High Alloy Tool SteelDocumento6 páginasStruers Application Note - Metallographic Preparation of High Alloy Tool SteelCan ERTANAinda não há avaliações
- 7.2.5 APQP Phase 2 Checklist Dec 2013Documento21 páginas7.2.5 APQP Phase 2 Checklist Dec 2013Mani Rathinam RajamaniAinda não há avaliações
- p6 Case Study ModifiedDocumento109 páginasp6 Case Study Modifieddreamboy87100% (2)
- 3412 Timing CalibrationDocumento4 páginas3412 Timing CalibrationHrvoje Škarica100% (3)
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Documento7 páginasEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriAinda não há avaliações
- Lecture - Magnesium Alloys - Hue'sDocumento29 páginasLecture - Magnesium Alloys - Hue'sMurali ManuAinda não há avaliações
- Remelting For Highest StandardsDocumento12 páginasRemelting For Highest StandardsX800XLAinda não há avaliações
- Engaging MathematicsDocumento48 páginasEngaging MathematicsDani ChiriacAinda não há avaliações
- MCM AllDocumento7 páginasMCM AllPalanisamy RajaAinda não há avaliações
- Aa GTG 000024Documento35 páginasAa GTG 000024Edith Moreno UrzuaAinda não há avaliações
- ATAS Metstar Kovis FoundryDocumento18 páginasATAS Metstar Kovis FoundryslagmercuryAinda não há avaliações
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocumento24 páginasMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoAinda não há avaliações
- Citrus Fruit ConductionDocumento5 páginasCitrus Fruit Conductionapi-349869629Ainda não há avaliações
- Hsla SteelDocumento22 páginasHsla SteelriteshbarmanAinda não há avaliações
- The TEMPCORE ProcessDocumento15 páginasThe TEMPCORE ProcessShanna Lee100% (1)
- Creating NC FilesDocumento8 páginasCreating NC FilesStelian ConstantinescuAinda não há avaliações
- Nickel Base Alloys: Topics To Discuss .Documento15 páginasNickel Base Alloys: Topics To Discuss .Muhammad Zam-zamAinda não há avaliações
- Walpole Ch01Documento31 páginasWalpole Ch01Fadi MahfouzAinda não há avaliações
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- An Overview On High Manganese Steel CastingDocumento10 páginasAn Overview On High Manganese Steel CastingdrackensohnAinda não há avaliações
- Ventures Priamry Heritage-Social StudiesDocumento128 páginasVentures Priamry Heritage-Social StudiesWryter Business100% (2)
- Aco HadfieldDocumento22 páginasAco HadfieldFelipe ZanellaAinda não há avaliações
- Common Causes of Premature Failure of MN SteelDocumento3 páginasCommon Causes of Premature Failure of MN Steeldrackensohn100% (1)
- Effects of MN Content and Heat TreatmentDocumento5 páginasEffects of MN Content and Heat TreatmentTrần Xuân VịnhAinda não há avaliações
- An Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFDocumento13 páginasAn Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFTraian TiberiuAinda não há avaliações
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocumento8 páginasCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdAinda não há avaliações
- O HC HCDocumento101 páginasO HC HCIndustrial Infra Jobs100% (1)
- Colour MetallographyDocumento12 páginasColour MetallographystefaneduardAinda não há avaliações
- Ductile Iron ReviewDocumento36 páginasDuctile Iron ReviewDenis Yasmin AlineAinda não há avaliações
- Crystals 12 00978Documento9 páginasCrystals 12 00978irmaAinda não há avaliações
- Hardenability of High CR White Cast IronDocumento4 páginasHardenability of High CR White Cast IronanruloAinda não há avaliações
- LIBRO3Documento43 páginasLIBRO3Camilo LacoutureAinda não há avaliações
- Gray Iron Foundries PDFDocumento20 páginasGray Iron Foundries PDFbebe3838Ainda não há avaliações
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocumento13 páginasPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashAinda não há avaliações
- Ni ResistDocumento2 páginasNi ResistAslan AlpAinda não há avaliações
- Cast Iron SolidificationDocumento12 páginasCast Iron Solidificationkatchani123100% (1)
- Color Metallurgy of Cast IronDocumento13 páginasColor Metallurgy of Cast Ironmahmoud_allam3Ainda não há avaliações
- Basic Information About Metals and AlloysDocumento7 páginasBasic Information About Metals and AlloysMahesh JingarwarAinda não há avaliações
- Offsetting Macro-Shrinkage in Ductile IronDocumento13 páginasOffsetting Macro-Shrinkage in Ductile IronmetkarthikAinda não há avaliações
- Cast Iron DampingDocumento5 páginasCast Iron Dampinggabs88Ainda não há avaliações
- Ductile Iron Data - Section 12Documento17 páginasDuctile Iron Data - Section 12ante_zivkovic1Ainda não há avaliações
- The Current State of Worldwide Standards of Ductile IronDocumento8 páginasThe Current State of Worldwide Standards of Ductile IronN.PalaniappanAinda não há avaliações
- CleanSteel9 2015 CAPURRO PDFDocumento11 páginasCleanSteel9 2015 CAPURRO PDFSpark Fernando Calderon ContrerasAinda não há avaliações
- Amp16304p036 PDFDocumento3 páginasAmp16304p036 PDFMarius Alin LupașcuAinda não há avaliações
- Duplex Stainless Steel 329 or 1.4460 PDFDocumento2 páginasDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Tool Steels E28093 Molybdenum High Speed SteelsDocumento5 páginasTool Steels E28093 Molybdenum High Speed Steelswulfgang66Ainda não há avaliações
- Steel Dynamics Bar Book Rev 2 New CoverDocumento194 páginasSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiAinda não há avaliações
- Ferroalloy Storage Bin DesignDocumento2 páginasFerroalloy Storage Bin Designarnaldorcr8646Ainda não há avaliações
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocumento6 páginasEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessAinda não há avaliações
- 229-01 Dross Inclusions in An Iron FoundryDocumento4 páginas229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- Compression MountingDocumento12 páginasCompression MountingEden HazardAinda não há avaliações
- Heat TreatmentDocumento21 páginasHeat TreatmentChernet MerknehAinda não há avaliações
- Effect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysDocumento6 páginasEffect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysJinsoo KimAinda não há avaliações
- Application Manual Chapter 6 - Feeding & GatingDocumento148 páginasApplication Manual Chapter 6 - Feeding & GatingVishal MaliAinda não há avaliações
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocumento6 páginasMagnesium-Alloy Sheet and Plate: Standard Specification ForDanZel DanAinda não há avaliações
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocumento7 páginasFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahAinda não há avaliações
- 13 Adel Nofal PDFDocumento101 páginas13 Adel Nofal PDFshahmaulikhAinda não há avaliações
- Cif Purge Plug Systems en 3Documento3 páginasCif Purge Plug Systems en 3abdeljalil elbadrAinda não há avaliações
- KB Alloys Foundrymans Guide To SR and TiBorDocumento7 páginasKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeAinda não há avaliações
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocumento35 páginasA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- AS 2027 Micro Reference PDFDocumento5 páginasAS 2027 Micro Reference PDFdelta lab sangliAinda não há avaliações
- The Iron Puddler My life in the rolling mills and what came of itNo EverandThe Iron Puddler My life in the rolling mills and what came of itAinda não há avaliações
- Autodesk Navisworks 2012 - Guia Do UsuárioDocumento820 páginasAutodesk Navisworks 2012 - Guia Do UsuárioericfgAinda não há avaliações
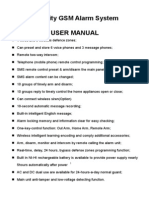
- GSM ALARMDocumento17 páginasGSM ALARMDragan StanicAinda não há avaliações
- PF Chang's Health Inspection 6-21-19Documento2 páginasPF Chang's Health Inspection 6-21-19Jimmy BentleyAinda não há avaliações
- Template F Pandu CPDocumento26 páginasTemplate F Pandu CPAnkit JainAinda não há avaliações
- #1Documento74 páginas#1Brianne Yuen TyskAinda não há avaliações
- Communication Skills For Pharmacists UkratkoDocumento2 páginasCommunication Skills For Pharmacists UkratkoГоран МарковиќAinda não há avaliações
- Answers To Case Application Ch1-8Documento13 páginasAnswers To Case Application Ch1-8553601750% (2)
- Stating The Obvious PDFDocumento10 páginasStating The Obvious PDFGlenn E. DicenAinda não há avaliações
- Public Relations vs. Propaganda: Alexandru BASTIANDocumento6 páginasPublic Relations vs. Propaganda: Alexandru BASTIANFatima AshrafAinda não há avaliações
- Chebyshevs Inequality - ProblemspdfDocumento6 páginasChebyshevs Inequality - ProblemspdfamreenAinda não há avaliações
- Tech Bull 3 - Free Fall of ConcreteDocumento4 páginasTech Bull 3 - Free Fall of ConcreteJoel TorcuatorAinda não há avaliações
- EEG383 Measurement - Chapter 2 - Characteristics of Measuring InstrumentsDocumento26 páginasEEG383 Measurement - Chapter 2 - Characteristics of Measuring Instrumentsايهاب غزالة100% (1)
- Establishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization MethodsDocumento2 páginasEstablishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization Methodscatalin85Ainda não há avaliações
- H14YS-5A-2301-Reminder - 110423Documento3 páginasH14YS-5A-2301-Reminder - 110423BẢO Nhi LêAinda não há avaliações
- flowswitchHFS25 PDFDocumento2 páginasflowswitchHFS25 PDFlajosmolAinda não há avaliações
- Leadership in Innovation 1194529453608858 3Documento22 páginasLeadership in Innovation 1194529453608858 3shashi4u.kumar5817Ainda não há avaliações
- Assessment #1 StatisticsDocumento4 páginasAssessment #1 StatisticsjemimaAinda não há avaliações
- Beekman - Tomorrow's Technology and You 9eDocumento89 páginasBeekman - Tomorrow's Technology and You 9eJimmy DrakeAinda não há avaliações
- EC9560 Data Mining: Lab 02: Classification and Prediction Using WEKADocumento5 páginasEC9560 Data Mining: Lab 02: Classification and Prediction Using WEKAkeethanAinda não há avaliações
- Incy Wincy SpiderDocumento16 páginasIncy Wincy SpiderOlarteCatalinaAinda não há avaliações