Você também pode gostar
- HVAC Design For Sustainable Lab: by Gregory R. Johnson, P.E., Member ASHRAEDocumento11 páginasHVAC Design For Sustainable Lab: by Gregory R. Johnson, P.E., Member ASHRAEAu NguyenAinda não há avaliações
- Engineering Bulletin CDQ Desiccant DehumidificationDocumento28 páginasEngineering Bulletin CDQ Desiccant DehumidificationsdvitkoAinda não há avaliações
- Machinery Room Ventilation Analysis ToolDocumento48 páginasMachinery Room Ventilation Analysis ToolDon Quijote de la ManchaAinda não há avaliações
- HVAC - Overview of Space Heating Systems PDFDocumento68 páginasHVAC - Overview of Space Heating Systems PDFFredie UnabiaAinda não há avaliações
- Humidification Load Calculator GuideDocumento22 páginasHumidification Load Calculator GuideAnvar Pa100% (1)
- Dehumidification in HVAC System p1 PDFDocumento80 páginasDehumidification in HVAC System p1 PDFmanojc68Ainda não há avaliações
- Sizing Industrial DehumidifiersDocumento7 páginasSizing Industrial DehumidifiersTanveer AzizAinda não há avaliações
- Humidification Calculation ImtiyazDocumento2 páginasHumidification Calculation Imtiyazimtiyaz94Ainda não há avaliações
- Guide To Build Steam RoomDocumento2 páginasGuide To Build Steam RoomsidAinda não há avaliações
- Energy Recovery Wheel Technical GuideDocumento36 páginasEnergy Recovery Wheel Technical GuideDeepakkumarAinda não há avaliações
- Geothermal HVAC: Shifting Performance Risk From Buyer To SellerDocumento5 páginasGeothermal HVAC: Shifting Performance Risk From Buyer To SellerKagitha TirumalaAinda não há avaliações
- Bry Air QuestionarysectionDocumento7 páginasBry Air Questionarysectionprashant_mahitkar4532Ainda não há avaliações
- Technical Handbook Air CurtainsDocumento13 páginasTechnical Handbook Air Curtainsaca111111Ainda não há avaliações
- Ventilation Design Sample For Locker Rooms and HACCPDocumento10 páginasVentilation Design Sample For Locker Rooms and HACCPerickquinto100% (1)
- Steam Room Construction & Generator Sizing GuideDocumento2 páginasSteam Room Construction & Generator Sizing GuideasdthuAinda não há avaliações
- تقرير تدريب صيفي لواء الدين مظفرDocumento23 páginasتقرير تدريب صيفي لواء الدين مظفرlalaAinda não há avaliações
- Kitchen Ventilation Systems PDFDocumento69 páginasKitchen Ventilation Systems PDFAzwan AwalludinAinda não há avaliações
- Humidification Load Calculation Armstrong PDFDocumento3 páginasHumidification Load Calculation Armstrong PDFsyedAinda não há avaliações
- Dehumidification Equipment Advance ASHRAE Journal PDFDocumento6 páginasDehumidification Equipment Advance ASHRAE Journal PDFThomás ArévaloAinda não há avaliações
- Car Park Jet FanDocumento14 páginasCar Park Jet FanYan Aung100% (1)
- Psych Rome TricsDocumento46 páginasPsych Rome TricsDenitta D'RoseAinda não há avaliações
- Stulz White Paper Free Cooling For Data Centers V1Documento15 páginasStulz White Paper Free Cooling For Data Centers V1Mangatur Simamora100% (1)
- Cibse Heat Loss & Heat Gain (Apachecalc) Calculation MethodsDocumento9 páginasCibse Heat Loss & Heat Gain (Apachecalc) Calculation Methodsวรศิษฐ์ อ๋องAinda não há avaliações
- CO2 Sensor RoomDocumento8 páginasCO2 Sensor RoomTrần Khắc ĐộAinda não há avaliações
- Desiccant Wheel Dehumidification 2Documento19 páginasDesiccant Wheel Dehumidification 2ovidiu73Ainda não há avaliações
- Combining DOAS and VRF, Part 2 of 2Documento9 páginasCombining DOAS and VRF, Part 2 of 2miniongskyAinda não há avaliações
- Designing HVAC System With and Without Heat Recovery Wheel Using ECO FRESH Enthalpy WheelDocumento4 páginasDesigning HVAC System With and Without Heat Recovery Wheel Using ECO FRESH Enthalpy WheelZain ShariffAinda não há avaliações
- PRICE - Air Distribution GuideDocumento5 páginasPRICE - Air Distribution Guidenvenkat.narayan100% (1)
- 11-An - Industrial Dehumidifier SizingDocumento4 páginas11-An - Industrial Dehumidifier Sizingthilangac100% (1)
- Aircraft Flying Project (PRINT OUT)Documento24 páginasAircraft Flying Project (PRINT OUT)Priyanka KumariAinda não há avaliações
- HRW SelectionDocumento2 páginasHRW SelectionGohdsAinda não há avaliações
- Armstrong - Humidification Handbook PDFDocumento40 páginasArmstrong - Humidification Handbook PDFJawwadTariqAinda não há avaliações
- The Armstrong Humidification HandbookDocumento40 páginasThe Armstrong Humidification HandbookCraig RochesterAinda não há avaliações
- Cooling Tower CalculationeditedDocumento3 páginasCooling Tower CalculationeditedMark LouieAinda não há avaliações
- Air Distribution Engg GuideDocumento8 páginasAir Distribution Engg GuideNiong DavidAinda não há avaliações
- Hap Ehelp 025Documento17 páginasHap Ehelp 025Abed NaemAinda não há avaliações
- Encon Basement VentilationDocumento15 páginasEncon Basement VentilationadnanAinda não há avaliações
- Stulz Data C Climatiseur Entre CoolingDocumento26 páginasStulz Data C Climatiseur Entre CoolingSoLiTaRiO33Ainda não há avaliações
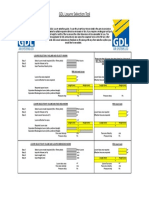
- GDL Louvre CalculatorDocumento1 páginaGDL Louvre Calculatorsainath_84Ainda não há avaliações
- Hvac Condensate Calculator: Difference in Specific Humidity gr/ft3Documento4 páginasHvac Condensate Calculator: Difference in Specific Humidity gr/ft3Pradeep SukumaranAinda não há avaliações
- Need For Balancing ValvesDocumento12 páginasNeed For Balancing ValvesBubai111Ainda não há avaliações
- HVAC Report FINALDocumento65 páginasHVAC Report FINALIanAinda não há avaliações
- Control Sequences For Chilled Water Systems - Consulting-Specifying EngineerDocumento5 páginasControl Sequences For Chilled Water Systems - Consulting-Specifying EngineerNeal JohnsonAinda não há avaliações
- Saiver AHUDocumento12 páginasSaiver AHUNorsyafiqah Rozi100% (1)
- Air Curtain Guide DesignDocumento8 páginasAir Curtain Guide Designanton7786Ainda não há avaliações
- Guide To Air Change EffectivenessDocumento7 páginasGuide To Air Change EffectivenessAnonymous tgCsXLnhIIAinda não há avaliações
- Stair Pressurization SystemDocumento10 páginasStair Pressurization SystemPatel Kalinga100% (1)
- RAC 32 Important QuestionDocumento10 páginasRAC 32 Important QuestionBalvinderAinda não há avaliações
- Design Guide - Humidity ControlDocumento2 páginasDesign Guide - Humidity Controldzul92100% (1)
- Examples of Psychrometric Calculations For Summer and Winter PDFDocumento9 páginasExamples of Psychrometric Calculations For Summer and Winter PDFamitbslpawarAinda não há avaliações
- Calculating The Various Moisture LoadsDocumento6 páginasCalculating The Various Moisture Loadssaifuddin722Ainda não há avaliações
- 1-HVAC Concepts and Fundamentals R1Documento88 páginas1-HVAC Concepts and Fundamentals R1Tony HuangAinda não há avaliações
- AC V For Fast Food RestaurantsDocumento4 páginasAC V For Fast Food Restaurantselijah namomoAinda não há avaliações
- HVAC Design For Healthcare Facilities: Course No: M06-011 Credit: 6 PDHDocumento60 páginasHVAC Design For Healthcare Facilities: Course No: M06-011 Credit: 6 PDHNelson VargasAinda não há avaliações
- Dedicated Outdoor Air Systems (Doas) : Indoor Air Quality + Energy Recovery + Humidity ControlDocumento39 páginasDedicated Outdoor Air Systems (Doas) : Indoor Air Quality + Energy Recovery + Humidity Controlhtanh100% (1)
- Industrial Dehumidification Part 1Documento20 páginasIndustrial Dehumidification Part 1Quora EarningAinda não há avaliações
- Icr0143slv Iir Iif ConfDocumento8 páginasIcr0143slv Iir Iif ConfMuhammad AhmadAinda não há avaliações
- Kaeser CompressorsDocumento4 páginasKaeser Compressorsozy05100% (1)
- Limits of Feasibility and Energy Consumption of Desiccant and Evaporative Cooling in Temperate ClimatesDocumento8 páginasLimits of Feasibility and Energy Consumption of Desiccant and Evaporative Cooling in Temperate Climatesd_muamer_116983894Ainda não há avaliações
- Understanding PumpDocumento113 páginasUnderstanding Pumpnyr1981_942955963100% (5)
- S P 01958 Version 2 EPD OVO ArmchairDocumento16 páginasS P 01958 Version 2 EPD OVO ArmchairboiAinda não há avaliações
- Introduction of Woman Role in SocietyDocumento12 páginasIntroduction of Woman Role in SocietyApple DogAinda não há avaliações
- Safe Motherhood Ao2016-0035 Quality Antenatal Care PDFDocumento9 páginasSafe Motherhood Ao2016-0035 Quality Antenatal Care PDFGa B B OrlonganAinda não há avaliações
- Cruiziat Et Al. 2002Documento30 páginasCruiziat Et Al. 2002Juan David TurriagoAinda não há avaliações
- Statistics For Criminology and Criminal Justice (Jacinta M. Gau)Documento559 páginasStatistics For Criminology and Criminal Justice (Jacinta M. Gau)Mark Nelson Pano ParmaAinda não há avaliações
- AMC Middle Primary Years 3 and 4 - SolutionsDocumento6 páginasAMC Middle Primary Years 3 and 4 - SolutionsSherry JiangAinda não há avaliações
- Datasheet TBJ SBW13009-KDocumento5 páginasDatasheet TBJ SBW13009-KMarquinhosCostaAinda não há avaliações
- Cyanocobalamin Injection Clinical Pharmacology Drug MonographDocumento36 páginasCyanocobalamin Injection Clinical Pharmacology Drug MonographLaureyAinda não há avaliações
- Practical Research 2Documento16 páginasPractical Research 2Benedict Coloma BandongAinda não há avaliações
- CompTIAN10 004Documento169 páginasCompTIAN10 004Ian RegoAinda não há avaliações
- 2012 Karshaniya YavaguDocumento4 páginas2012 Karshaniya YavaguRANJEET SAWANTAinda não há avaliações
- The Sword and The Exquisiteness PDFDocumento1.437 páginasThe Sword and The Exquisiteness PDFTaruna UnitaraliAinda não há avaliações
- Potassium Permanganate CARUSOL CarusCoDocumento9 páginasPotassium Permanganate CARUSOL CarusColiebofreakAinda não há avaliações
- Automatic Tools For High Availability in Postgresql: Camilo Andrés EcheverriDocumento9 páginasAutomatic Tools For High Availability in Postgresql: Camilo Andrés EcheverriRegistro PersonalAinda não há avaliações
- IAU Logbook Core 6weeksDocumento7 páginasIAU Logbook Core 6weeksbajariaaAinda não há avaliações
- Cisco Nexus 7000 Introduction To NX-OS Lab GuideDocumento38 páginasCisco Nexus 7000 Introduction To NX-OS Lab Guiderazzzzzzzzzzz100% (1)
- Unit 12 BriefDocumento7 páginasUnit 12 Briefapi-477397447Ainda não há avaliações
- 2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Documento28 páginas2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Manuel ValenteAinda não há avaliações
- The Big M Method: Group BDocumento7 páginasThe Big M Method: Group BWoo Jin YoungAinda não há avaliações
- IO5 Future Skills Foresight 2030 ReportDocumento96 páginasIO5 Future Skills Foresight 2030 ReportjuliavalleAinda não há avaliações
- ASC 2020-21 Questionnaire PDFDocumento11 páginasASC 2020-21 Questionnaire PDFShama PhotoAinda não há avaliações
- Language Loss in Waray: Ni Voltaire Q. UyzonDocumento23 páginasLanguage Loss in Waray: Ni Voltaire Q. UyzonMary Rose OmbrogAinda não há avaliações
- Technology For Duck - Fish Integrated Farming System in GoaDocumento4 páginasTechnology For Duck - Fish Integrated Farming System in GoagavinilaaAinda não há avaliações
- 陳v Endometrial Cancer 2Documento48 páginas陳v Endometrial Cancer 201范芷紜Ainda não há avaliações
- Dr. N. Kumarappan IE (I) Council Candidate - Electrical DivisionDocumento1 páginaDr. N. Kumarappan IE (I) Council Candidate - Electrical Divisionshanmugasundaram32Ainda não há avaliações
- Data Abstraction and Problem Solving With C Walls and Mirrors 6th Edition Carrano Solutions ManualDocumento36 páginasData Abstraction and Problem Solving With C Walls and Mirrors 6th Edition Carrano Solutions Manualallocaturnonylgvtt100% (12)
- Tom Rockmore - Hegel's Circular EpistemologyDocumento213 páginasTom Rockmore - Hegel's Circular Epistemologyluiz100% (1)
- DbmsDocumento5 páginasDbmsRohit KushwahaAinda não há avaliações
- HH220i - JAN 11Documento1 páginaHH220i - JAN 11Achmad GazaliAinda não há avaliações