Você também pode gostar
- Toyota 1ZZ FE 3ZZ FE Engine Repair Manual RM1099E PDFDocumento141 páginasToyota 1ZZ FE 3ZZ FE Engine Repair Manual RM1099E PDFJhorwind Requena87% (15)
- D3039 3039MDocumento12 páginasD3039 3039MMariana CarvalhoAinda não há avaliações
- List of Documents ISO 9001 ISO 14001 ISO 45001 Documentation Toolkit enDocumento9 páginasList of Documents ISO 9001 ISO 14001 ISO 45001 Documentation Toolkit enAquino Sianipar67% (3)
- Flexural or Bending Test Lab ReportDocumento9 páginasFlexural or Bending Test Lab ReportKalKatu MaLam73% (22)
- D000-EL-701 Rev 4Documento19 páginasD000-EL-701 Rev 4Sardar PerdawoodAinda não há avaliações
- Building MaterialsDocumento13 páginasBuilding MaterialsPriyanka BasuAinda não há avaliações
- Linde H16DDocumento2 páginasLinde H16Dfox mulderAinda não há avaliações
- FIBER OPTIC DEPLOYMENT CHALLENGES & SOLUTIONS Final PDFDocumento63 páginasFIBER OPTIC DEPLOYMENT CHALLENGES & SOLUTIONS Final PDFamrefat77100% (1)
- Physics SPM Paper 2 Tips 89 Modification and 11 Decision Making Question and AnswerDocumento24 páginasPhysics SPM Paper 2 Tips 89 Modification and 11 Decision Making Question and Answerjirong100% (4)
- QKNA For Mining GeologistDocumento10 páginasQKNA For Mining GeologistAchanAinda não há avaliações
- 00250621DVSH00011 Exde02 34Documento34 páginas00250621DVSH00011 Exde02 34manish318Ainda não há avaliações
- E 2261 - e 2261M - 12Documento15 páginasE 2261 - e 2261M - 12ruben carcamo100% (1)
- GM Construction Leads Rs 8140 Crore PCII C2C3 Recovery ProjectDocumento24 páginasGM Construction Leads Rs 8140 Crore PCII C2C3 Recovery ProjectAnuj GuptaAinda não há avaliações
- Fatigue Performance of Laser Beam Welded A36 SteelDocumento3 páginasFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiAinda não há avaliações
- The Effect of Non-Local Approach in Simulating Cross-Weld Tensile Test SpecimenDocumento6 páginasThe Effect of Non-Local Approach in Simulating Cross-Weld Tensile Test SpecimenAnizahyatiAinda não há avaliações
- Evaluating Machine-Part Loads by Eddy-Current Monitoring of Metallic CoatingsDocumento2 páginasEvaluating Machine-Part Loads by Eddy-Current Monitoring of Metallic CoatingsMoqaAinda não há avaliações
- DELHI TECHNOLOGICAL UNIVERSITY INSTRUMENTATION TECHNIQUESDocumento14 páginasDELHI TECHNOLOGICAL UNIVERSITY INSTRUMENTATION TECHNIQUES2K20 EN 63 Sankalp PurwarAinda não há avaliações
- DELHI TECHNOLOGICAL UNIVERSITY INSTRUMENTATION TECHNIQUESDocumento14 páginasDELHI TECHNOLOGICAL UNIVERSITY INSTRUMENTATION TECHNIQUES2K20 EN 63 Sankalp PurwarAinda não há avaliações
- FEM Sim Lamb CrackedDocumento7 páginasFEM Sim Lamb CrackedMike PenceAinda não há avaliações
- Chen 2009 Thep Lam KhuonDocumento5 páginasChen 2009 Thep Lam KhuonPhung Tuan AnhAinda não há avaliações
- Niti Wire FatigueDocumento12 páginasNiti Wire FatigueVictor EtseAinda não há avaliações
- Book STDDocumento6 páginasBook STDArun KumarAinda não há avaliações
- Simon C. Bott Et Al - Quantitative Measurements of Wire Ablation in Tungsten X-Pinches at 80 KaDocumento6 páginasSimon C. Bott Et Al - Quantitative Measurements of Wire Ablation in Tungsten X-Pinches at 80 KaCola7890Ainda não há avaliações
- The Mechanical Properties of MaterialsDocumento12 páginasThe Mechanical Properties of MaterialsChirag SoodAinda não há avaliações
- Numerical and Experimental Investigation of SPH, SPG, and FEM For High-Velocity Impact ApplicationsDocumento10 páginasNumerical and Experimental Investigation of SPH, SPG, and FEM For High-Velocity Impact ApplicationsAkash VineetAinda não há avaliações
- Thesis On Metal CuttingDocumento7 páginasThesis On Metal Cuttingaflodtsecumyed100% (1)
- Bennet 2019Documento13 páginasBennet 2019ysuyycAinda não há avaliações
- Lecture 005Documento30 páginasLecture 005guddu guptaAinda não há avaliações
- Tensile and Compressive Behaviour of S355 Midl Steel in A Wide Tange of Strain Rates PDFDocumento15 páginasTensile and Compressive Behaviour of S355 Midl Steel in A Wide Tange of Strain Rates PDFdgiddingsAinda não há avaliações
- Poly Resistor MatchingDocumento4 páginasPoly Resistor Matching이환희Ainda não há avaliações
- Experimental and Numerical Analysis of A Transducer For The Generation of Guided WavesDocumento9 páginasExperimental and Numerical Analysis of A Transducer For The Generation of Guided Wavesdavood abbasiAinda não há avaliações
- Advanced Assessment of The Integrity of Ductile ComponentsDocumento6 páginasAdvanced Assessment of The Integrity of Ductile ComponentsAnonymous wWOWz9UnWAinda não há avaliações
- Table 2-7 Example of Source of Errors Results Are From CEGB (UK), After A 6-YearDocumento5 páginasTable 2-7 Example of Source of Errors Results Are From CEGB (UK), After A 6-YearKevin HuangAinda não há avaliações
- Tension TestDocumento11 páginasTension TestArjun RadhakrishnanAinda não há avaliações
- Metodo Astm d1822Documento10 páginasMetodo Astm d1822Ing Ipn VbaAinda não há avaliações
- E986Documento3 páginasE986YahyaAinda não há avaliações
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDocumento23 páginasEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116Ainda não há avaliações
- To Study The Elastic Stress Strain Behavior in Bending Using Electrical Resistance Strain GaugesDocumento8 páginasTo Study The Elastic Stress Strain Behavior in Bending Using Electrical Resistance Strain GaugesFaisal SardarAinda não há avaliações
- A 343 - A 343M - 97 - Qtm0my9bmzqzts1sruqDocumento18 páginasA 343 - A 343M - 97 - Qtm0my9bmzqzts1sruqPedroAinda não há avaliações
- Hybrid Experimental-Numerical Concept of Residual Stress Analysis in Laser WeldmentsDocumento8 páginasHybrid Experimental-Numerical Concept of Residual Stress Analysis in Laser WeldmentscarlofilippinAinda não há avaliações
- 03 JTE Astm Tensile Stress ConcentrationDocumento6 páginas03 JTE Astm Tensile Stress ConcentrationTanu RdAinda não há avaliações
- A Fatigue Life Model For 5percent Chrome Work Roll Steel PDFDocumento7 páginasA Fatigue Life Model For 5percent Chrome Work Roll Steel PDFSoheil MirtalebiAinda não há avaliações
- Femtosecond Laser Damage Threshold and Nonlinear Characterization in Bulk Transparent SiC MaterialsDocumento9 páginasFemtosecond Laser Damage Threshold and Nonlinear Characterization in Bulk Transparent SiC Materials陳哲揚Ainda não há avaliações
- Strain Gage ReportDocumento42 páginasStrain Gage ReportshrirajAinda não há avaliações
- Evolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension SpecimenDocumento8 páginasEvolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension Specimenbahman.samadiAinda não há avaliações
- Finite Element Modeling of Capacitive Micromachined Ultrasonic TransducersDocumento10 páginasFinite Element Modeling of Capacitive Micromachined Ultrasonic TransducersCesar ManAinda não há avaliações
- Parkes Final Manuscript For SDM2103-LibreDocumento9 páginasParkes Final Manuscript For SDM2103-Libreau00843929Ainda não há avaliações
- Literature Review On Crack Assessment in AluminumDocumento10 páginasLiterature Review On Crack Assessment in AluminumAbel ErmiasAinda não há avaliações
- Jse 2003Documento45 páginasJse 2003^passwordAinda não há avaliações
- Damage Evolution in Nakajima Tests of DP800 Dual PDocumento7 páginasDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuAinda não há avaliações
- Measuring Strain with Electrical Resistance GagesDocumento15 páginasMeasuring Strain with Electrical Resistance GagesOnofre Algara Jr.Ainda não há avaliações
- 1 PDFDocumento4 páginas1 PDFJHON JAIRO ROJASAinda não há avaliações
- 2002 - Shear Lag in Double Angle Truss ConnectionsDocumento8 páginas2002 - Shear Lag in Double Angle Truss ConnectionsPO AsselinAinda não há avaliações
- Current Applications of X-Ray Diffraction Residual Stress MeasurementDocumento8 páginasCurrent Applications of X-Ray Diffraction Residual Stress MeasurementImran ShareefAinda não há avaliações
- 2007 Ieee Ns RobiniDocumento13 páginas2007 Ieee Ns RobiniDemian PereiraAinda não há avaliações
- PRESENTATION ON STRAIN GAUGE MEASUREMENTDocumento18 páginasPRESENTATION ON STRAIN GAUGE MEASUREMENTaslamhossainAinda não há avaliações
- FEM Acoustic Analysis - NDT Angle Beam ExampleDocumento28 páginasFEM Acoustic Analysis - NDT Angle Beam ExampleN DAinda não há avaliações
- Ipc2012 90133Documento10 páginasIpc2012 90133Marcelo Varejão Casarin100% (1)
- EXP 7 - MaterialsDocumento18 páginasEXP 7 - MaterialsLeslie CatindigAinda não há avaliações
- EMC51 Marvin 255 PostprintDocumento15 páginasEMC51 Marvin 255 PostprintprashantmeghanathAinda não há avaliações
- Measuring Strain with Strain GaugesDocumento34 páginasMeasuring Strain with Strain GaugesJay PatelAinda não há avaliações
- The Beam Measurements at PHIN Photo-Injector at CERN: RF Photo Gun LaserDocumento1 páginaThe Beam Measurements at PHIN Photo-Injector at CERN: RF Photo Gun LaserMustafa AlzzerfiAinda não há avaliações
- Materials Science and Engineering ADocumento7 páginasMaterials Science and Engineering AmohamadAinda não há avaliações
- Impact Properties of PeekDocumento2 páginasImpact Properties of PeekSh.nasirpurAinda não há avaliações
- Artigo 4Documento7 páginasArtigo 4reis.marianaAinda não há avaliações
- IPC-TM-650 Test Methods ManualDocumento3 páginasIPC-TM-650 Test Methods ManualRoman MiahAinda não há avaliações
- Shielding of Electromagnetic Waves: Theory and PracticeNo EverandShielding of Electromagnetic Waves: Theory and PracticeAinda não há avaliações
- Transmission Lines-Basic Principles 01515900Documento13 páginasTransmission Lines-Basic Principles 01515900Sachin1091Ainda não há avaliações
- Gate Study MaterialDocumento89 páginasGate Study MaterialMansoor CompanywalaAinda não há avaliações
- Guidelines For Quality Control Testing For Digital CR DR Mammography V4Documento62 páginasGuidelines For Quality Control Testing For Digital CR DR Mammography V4khaerul0% (1)
- Pune University Simulation and Modeling Question PapersDocumento2 páginasPune University Simulation and Modeling Question Paperspradeepkraj22Ainda não há avaliações
- WS BasicVocab JobsDocumento13 páginasWS BasicVocab JobsNguyễn Trúc AnhAinda não há avaliações
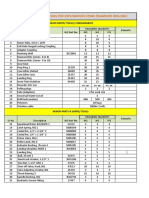
- Minimum drilling supplies stockDocumento3 páginasMinimum drilling supplies stockAsif KhanzadaAinda não há avaliações
- D 2320 - 98 R03 RdizmjaDocumento3 páginasD 2320 - 98 R03 RdizmjaEliKax!Ainda não há avaliações
- Sanyo LC-XT4 Service ManualDocumento160 páginasSanyo LC-XT4 Service ManualIurii GlushichAinda não há avaliações
- Ubd WonderDocumento13 páginasUbd Wonderapi-422461005100% (1)
- Muh Eng 50hzDocumento8 páginasMuh Eng 50hzaleks canjugaAinda não há avaliações
- Altitude Encoders SSD120Documento3 páginasAltitude Encoders SSD12057722Ainda não há avaliações
- Acer Aspire 5745p 5745pg 5820t Quanta Zr7 Rev 3b SCHDocumento49 páginasAcer Aspire 5745p 5745pg 5820t Quanta Zr7 Rev 3b SCHWade DyerAinda não há avaliações
- Sharp Lc-46d65u & Lc-52d65u Final LCD TV SMDocumento56 páginasSharp Lc-46d65u & Lc-52d65u Final LCD TV SMDan PrewittAinda não há avaliações
- Cross Country Sheets1Documento2 páginasCross Country Sheets1Anonymous 10cG5eRp8Ainda não há avaliações
- TLE 9 1st Quarter Exam With Answer Key PDFDocumento3 páginasTLE 9 1st Quarter Exam With Answer Key PDFJymaer GeromoAinda não há avaliações
- Vibration PPV EstimationDocumento8 páginasVibration PPV EstimationJensen TanAinda não há avaliações
- Applied Machine Learning ANNDocumento6 páginasApplied Machine Learning ANNGilbe TestaAinda não há avaliações
- Et 321 06-23-15Documento2 páginasEt 321 06-23-15Shishan AhmadAinda não há avaliações
- Revision Sex Death and EpicsDocumento77 páginasRevision Sex Death and EpicsAshli KingfisherAinda não há avaliações
- Auto TurnDocumento156 páginasAuto TurnrrrraduAinda não há avaliações