Você também pode gostar
- 3 13Documento8 páginas3 13pitoulabeteAinda não há avaliações
- 508 2293 5 PB PDFDocumento9 páginas508 2293 5 PB PDFarjun prajapatiAinda não há avaliações
- Creep and Creep Damage Assessment in P91 Weld JointsDocumento12 páginasCreep and Creep Damage Assessment in P91 Weld JointsDeepakAinda não há avaliações
- New ultra high strength steel grades for hot stampingDocumento10 páginasNew ultra high strength steel grades for hot stampingAndress SsalomonnAinda não há avaliações
- X80 line pipe for large-diameter high strength pipelinesDocumento15 páginasX80 line pipe for large-diameter high strength pipelinesAnonymous AlhzFE9EVNAinda não há avaliações
- Aleaciones 7000 AlDocumento20 páginasAleaciones 7000 AlDavid FellinAinda não há avaliações
- CA 6NM CastingsDocumento11 páginasCA 6NM CastingsvasanthiAinda não há avaliações
- A Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304LDocumento20 páginasA Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304Lrakesh ranjanAinda não há avaliações
- Heat-Treatment of High Carbon Steel Wire - PatentingDocumento4 páginasHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Iiw 1693 05Documento19 páginasIiw 1693 05Pradip Goswami100% (1)
- Volchok 22Documento4 páginasVolchok 22amitkkambleAinda não há avaliações
- Temper Bead Welding 36036664Documento9 páginasTemper Bead Welding 36036664sv1xv100% (1)
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDocumento5 páginasThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799Ainda não há avaliações
- DOI: 10.1515/amm-2016-0198Documento8 páginasDOI: 10.1515/amm-2016-0198BHARANIAinda não há avaliações
- Effects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelDocumento7 páginasEffects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelShanmuga NavaneethanAinda não há avaliações
- Influence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Documento10 páginasInfluence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Hatem RagabAinda não há avaliações
- IWIT2017-Proceeding FullpaperDocumento8 páginasIWIT2017-Proceeding FullpaperKittichai SojiphanAinda não há avaliações
- Electron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesDocumento10 páginasElectron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesJEANNINA BULEJE CASTILLOAinda não há avaliações
- 1-S2.0-Flash Butt Welding Application On 16MnCr5 Chain Steel and Investigations of Mechanical Properties-MainDocumento9 páginas1-S2.0-Flash Butt Welding Application On 16MnCr5 Chain Steel and Investigations of Mechanical Properties-MainHARIMETLYAinda não há avaliações
- A10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsDocumento9 páginasA10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsXAinda não há avaliações
- A Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsDocumento9 páginasA Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsAndress SsalomonnAinda não há avaliações
- The Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelDocumento8 páginasThe Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelGopala Rao ThellaputtaAinda não há avaliações
- Titipan ZahraDocumento7 páginasTitipan ZahraDikaAfriandiAinda não há avaliações
- Erdem 2005Documento7 páginasErdem 2005vinayakAinda não há avaliações
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocumento8 páginasStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraAinda não há avaliações
- DCSP Tig Welding of Aa2219 Aluminum AlloyDocumento14 páginasDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanAinda não há avaliações
- 9% Nickel Steel WeldingDocumento11 páginas9% Nickel Steel WeldingSridharan ChandranAinda não há avaliações
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDocumento10 páginasEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktAinda não há avaliações
- Revista - Materials Science ForumDocumento5 páginasRevista - Materials Science Forum0741005518Ainda não há avaliações
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocumento10 páginasEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenAinda não há avaliações
- Evaluation of AISI 4140 Steel Repair Without Post-WeldDocumento8 páginasEvaluation of AISI 4140 Steel Repair Without Post-WeldVidaurriAinda não há avaliações
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocumento8 páginasStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERAinda não há avaliações
- Laser Beam Welds of 15CDV6 SteelDocumento4 páginasLaser Beam Welds of 15CDV6 SteelKarthik RaoAinda não há avaliações
- Properties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDocumento15 páginasProperties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDanem HalasAinda não há avaliações
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocumento7 páginasThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيAinda não há avaliações
- Panduan BeasiswaDocumento7 páginasPanduan BeasiswaAmalia Tri WAinda não há avaliações
- Method Statement To Repair CrackDocumento11 páginasMethod Statement To Repair Cracklaz_kAinda não há avaliações
- Comparative Evaluation of Temperature Distribution in Gtaw and FSW Joints of Aa 5059 Aluminium AlloyDocumento9 páginasComparative Evaluation of Temperature Distribution in Gtaw and FSW Joints of Aa 5059 Aluminium AlloyBabu NarayananAinda não há avaliações
- Metals 10 00099 v2 PDFDocumento23 páginasMetals 10 00099 v2 PDFarjun prajapatiAinda não há avaliações
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDocumento9 páginasTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinAinda não há avaliações
- Sensitization of Weld Overlay 308 PDFDocumento12 páginasSensitization of Weld Overlay 308 PDFShoaib AhmedAinda não há avaliações
- Metals-09-00939 OKDocumento14 páginasMetals-09-00939 OKRebeca Francis Moran CamposAinda não há avaliações
- Influence of heat treatment on microstructure, properties and machinability of mold steelDocumento43 páginasInfluence of heat treatment on microstructure, properties and machinability of mold steeltblosAinda não há avaliações
- Determination of Necessary Preheating Temperature in Steel WeldingDocumento7 páginasDetermination of Necessary Preheating Temperature in Steel WeldingKelvin LabarezAinda não há avaliações
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocumento8 páginasThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- PWHT Post PrintDocumento32 páginasPWHT Post PrintMoustafa MohamedAinda não há avaliações
- Effect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelDocumento8 páginasEffect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelAshish Kumar AgrawalAinda não há avaliações
- Ipc2012 90337Documento6 páginasIpc2012 90337Marcelo Varejão CasarinAinda não há avaliações
- Thermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsDocumento4 páginasThermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsGaurav TripathiAinda não há avaliações
- Welding Procedures of Turbine Blades by Using ER 309L Austenitic Filler WireDocumento8 páginasWelding Procedures of Turbine Blades by Using ER 309L Austenitic Filler Wireeko siswonoAinda não há avaliações
- Transient High-Frequency Welding Simulations of Dual-Phase SteelsDocumento9 páginasTransient High-Frequency Welding Simulations of Dual-Phase Steelsc131508Ainda não há avaliações
- FCAW Temper Bead Iamot - OrgDocumento7 páginasFCAW Temper Bead Iamot - OrgClaudia MmsAinda não há avaliações
- The Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingDocumento8 páginasThe Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingMenad SalahAinda não há avaliações
- T 91 WeldingDocumento12 páginasT 91 WeldingMohammad KhaliquzzamaAinda não há avaliações
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysNo EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysAinda não há avaliações
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesAinda não há avaliações
- The Challenge of Measuring The Cost of QualityDocumento11 páginasThe Challenge of Measuring The Cost of QualitypkguptaqaqcAinda não há avaliações
- Assembled Nozzle Material Stages TurbineDocumento2 páginasAssembled Nozzle Material Stages TurbinepkguptaqaqcAinda não há avaliações
- Chat GPT-GM QualityDocumento2 páginasChat GPT-GM QualitypkguptaqaqcAinda não há avaliações
- ISO TS 29001 - Environment, Health and Safety SystemDocumento4 páginasISO TS 29001 - Environment, Health and Safety SystempkguptaqaqcAinda não há avaliações
- NTPC provenness criteria and HT motor sourcing processDocumento12 páginasNTPC provenness criteria and HT motor sourcing processpkguptaqaqcAinda não há avaliações
- Introduction For Toshiba Group: Quality Control SystemsDocumento3 páginasIntroduction For Toshiba Group: Quality Control SystemspkguptaqaqcAinda não há avaliações
- 1 Cost - of - Poor - Quality GOODDocumento18 páginas1 Cost - of - Poor - Quality GOODpkguptaqaqcAinda não há avaliações
- 09 W1CostofPoorQualityDocumento21 páginas09 W1CostofPoorQualitypkguptaqaqcAinda não há avaliações
- CW Puddle Flange Manufacturing Issue Fact Finding PresentationDocumento16 páginasCW Puddle Flange Manufacturing Issue Fact Finding PresentationpkguptaqaqcAinda não há avaliações
- Process Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQDocumento2 páginasProcess Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQpkguptaqaqcAinda não há avaliações
- The ASTM B111Documento2 páginasThe ASTM B111pkguptaqaqcAinda não há avaliações
- Assessment Sheet 13-14Documento1 páginaAssessment Sheet 13-14pkguptaqaqcAinda não há avaliações
- SN Steps Action by Inputs Required Main Input Provider Support Input ProviderDocumento1 páginaSN Steps Action by Inputs Required Main Input Provider Support Input ProviderpkguptaqaqcAinda não há avaliações
- Top 5 Factors Found in "Successful" Projects Top 5 Factors Found in "Challenged" ProjectsDocumento2 páginasTop 5 Factors Found in "Successful" Projects Top 5 Factors Found in "Challenged" ProjectspkguptaqaqcAinda não há avaliações
- All CAAS Case: Meja #1 UNITDocumento3 páginasAll CAAS Case: Meja #1 UNITpkguptaqaqcAinda não há avaliações
- Tjps G Org 030214Documento1 páginaTjps G Org 030214pkguptaqaqcAinda não há avaliações
- JUN XCDocumento3 páginasJUN XCpkguptaqaqcAinda não há avaliações
- Qa-Qc 13a Kom TTPSDocumento11 páginasQa-Qc 13a Kom TTPSpkguptaqaqcAinda não há avaliações
- Steel Casting: Profile No.: 34 NIC Code: 24319Documento8 páginasSteel Casting: Profile No.: 34 NIC Code: 24319Kamlesh DadhaniaAinda não há avaliações
- Types of Furnaces Used in CastingDocumento29 páginasTypes of Furnaces Used in CastingMurali100% (1)
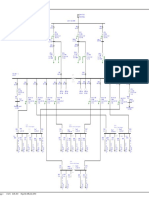
- One-Line Diagram of Power Grid with Generators and Circuit BreakersDocumento2 páginasOne-Line Diagram of Power Grid with Generators and Circuit BreakerspkguptaqaqcAinda não há avaliações
- 12 GreenPro Standard For Ready Mix Concrete - Version 1Documento40 páginas12 GreenPro Standard For Ready Mix Concrete - Version 1pkguptaqaqcAinda não há avaliações
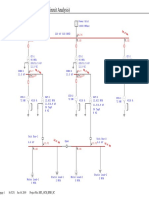
- One-Line Diagram - OLV1 (Short-Circuit Analysis) : 39.9 Ka 39.9 KaDocumento1 páginaOne-Line Diagram - OLV1 (Short-Circuit Analysis) : 39.9 Ka 39.9 KapkguptaqaqcAinda não há avaliações
- Quality Interview QuestionsDocumento11 páginasQuality Interview QuestionspkguptaqaqcAinda não há avaliações
- Aiims Doctors Endocrinology and MetabolismDocumento1 páginaAiims Doctors Endocrinology and MetabolismpkguptaqaqcAinda não há avaliações
- Job Description For Quality Assurance ManagerDocumento3 páginasJob Description For Quality Assurance ManagerTarunKumarAinda não há avaliações
- 1 Good DiabDocumento5 páginas1 Good DiabpkguptaqaqcAinda não há avaliações
- BrochureDocumento32 páginasBrochurebabis1980Ainda não há avaliações
- Expert Advice: Continued On Page 2Documento2 páginasExpert Advice: Continued On Page 2pkguptaqaqcAinda não há avaliações
- Managing Diabetes During PregnancyDocumento13 páginasManaging Diabetes During PregnancypkguptaqaqcAinda não há avaliações