Você também pode gostar
- ManualDocumento28 páginasManualcbs2010Ainda não há avaliações
- Livro Metodo Dos Elementos FinitosDocumento258 páginasLivro Metodo Dos Elementos FinitosE B Cad Treinamento100% (1)
- MARCONDES (2009) Manufatura - CorteDocumento6 páginasMARCONDES (2009) Manufatura - Cortesamuelsirtoli3356Ainda não há avaliações
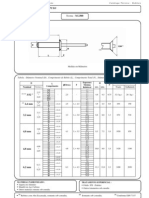
- Catálogo técnico de rebites de repuxo com especificações e tabela comparativaDocumento1 páginaCatálogo técnico de rebites de repuxo com especificações e tabela comparativasamuelsirtoli3356Ainda não há avaliações
- Steel Framing - DimensionamentoDocumento39 páginasSteel Framing - DimensionamentolcesserAinda não há avaliações
- FOCODocumento1 páginaFOCOsamuelsirtoli3356Ainda não há avaliações
- Evoluo Da Eletricidade Modo de CompatibilidadeDocumento30 páginasEvoluo Da Eletricidade Modo de Compatibilidadesamuelsirtoli3356Ainda não há avaliações
- Data Sheet750-8213 18.10.2019Documento19 páginasData Sheet750-8213 18.10.2019GiovaniAricettiAinda não há avaliações
- Saídas de emergência e proteção passiva em edifíciosDocumento50 páginasSaídas de emergência e proteção passiva em edifíciosJsedsAinda não há avaliações
- Mecânica Automotiva BásicaDocumento39 páginasMecânica Automotiva Básicafrequiao100% (1)
- AULA 07 - Estabilidade de Taludes (Documento11 páginasAULA 07 - Estabilidade de Taludes (Victor Dos Santos SinguiAinda não há avaliações
- Manual de instruções do sistema PATDocumento17 páginasManual de instruções do sistema PATEdilson100% (5)
- Manual Paleteira PDFDocumento20 páginasManual Paleteira PDFJosé Aparecido Dos Santos100% (1)
- Monografia Offshore IntroDocumento22 páginasMonografia Offshore IntroSergio Alejandro Ayala0% (1)
- Componentes e funcionamento motores Ciclo OttoDocumento13 páginasComponentes e funcionamento motores Ciclo OttoMarcos Paulo Pinto100% (1)
- Condução de Calor em Paredes Plana, Cilíndrica e EsféricaDocumento12 páginasCondução de Calor em Paredes Plana, Cilíndrica e Esférica084250Ainda não há avaliações
- Módulo 10 - Manual de Operação PCH Rio ClaroDocumento29 páginasMódulo 10 - Manual de Operação PCH Rio ClaroPhelps MunizAinda não há avaliações
- Processos produtivos e sistemasDocumento192 páginasProcessos produtivos e sistemasAnderson VilacaAinda não há avaliações
- 52 Conjuntos Mecanicos VIIDocumento10 páginas52 Conjuntos Mecanicos VIIRafael DelaiAinda não há avaliações
- Definição de ClimaDocumento2 páginasDefinição de ClimaMorgannabarros100% (2)
- Curriculum Vitae de Carlos Alberto VarelaDocumento4 páginasCurriculum Vitae de Carlos Alberto VarelaStroke AutomaçãoAinda não há avaliações
- NBR 14918 - Chumbadores Mecanicos Pos-Instalados em Concreto - Avaliacao Do Desempenho PDFDocumento33 páginasNBR 14918 - Chumbadores Mecanicos Pos-Instalados em Concreto - Avaliacao Do Desempenho PDFSamuel TanaAinda não há avaliações
- FormasExpediçãoDocumento2 páginasFormasExpediçãoGraziela VendrameAinda não há avaliações
- Resumo Eletricidade FQ 9º AnoDocumento4 páginasResumo Eletricidade FQ 9º AnoFacilana TuanuAinda não há avaliações
- Soluções de alta pressão FlutrolDocumento25 páginasSoluções de alta pressão FlutrolJordeglan Ferras almeidaAinda não há avaliações
- Modbus Arduino PDFDocumento14 páginasModbus Arduino PDFKNNLAinda não há avaliações
- Cálculo de AlarmeDocumento12 páginasCálculo de AlarmeRafael CarmoAinda não há avaliações
- Redes de Petri e Sistemas A Eventos Discretos - UFBADocumento80 páginasRedes de Petri e Sistemas A Eventos Discretos - UFBAgpamaster-1Ainda não há avaliações
- Toberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DueDocumento16 páginasToberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DuenascasAinda não há avaliações
- Baterias - PrincipiosDocumento17 páginasBaterias - PrincipiosnunorcmartinsAinda não há avaliações
- Freios e embreagens de máquinasDocumento5 páginasFreios e embreagens de máquinasaisufhasiAinda não há avaliações
- 308 358Documento26 páginas308 358skimorodAinda não há avaliações
- Cta-Ehs-Po-031 - Utilizacao de Empilhadeiras Rev.00Documento16 páginasCta-Ehs-Po-031 - Utilizacao de Empilhadeiras Rev.00GPC QUÍMICA SAAinda não há avaliações
- Manual Peneira Vibratória DESAGUADORADocumento30 páginasManual Peneira Vibratória DESAGUADORADennis Jesus Blanco SuberoAinda não há avaliações
- Livro Pratica Da Audiologia Clínica - AudiologiaDocumento1 páginaLivro Pratica Da Audiologia Clínica - AudiologiaElizabeth Barbosa Santos0% (1)
- Anais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteDocumento315 páginasAnais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteGuilherme BuenoAinda não há avaliações
- Questionario Sobre Arquitetura de Sistemas - RespondidoDocumento2 páginasQuestionario Sobre Arquitetura de Sistemas - RespondidoGeorge VagnerAinda não há avaliações