Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Water Density Egg Experiment - Carian GoogleDocumento1 páginaWater Density Egg Experiment - Carian GooglevibilaAinda não há avaliações
- PriceListHirePurchase NormalDocumento51 páginasPriceListHirePurchase NormalMuhammad AtifAinda não há avaliações
- Asco Dioxido de CarbonoDocumento176 páginasAsco Dioxido de CarbonoErnest Williams100% (1)
- Report Iffco UREA PRODUCTIONDocumento44 páginasReport Iffco UREA PRODUCTIONRahul BaghelAinda não há avaliações
- Answer All The Questions (10 2 20)Documento2 páginasAnswer All The Questions (10 2 20)Andrew CrawfordAinda não há avaliações
- Table 1 Vacuum Hold TimeDocumento14 páginasTable 1 Vacuum Hold TimevikashAinda não há avaliações
- Activated Alumina F220 Data SheetDocumento2 páginasActivated Alumina F220 Data SheetRawlinsonAinda não há avaliações
- Banana Peel Water TreatmentDocumento3 páginasBanana Peel Water TreatmentRIZERTS GAP0% (1)
- 2 Pumps020215Documento52 páginas2 Pumps020215andi dipayadnyaAinda não há avaliações
- Tirupur Textile Town Pollution CrisisDocumento3 páginasTirupur Textile Town Pollution CrisisAbhishek M AnilAinda não há avaliações
- Natural Gas Physical PropertiesDocumento20 páginasNatural Gas Physical PropertieseimrehAinda não há avaliações
- Water/oil separators overviewDocumento2 páginasWater/oil separators overviewJunaid AhmedAinda não há avaliações
- Revision Index Description and / or Revised SheetsDocumento244 páginasRevision Index Description and / or Revised SheetsneivaprojetosAinda não há avaliações
- 10.9. Gas Liquid Separators: Chemical EngineeringDocumento6 páginas10.9. Gas Liquid Separators: Chemical EngineeringsterlingAinda não há avaliações
- Fluid Mechanics Part 1Documento25 páginasFluid Mechanics Part 1Romnick MalulanAinda não há avaliações
- Module 3 - Lesson 2 ThermodynamicsDocumento98 páginasModule 3 - Lesson 2 ThermodynamicsZarina SalesAinda não há avaliações
- Screw Compressor Units: For Sodium Carbonate Production (Soda Ash)Documento2 páginasScrew Compressor Units: For Sodium Carbonate Production (Soda Ash)Jaswindersingh BhatiaAinda não há avaliações
- Principles of Backflow Prevention: Zurn Wilkins Backflow PreventersDocumento12 páginasPrinciples of Backflow Prevention: Zurn Wilkins Backflow PreventersShijumon PadavilAinda não há avaliações
- MF-03 Modular Valve, Presssure Flow Control ValveDocumento4 páginasMF-03 Modular Valve, Presssure Flow Control ValveYus BewokAinda não há avaliações
- Chap 17 - Water InfluxDocumento57 páginasChap 17 - Water InfluxSlim.BAinda não há avaliações
- Vaccuperm VGS - 141, - 143, - 145: Gas Dosing SystemDocumento32 páginasVaccuperm VGS - 141, - 143, - 145: Gas Dosing SystemNorbert MeyerAinda não há avaliações
- Activity NoDocumento8 páginasActivity NoWilbert PialaAinda não há avaliações
- Piping Interview Questions 1Documento3 páginasPiping Interview Questions 1mithunjobs80% (5)
- Understanding Archimedes' PrincipleDocumento25 páginasUnderstanding Archimedes' PrincipleShahrin Ahmad100% (2)
- Troubleshooting - Discharge PressureDocumento5 páginasTroubleshooting - Discharge PressureSanjoy deyAinda não há avaliações
- اساسيات هندسة انتاج النفط والغاز-محول (051-075)Documento25 páginasاساسيات هندسة انتاج النفط والغاز-محول (051-075)روان الباشاAinda não há avaliações
- Set 62 - Chapter 2Documento12 páginasSet 62 - Chapter 2lelon81Ainda não há avaliações
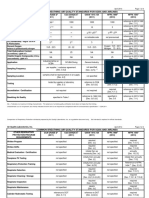
- Comparing Respiratory Protection StandardsDocumento4 páginasComparing Respiratory Protection StandardsDaniel RodasAinda não há avaliações
- RRLDocumento19 páginasRRLJBSAinda não há avaliações