Você também pode gostar
- Developments in steam turbines for sugar millsDocumento6 páginasDevelopments in steam turbines for sugar millsManoj Kumar100% (1)
- Parabolic Dish Collectors: High Efficiency Solar ElectricityDocumento1 páginaParabolic Dish Collectors: High Efficiency Solar ElectricityArjunSinghAinda não há avaliações
- Driving Expander TechnologyDocumento24 páginasDriving Expander TechnologysajadranjbaranAinda não há avaliações
- Gasification Technology For Rolling Mills - PPTDocumento29 páginasGasification Technology For Rolling Mills - PPTSivapriya SamyAinda não há avaliações
- Improving boiler efficiency at BORL by modifying CFBC cyclone vortexDocumento3 páginasImproving boiler efficiency at BORL by modifying CFBC cyclone vortexdillipsh123Ainda não há avaliações
- Generating Electricity from Thermal EnergyDocumento63 páginasGenerating Electricity from Thermal EnergyArif AhmadAinda não há avaliações
- Thermal Fluid Heaters: Model HHC and VHCDocumento4 páginasThermal Fluid Heaters: Model HHC and VHCRexx MexxAinda não há avaliações
- Improving Air Preheater PerformanceDocumento11 páginasImproving Air Preheater PerformancejaveddvcAinda não há avaliações
- C&I in CFBC-1Documento25 páginasC&I in CFBC-1Prudhvi RajAinda não há avaliações
- Bps-06 NOx ControlDocumento4 páginasBps-06 NOx ControlLTE002Ainda não há avaliações
- Heat Rate of Thermal Power PlantDocumento15 páginasHeat Rate of Thermal Power Plantsameer betal100% (1)
- Gasification Systm - SwedenDocumento8 páginasGasification Systm - SwedenFernanda GuerreroAinda não há avaliações
- UTW CJSC Steam TurbinesDocumento36 páginasUTW CJSC Steam TurbinesvamsiklAinda não há avaliações
- DuctDocumento3 páginasDuctRamalingam PrabhakaranAinda não há avaliações
- Glaxo Vol IDocumento164 páginasGlaxo Vol IPrakash WarrierAinda não há avaliações
- 3194 PDF PDFDocumento7 páginas3194 PDF PDFdillipsh123Ainda não há avaliações
- Incineration Journal 2Documento7 páginasIncineration Journal 2Ezra TegarAinda não há avaliações
- Rhgs4biomass StovesA TWO-BURNER CONTINUOUS-TYPE RICE HUSK GAS STOVE DEVELOPED FOR HOUSEHOLD/SMALL COTTAGE INDUSTRYDocumento3 páginasRhgs4biomass StovesA TWO-BURNER CONTINUOUS-TYPE RICE HUSK GAS STOVE DEVELOPED FOR HOUSEHOLD/SMALL COTTAGE INDUSTRYplcuserAinda não há avaliações
- Kaplan DesignDocumento2 páginasKaplan DesignruralworldAinda não há avaliações
- Aph 15Documento0 páginaAph 15Parameswararao BillaAinda não há avaliações
- ME LAB MANUAL RevisedDocumento64 páginasME LAB MANUAL RevisedClint Baring ArranchadoAinda não há avaliações
- Introduction to 500 MW Once Through Boiler DesignDocumento18 páginasIntroduction to 500 MW Once Through Boiler DesignAlok Ranjan TripathiAinda não há avaliações
- WH Vacuum in Steam TurbineDocumento2 páginasWH Vacuum in Steam Turbinemiths_0087Ainda não há avaliações
- Air Cool CondensersDocumento8 páginasAir Cool CondensersKarthick VelayuthamAinda não há avaliações
- Air PreheaterDocumento27 páginasAir Preheaterगुंजन सिन्हाAinda não há avaliações
- Alstom BFB PDFDocumento18 páginasAlstom BFB PDFNaveed RabbaniAinda não há avaliações
- Steam BookDocumento98 páginasSteam BooklightsonsAinda não há avaliações
- Carbon Zero Bio Char Production TechnologyDocumento10 páginasCarbon Zero Bio Char Production TechnologySandi ČretnikAinda não há avaliações
- TPP Steel PlantDocumento25 páginasTPP Steel PlantPRASANTHAinda não há avaliações
- Innovation For Boiler TubeDocumento2 páginasInnovation For Boiler TubemasgrahaAinda não há avaliações
- 1.1 Salient Features of CFBC BoilerDocumento17 páginas1.1 Salient Features of CFBC BoilerJAY PARIKHAinda não há avaliações
- Boiler Furnace PDFDocumento8 páginasBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Ainda não há avaliações
- Boiler and Its Efficiency-1Documento38 páginasBoiler and Its Efficiency-1Madhu KamshettyAinda não há avaliações
- 3s Steam BoilerDocumento13 páginas3s Steam BoilertahirAinda não há avaliações
- Study The Efficiency of Air PeheaterDocumento3 páginasStudy The Efficiency of Air PeheaterManoj PatilAinda não há avaliações
- Training ReportPDF PDFDocumento42 páginasTraining ReportPDF PDFAman RajAinda não há avaliações
- Design of Boiler Forced Draft FanDocumento5 páginasDesign of Boiler Forced Draft FanAu TagolimotAinda não há avaliações
- Fluidized Bed Combustion (FBC) in Coal Power PlantsDocumento10 páginasFluidized Bed Combustion (FBC) in Coal Power PlantsShambhu MehtaAinda não há avaliações
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocumento12 páginasEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshAinda não há avaliações
- Economizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorDocumento10 páginasEconomizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorknsaravanaAinda não há avaliações
- Turbine ModelsDocumento4 páginasTurbine Modelsstupid143Ainda não há avaliações
- Condensate Extraction Pump: GeneralDocumento5 páginasCondensate Extraction Pump: GeneralAnonymous DKv8vpAinda não há avaliações
- Steam & Power Generation Lab (ME-218-F)Documento27 páginasSteam & Power Generation Lab (ME-218-F)Abdalla ElemamAinda não há avaliações
- Rice Husker Construction Manual - Appropedia - The Sustainability Wiki PDFDocumento17 páginasRice Husker Construction Manual - Appropedia - The Sustainability Wiki PDFMarcos MorschAinda não há avaliações
- Pyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetDocumento8 páginasPyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetFilipe FilipeAinda não há avaliações
- 1 TPH 10.54 KG, Vapi Care PharmaDocumento16 páginas1 TPH 10.54 KG, Vapi Care PharmashastrysnAinda não há avaliações
- Air Cooled CondensersDocumento6 páginasAir Cooled CondensersruchiajmerAinda não há avaliações
- Air Heater & Air Heater Performance IndicesDocumento36 páginasAir Heater & Air Heater Performance IndicesShubham PatelAinda não há avaliações
- NDCTDocumento127 páginasNDCTYousuf Ali100% (1)
- Steam Condensation ReportDocumento17 páginasSteam Condensation ReportKingsley EdemidiongAinda não há avaliações
- Design and Thermal Analysis of CFB and Simple BoilersDocumento89 páginasDesign and Thermal Analysis of CFB and Simple Boilersbharathkumar0310Ainda não há avaliações
- Continuum Mechanics For EngineersDocumento53 páginasContinuum Mechanics For Engineersshushant kumarAinda não há avaliações
- Fluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationDocumento28 páginasFluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationRudra Banerjee100% (1)
- TNEB Thermal Power PlantDocumento107 páginasTNEB Thermal Power Plantvicky_hyd_130% (1)
- Improving Boiler Efficiency by Using Air PreheaterDocumento14 páginasImproving Boiler Efficiency by Using Air PreheaterBudiharyatno Arif PangestuAinda não há avaliações
- Development of Steam DrumDocumento8 páginasDevelopment of Steam DrumRaja SellappanAinda não há avaliações
- Development of Large-Capacity Indirect Hydrogen-Cooled Turbine Generator and Latest Technologies Applied To After Sales ServiceDocumento7 páginasDevelopment of Large-Capacity Indirect Hydrogen-Cooled Turbine Generator and Latest Technologies Applied To After Sales Service권용수Ainda não há avaliações
- Intro - Gas TurbineDocumento5 páginasIntro - Gas TurbineMie Dts100% (1)
- The International System of Units (SI) Converter PDFDocumento27 páginasThe International System of Units (SI) Converter PDFMaey AkimAinda não há avaliações
- The International System of Units (SI) Converter PDFDocumento27 páginasThe International System of Units (SI) Converter PDFMaey AkimAinda não há avaliações
- Chlorine Pure GasDocumento2 páginasChlorine Pure Gaswaleed emaraAinda não há avaliações
- Chlorine Demand Characteristics of Irish Water SuppliesDocumento20 páginasChlorine Demand Characteristics of Irish Water Supplieswaleed emaraAinda não há avaliações
- DGA Diagnostic MethodsDocumento12 páginasDGA Diagnostic Methodslbk50Ainda não há avaliações
- Water Dosing Calculation BookDocumento12 páginasWater Dosing Calculation BookSugumar Panneer SelvamAinda não há avaliações
- Paper DuvalDocumento10 páginasPaper Duvaljoaquin65Ainda não há avaliações
- ANSI IEEE-IEC-ComparisonDocument For TransformersDocumento42 páginasANSI IEEE-IEC-ComparisonDocument For TransformersM Kumar Marimuthu50% (2)
- Gas Stoich Answer KeyDocumento4 páginasGas Stoich Answer Keywaleed emaraAinda não há avaliações
- Basic Math & ChemistryDocumento29 páginasBasic Math & ChemistryLuis Manuel Diaz Guerra67% (3)
- gdwq3 Ann3Documento2 páginasgdwq3 Ann3waleed emaraAinda não há avaliações
- WHO Drinking Water StandardsDocumento6 páginasWHO Drinking Water StandardsSinosh100% (4)
- Coagulation & FlocculationDocumento41 páginasCoagulation & FlocculationFelipe L. Padilla PalmaAinda não há avaliações
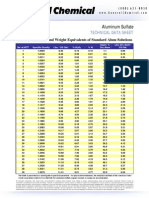
- Densities and Wts of STD Alum SolutionsDocumento1 páginaDensities and Wts of STD Alum Solutionswaleed emaraAinda não há avaliações
- Jar TestDocumento3 páginasJar TestUpasana BhardwajAinda não há avaliações
- NRM Silica PaperDocumento7 páginasNRM Silica Paperwaleed emaraAinda não há avaliações
- 0812Documento6 páginas0812waleed emaraAinda não há avaliações
- Lubbock Water Bacteriology Test FormDocumento1 páginaLubbock Water Bacteriology Test Formwaleed emaraAinda não há avaliações
- 60 Mxep - KV - en 09 03Documento338 páginas60 Mxep - KV - en 09 03Xavier PositivoAinda não há avaliações
- PLB-0384-4830-ME-0004: ABB India LTDDocumento3 páginasPLB-0384-4830-ME-0004: ABB India LTDAlex Labraña RojoAinda não há avaliações
- Thermal Radiation Formula of PlanckDocumento29 páginasThermal Radiation Formula of PlanckPle NaibrudaAinda não há avaliações
- Nibe F2040-12 VVM S320 - 1Documento5 páginasNibe F2040-12 VVM S320 - 1sciucAinda não há avaliações
- Gasoline: Gasoline (American English), or Petrol (British English)Documento17 páginasGasoline: Gasoline (American English), or Petrol (British English)Anonymous E4Rbo2s100% (1)
- Startup ShutdownDocumento4 páginasStartup ShutdownPit_mkluAinda não há avaliações
- Co-Heat Engine and Thermal Efficiency-Grade-9Documento10 páginasCo-Heat Engine and Thermal Efficiency-Grade-9Apolonio Pamittan Jr.Ainda não há avaliações
- Kiln Audit Heat Balance Tool - Cooler Heat Calculations Support SheetDocumento1 páginaKiln Audit Heat Balance Tool - Cooler Heat Calculations Support SheetMohamed SelimAinda não há avaliações
- Ce GatebooknewDocumento1 páginaCe GatebooknewVipulAinda não há avaliações
- Energy Transformations WorksheetDocumento2 páginasEnergy Transformations Worksheetsalman Ul MoazzamAinda não há avaliações
- Nx2000 AC Drive FlyerDocumento4 páginasNx2000 AC Drive FlyerAmit KumarAinda não há avaliações
- ReviewerDocumento2 páginasReviewerMGPagaduanAinda não há avaliações
- SIMOPRIME A4 Circuit Breaker SwitchgearDocumento11 páginasSIMOPRIME A4 Circuit Breaker SwitchgearYanuar ZulkarnainAinda não há avaliações
- 6 Lecture (Regenerative Rankine Cycle - CFWH)Documento16 páginas6 Lecture (Regenerative Rankine Cycle - CFWH)Ali Haider RizviAinda não há avaliações
- Fuel Oil Specification For Liquid BiofuelWS02N203 - 01gbDocumento6 páginasFuel Oil Specification For Liquid BiofuelWS02N203 - 01gb郑开元Ainda não há avaliações
- Aisya Nadya Damarcha: Pengantar Ilmu Komputer Cs IupDocumento4 páginasAisya Nadya Damarcha: Pengantar Ilmu Komputer Cs IupAisya Nadya DamarchaAinda não há avaliações
- PV System Design: How To Compete Effectively in The Wider Market PlaceDocumento4 páginasPV System Design: How To Compete Effectively in The Wider Market PlacemoienAinda não há avaliações
- GU-611 - PDO Engineering Standands PDFDocumento1 páginaGU-611 - PDO Engineering Standands PDFSheik Ali (QA/QC Manager Coastal)Ainda não há avaliações
- Global Trade and Fuels Assessment: Effects of Clean Fuels in Marine SectorDocumento197 páginasGlobal Trade and Fuels Assessment: Effects of Clean Fuels in Marine SectorAbdul AnisAinda não há avaliações
- Datasheet Ae Solar Ae Hm6l 72 450w 460wDocumento2 páginasDatasheet Ae Solar Ae Hm6l 72 450w 460wOdairAinda não há avaliações
- Generator Install GuidelineDocumento10 páginasGenerator Install GuidelineHedi Ben MohamedAinda não há avaliações
- Standard For Safety: ANSI/CAN/UL 2743, Portable Power PacksDocumento93 páginasStandard For Safety: ANSI/CAN/UL 2743, Portable Power Packs佳仁陆Ainda não há avaliações
- F646 CompleteSampleDocumento36 páginasF646 CompleteSampleJohn SmeethAinda não há avaliações
- Service News: Click The Following List Then Service News Files Will OpenDocumento1 páginaService News: Click The Following List Then Service News Files Will OpenNarendra niranjan MathiyarasuAinda não há avaliações
- Economic of GenerationDocumento3 páginasEconomic of GenerationirjuneAinda não há avaliações
- Solar Power Bank With Wireless Battery Project-1Documento26 páginasSolar Power Bank With Wireless Battery Project-1Mahesh KaleAinda não há avaliações
- Design of A 50 KW Phase-Shifted Full-Bridge Converter Used For Fast Charging ApplicationsDocumento5 páginasDesign of A 50 KW Phase-Shifted Full-Bridge Converter Used For Fast Charging ApplicationsKumavat AmarAinda não há avaliações
- Melc3 Cur 037 2 Summative Assessment 3Documento2 páginasMelc3 Cur 037 2 Summative Assessment 3Sean Patrick BenavidezAinda não há avaliações
- Lord Kuthumi - Dolphins SpeakDocumento8 páginasLord Kuthumi - Dolphins SpeakEmeraldRay0% (1)
- Maxtherm Boilers: Reciprocating Grate - Combi - Tube Boiler Husk FiredDocumento1 páginaMaxtherm Boilers: Reciprocating Grate - Combi - Tube Boiler Husk FiredAbishekh SekharAinda não há avaliações