INTERNATIONAL Mechanical OF MECHANICAL ENGINEERING AND International Journal of JOURNAL Engineering and Technology (IJMET), ISSN 0976 TECHNOLOGY
Y Issue 2, May-August (2012), IAEME 6340(Print), ISSN 0976 6359(Online) Volume 3,(IJMET) ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume 3, Issue 2, May-August (2012), pp. 32-37 IAEME: www.iaeme.com/ijmet.html Journal Impact Factor (2011): 1.2083 (Calculated by GISI) www.jifactor.com
IJMET
IAEME
EXPERIMENTAL INVESTIGATION ON THE INFLUENCE OF SILVER INTERLAYER IN PARTICLE FRACTURE OF DISSIMILAR FRICTION WELDS
Kannan.P, 2K. Balamurugan, 3K. Thirunavukkarasu
1: Assistant Professor, Vivekanandha College of Engineering for Women, Tiruchengode, Tamil Nadu, India.
2: Associate Professor, Institute of Road and Transport Technology, Erode, Tamil Nadu, India.
3: Professor, TJS College of Engineering, Chennai, Tamil Nadu, India.
1
kannan_panneerselvam@yahoo.com
ABSTRACT The present work discusses about the introduction of silver interlayers in dissimilar friction welding process. The characteristics of silver interlayer influenced friction weld are compared with the silver free dissimilar friction welding process. Particle fracture occurs commonly in welding process. It leads to poor quality of welds and decreases the strength of the weld. The introduction of silver interlayer reduces the particle fracture. Hence, the friction welding process with silver interlayer produces more efficient welds.
32
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6359(Online) Volume 3, Issue 2, May-August (2012), IAEME
INTRODUCTION The effect of silver interlayer on particle failure is investigated in the present work and also it is compared with the observed dissimilar MMC/AISI 304 stainless steel welds produced without interlayer. This interlayer material affects the coefficient of friction, plastic deformation in the substrate materials and particle failure. The processes that occur during initial heating period of the friction welding operation are also investigated by examining changes in size and distribution of reinforcing particles in MMC base material immediately adjacent to the joint interface. During initial heating period of friction welding, the physical situation is mostly similar to that in sliding Wear testing. In sliding Wear testing of aluminium-based alloy A356/20 vol% Sic base material, strains as high as 30 MPa are produced near the contact interface and particle fracture occurs when the applied load exceeds the fracture strength of the reinforcing material [1]. It is possible to modify the particle fracture frequency by modifying the loading conditions at the contact surface. The probability of the particle fracture decreases during tensile testing temperature above 200 C because the matrix flow strength decreases and the local stresses are not high enough to break the reinforcing particles [2]. Consequently there is a transition from the particle to particle void nucleation at the ends of particles and in the region between particle clusters when the temperature of testing rises. It is convenient to observe particle fracture for short friction times as the temperature rises with friction time in the case of friction welding process. EXPERIMENTAL PROCEDURE The dissimilar friction welds were made by using 15-mm bars of 6061-T6 base consisting of 10 vol% of reinforcing Al2O3 particles. The main work is to predict the influence of silver interlayer in the particle fracture of the dissimilar friction welds. The required quantity of silver interlayer is electrodeposited over the stainless steel substrate, which is already coated with a nickel strike layer. This nickel strike layer plays as a base for all subsequent coatings and it is commonly used in dissimilar friction welding and diffusion bonding process. For this experiment 3m thick nickel strike is applied when the electroplating of stainless steel with chromium, zinc and silver takes place at the process [3,4].
33
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6359(Online) Volume 3, Issue 2, May-August (2012), IAEME
The process of electroplating consists of surface degrading and cleaning in 10 Vol% NaOH for 90 seconds and followed by deposition of 6 m thick Nickel layer in a nickel chloride bath for 240 seconds. The current and temperature was about 450 A/m2 & 23 C. The average thickness of the silver interlayer is 16 m. All the joints were polished and sectioned perpendicularly to the joint surface. Using Global Lab SP0550 image analyzer ad SEM microscopy the dimensions of the silver & nickel interlayer and the reinforcement particle characteristics at the half radius locations in the test joints were evaluated. During this image analysis process the magnification was X200 and the measurement involved examining 0.128 mm2 fields at 0.268 mm up to 5 mm from the dissimilar joint interface. Scanning Electron Microscope was used to examine the frequency of fractured reinforcing particles and the aspect ratio of reinforcing particles at and close to the bondline. These parameters were examined in 0.232 mm2 areas at the joint interface. The procedure deduced by Lewis and Withers was referred as an outline for evaluating the aspect ratios of the reinforcing particles [5]. In this procedure, the particles are modeled as cylinders. In this case the particle diameter d is related to measure width w, by a factor 4/ refer to the below given equation. Once the diameter d is obtained the volume of each particle can be calculated and therefore the accumulated particle volume in a particular volume in a particular location. = (4 ) The average radius of each particle is considered as half the square of the mean of the particle cross-sectional area was observed using the Global Lab SP0550 image analyzer. When the short term friction welding tests were examined and all the measurements were made at the half radius locations in these joints. RESULT AND DISCUSSION During the mechanical testing of wrought MMC base material, it is commonly observed that three particle failure modes exist. They are namely cracking, shattering and debonding which is seen in figure 1.
34
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6359(Online) Volume 3, Issue 2, May-August (2012), IAEME
Figure1: Modes of particle failure observed during mechanical testing of a Particulate reinforced metal matrix composite material
It is possible to have particle shattering but it is difficult to observe because large plastic strains are produced close to the friction weld interface and the broken large might have moved apart and separated in such a way that even the evidence of this particle failure mode may have been obliterated. By the addition of silver interlayer between the MMC and AISI 304 stainless steel substrates affects the particle fracturing process. The percentage of reinforcing particles in the MMC/Ag/AISI 304 stainless steel joints ranges from 5.2 to 2.2% is taken from figure 2.
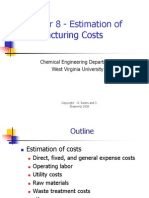
12 FRACTURED PARTICLES (%) 10 8 6 4 2 0 0 1 2 3 TIME (SEC) 4 5 MMC/AISI 304
Figure2: Effect of friction time on the percentage of fractured particles in MMC/AISI 304 stainless steel and MMC/Ag/AISI 304 stainless steel friction joints.
35
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6359(Online) Volume 3, Issue 2, May-August (2012), IAEME
When comparing this with the dissimilar MMC/AISI 304 stainless steel friction welds ranges from 10.6 to 2.93% particle fracture. It is undoubtedly seen that, the percentage of fractured particles is affected by the addition of silver interlayer during dissimilar MMC/AISI 304 stainless steel friction welding. CONCLUSION The dissimilar friction welds with and without silver interlayer is experimented and concluded in the following. The main objective of the paper is to reduce the percentage of particle fracture. The percentage of reinforcing particles in the MMC/AISI 304 stainless steel joints ranges from 10.6 to 2.93% particle fracture. After the introduction of silver interlayer, the percentage of reinforced particles ranges from 5.2 to 2.2% particle fracture. Therefore the introduction of silver interlayer shows 3.06 % decrease in particle fracture when compared to normal friction welding process.
36
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6359(Online) Volume 3, Issue 2, May-August (2012), IAEME
REFERENCES [1] Alpas, A.T., and Zhang, J., 1992, Effect of SiC particulate reinforcement on the dry sliding wear of aluminium-silicon alloys (A356), wear 155: 83-104. [2] Zhao, D., Tuler, F.R., and Lloyd, D.J., 1994, Fracture at elevated temperatures of a particle reinforced composite, Acta Metallurgica Materialia 42 (7): 2525-2533. [3] Dunkerton, S.B., 1982, report 201/1982, The effect of interlayers on dissimilar friction weld properties, TWI, Abington Hall, Cambridge. [4] Dunkerton, S.B., 1982, report 229/1982, The effect of interlayers on dissimilar friction welds properties TWI, Abington Hall, Cambridge. [5] Lewis, C.A., and Withers, P.J., 1995, Weibull modelling of particle cracking in metal matrix composites, Acta Metallurgica Materialia 43 (10): 3685 3699.
37
Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Basics of Mining and Mineral ProcessingDocumento179 páginasBasics of Mining and Mineral Processingminerales&materiales100% (6)
- Leica CME ManualDocumento24 páginasLeica CME ManualMaria DapkeviciusAinda não há avaliações
- Exercises in Cell BiologyDocumento65 páginasExercises in Cell BiologyZvijezdaAinda não há avaliações
- How To Design Roof Purlins - A Solved Example - StructvilleDocumento16 páginasHow To Design Roof Purlins - A Solved Example - StructvilleLavanyanAinda não há avaliações
- Chemical Engineering Design Problems (Undergrad Level)Documento10 páginasChemical Engineering Design Problems (Undergrad Level)smeilyAinda não há avaliações
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocumento14 páginasModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationAinda não há avaliações
- Voice Based Atm For Visually Impaired Using ArduinoDocumento7 páginasVoice Based Atm For Visually Impaired Using ArduinoIAEME PublicationAinda não há avaliações
- Broad Unexposed Skills of Transgender EntrepreneursDocumento8 páginasBroad Unexposed Skills of Transgender EntrepreneursIAEME PublicationAinda não há avaliações
- Influence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiDocumento16 páginasInfluence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiIAEME PublicationAinda não há avaliações
- Impact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesDocumento10 páginasImpact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesIAEME PublicationAinda não há avaliações
- Attrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesDocumento15 páginasAttrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesIAEME PublicationAinda não há avaliações
- A Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaDocumento9 páginasA Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaIAEME PublicationAinda não há avaliações
- A Multiple - Channel Queuing Models On Fuzzy EnvironmentDocumento13 páginasA Multiple - Channel Queuing Models On Fuzzy EnvironmentIAEME PublicationAinda não há avaliações
- Role of Social Entrepreneurship in Rural Development of India - Problems and ChallengesDocumento18 páginasRole of Social Entrepreneurship in Rural Development of India - Problems and ChallengesIAEME PublicationAinda não há avaliações
- A Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurDocumento7 páginasA Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurIAEME PublicationAinda não há avaliações
- A Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiDocumento16 páginasA Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiIAEME PublicationAinda não há avaliações
- EXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESDocumento9 páginasEXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESIAEME PublicationAinda não há avaliações
- A Review of Particle Swarm Optimization (Pso) AlgorithmDocumento26 páginasA Review of Particle Swarm Optimization (Pso) AlgorithmIAEME PublicationAinda não há avaliações
- Knowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentDocumento8 páginasKnowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentIAEME PublicationAinda não há avaliações
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDocumento19 páginasApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationAinda não há avaliações
- Various Fuzzy Numbers and Their Various Ranking ApproachesDocumento10 páginasVarious Fuzzy Numbers and Their Various Ranking ApproachesIAEME PublicationAinda não há avaliações
- Optimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsDocumento13 páginasOptimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsIAEME PublicationAinda não há avaliações
- Dealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsDocumento8 páginasDealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsIAEME PublicationAinda não há avaliações
- A Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksDocumento10 páginasA Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksIAEME PublicationAinda não há avaliações
- Analysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsDocumento13 páginasAnalysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsIAEME PublicationAinda não há avaliações
- Financial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelDocumento9 páginasFinancial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelIAEME PublicationAinda não há avaliações
- Moderating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorDocumento7 páginasModerating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorIAEME PublicationAinda não há avaliações
- Quality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceDocumento7 páginasQuality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceIAEME PublicationAinda não há avaliações
- Sentiment Analysis Approach in Natural Language Processing For Data ExtractionDocumento6 páginasSentiment Analysis Approach in Natural Language Processing For Data ExtractionIAEME PublicationAinda não há avaliações
- Prediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsDocumento13 páginasPrediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsIAEME PublicationAinda não há avaliações
- A Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceDocumento5 páginasA Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceIAEME PublicationAinda não há avaliações
- Analysis On Machine Cell Recognition and Detaching From Neural SystemsDocumento9 páginasAnalysis On Machine Cell Recognition and Detaching From Neural SystemsIAEME PublicationAinda não há avaliações
- Evaluation of The Concept of Human Resource Management Regarding The Employee's Performance For Obtaining Aim of EnterprisesDocumento6 páginasEvaluation of The Concept of Human Resource Management Regarding The Employee's Performance For Obtaining Aim of EnterprisesIAEME PublicationAinda não há avaliações
- Formulation of The Problem of Mathematical Analysis of Cellular Communication Basic Stations in Residential Areas For Students of It-PreparationDocumento7 páginasFormulation of The Problem of Mathematical Analysis of Cellular Communication Basic Stations in Residential Areas For Students of It-PreparationIAEME PublicationAinda não há avaliações
- Ion Beams' Hydrodynamic Approach To The Generation of Surface PatternsDocumento10 páginasIon Beams' Hydrodynamic Approach To The Generation of Surface PatternsIAEME PublicationAinda não há avaliações
- Week11 Turton - Cost of ManufacturingDocumento32 páginasWeek11 Turton - Cost of ManufacturingNrl Nbl Rmln100% (1)
- Failure Modes of Bolt and Nut Assemblies Under Tensile LoadingDocumento11 páginasFailure Modes of Bolt and Nut Assemblies Under Tensile LoadingclevercogAinda não há avaliações
- Fundamentals of AC and All Air SystemDocumento36 páginasFundamentals of AC and All Air Systemnareshbv749Ainda não há avaliações
- Positioning of Air Cooled CondensersDocumento9 páginasPositioning of Air Cooled CondensersAlexAinda não há avaliações
- Max31856 PDFDocumento30 páginasMax31856 PDFDiego Fernando ArpiAinda não há avaliações
- Data Sheets de Todos Cabos Da ListaDocumento20 páginasData Sheets de Todos Cabos Da ListaLaercio ChissicoAinda não há avaliações
- My IT 2Documento56 páginasMy IT 2sentaljohnAinda não há avaliações
- CHM 2045 Lab ReportDocumento11 páginasCHM 2045 Lab ReportlexilocoAinda não há avaliações
- Mayan Calendar ExplainedDocumento9 páginasMayan Calendar Explainedbresail40% (1)
- Projects List: Mechanical EngineeringDocumento4 páginasProjects List: Mechanical EngineeringNaga KiranAinda não há avaliações
- Condensate System ProtectionDocumento8 páginasCondensate System ProtectionmnasiroleslamiAinda não há avaliações
- Material Chap 7Documento24 páginasMaterial Chap 7chemicaly12Ainda não há avaliações
- Apd125c 6Documento4 páginasApd125c 6selvamejiaAinda não há avaliações
- The Multiple Directions of Antiferromagnetic Spintronics Nature Physics PDFDocumento4 páginasThe Multiple Directions of Antiferromagnetic Spintronics Nature Physics PDFLog LouAinda não há avaliações
- Modeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmDocumento8 páginasModeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmJen ChavezAinda não há avaliações
- Sample 7613Documento11 páginasSample 7613VikashKumarAinda não há avaliações
- FiltrationDocumento15 páginasFiltrationDominador Velasco jr100% (2)
- Ibraim Overview Influence of Pozzolanic Materials PDFDocumento12 páginasIbraim Overview Influence of Pozzolanic Materials PDFrobertsj21Ainda não há avaliações
- Kobold Flow SensorDocumento4 páginasKobold Flow SensorjilaypandyaAinda não há avaliações
- Chapter 8 CoordinatesDocumento13 páginasChapter 8 CoordinatesWei ZhaoAinda não há avaliações
- B Tech ECE Courses NBADocumento4 páginasB Tech ECE Courses NBAPratyush ChauhanAinda não há avaliações
- B 63 - 90 R01 - QjyzDocumento4 páginasB 63 - 90 R01 - QjyzAndresAinda não há avaliações
- Introductory Circuit Theory by Guillemin ErnstDocumento580 páginasIntroductory Circuit Theory by Guillemin ErnstJunaid IqbalAinda não há avaliações
- En Jkm320pp (4bb)Documento2 páginasEn Jkm320pp (4bb)Ronal100% (1)